大学论文

摘要:汽车的车身制造是一类极具系统性的工程项目,近些年来,我国汽车制造行业的发展速度越来越快,这就在无形之中提高了汽车焊装线的需求量,不管是在数量上,还是在质量层面上的要求都逐渐的严苛起来。汽车车身主要是以冲压、焊接等工艺流程制备而成,焊装这项工艺技术是其尤为关键的组成部分,该项技术的使用自动化水准以及生产布局状态会直接决定汽车生产的效用。钣金焊装夹具是汽车中的主要设备,其会影响到汽车生产制造质量,甚至还会对汽车生产的效率以及规模等产生影响。本文主要就机械制造中钣金焊装夹具以及螺纹护套拆装的使用进行分析,掌握好其设备以及技术的应用要点。
关键词:机械制造; 钣金焊装夹具; 螺纹护套; 拆装; 运用;
0 引言
轮胎模具铝制花纹块材质的柔软度会比较高,在使用铝加工螺纹之后,其自身的强度会比较小,使用年限也不能达到相应的时间要求标准,要在其基础上安装螺纹护套。螺纹护套的形状存在着一定的特殊性,先存在的工具设备是不能较为快速且高效的安装或者拆卸掉螺纹护套,这就很容易让行业当中安装铝花纹块螺纹护套的安装拆卸难度进一步的提升,需要设计出更适合当前我国国情的汽车焊装线,尽可能的提升设计以及制造的性能,加快焊接以及拆装的工作效率,解决好焊接定位、拆装不准确等的问题,缓解工作人员的劳动压力,减小总体的劳动强度。
1 机械设计制造及其自动化的特征
新时期,机械制造行业迎来新机遇,面对集成化、功能性以及智能化等需求,机械设计制造工作更加需要不断提高工作认识与效率。要充分结合其发展特征及优势,进而帮助机械设计拓展自身的设计方向。新型的自动化系统安全程度也获得了一定的提升,由自动化代替了传统的人工开展,能够有效地降低出现失误以及造成事故的风险几率,为员工的人身安全提供了保证。虽然自动化并非完全不会失误,但是由于自动化程序中存在程序检查安全隐患装置,当出现失误时可以及时的进行修正和弥补,进而更好地降低安全事故的发生几率。由于信息技术进行自动化管理,能源节约,材料选取等方面的成本都能够有效降低,进而更好的达成可持续发展的战略目标。自动化管理程序还添加了资源保护系统,在进行生产的过程中,能够通过减少资源浪费和垃圾排出,降低对于环境的影响程度。在传统的机械设计制造实践过程中,由于员工手动操作可能会造成一系列的问题,导致产出一定的残次品,不仅会浪费时间和劳动力,还会耗费大量资源。因此,利用现代机械设计制造方式以及自动化技术,更为符合科学发展观,降低出错频率,提升生产效率,增强产品质量,进而帮助企业获得更好的发展。
2 机械制造中钣金焊装夹具的应用
2.1 技术方案
钣金焊装夹具装置(图1),包括支架、安装板、连接块、定位销、第一定位块、第二定位块、压转臂、连接板和气缸,其需要把安装板底部固定安装到支架的位置处,其安装板的顶部后侧位置存在着朝向上部凸出的铰接部,将第一定位块固定安装到安装板的顶端位置,同时还需要让第一定位块处于铰接部的前段位置,压转臂的中部与连接板的一端保持固定的连接状态。连接板的另外一侧需要和铰接部利用第一转轴铰接在一起,第一转轴应当以左右方向为基准,逐渐的延伸。第二定位块需要固定安装在压转臂的前部下方的位置处,压转臂的后端应当和气缸的活塞杆利用第二转轴铰接,气缸利用第三转轴和安装板保持铰接的状态,该第二转轴以及第三转轴都应当以左右的方向延展。如果该气缸的活塞杆完全处于伸出状态,那么第一定位块就需要压紧在第二定位块上,不管是安装板的左侧,还是右侧设置都应当设置连接块,同时其还需要在连接块的位置处固定安装销座,另外,其还需要销座上固定安装定位销。
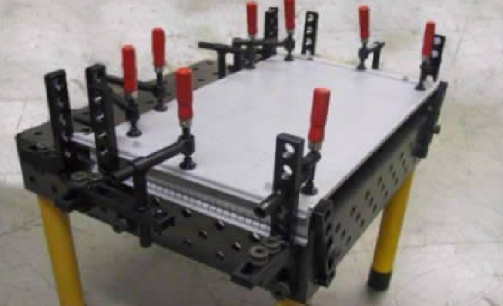
图1 钣金焊装夹具
2.2 优选施工
首先,优选的定位销需要以垂直的方向为基准进一步的延展。其次,支架以及立柱、支板等,需要在支柱上下两侧的位置安装水平连接板,其支板包含固定连接的水平板以及竖直板,水平板和立柱上部的水平连接板保持固定的良好连接状态,竖直板需要和安装板维持平行的状态,采取固定的形式连接竖直板和安装板。结合产品自身的结构性质,增设和其相匹配的连接块以及第一第二定位块等,利用第一定位块以及定位销进一步的提升该制备产品落位的精确程度,使用气缸让工件可以自行的进行夹紧以及松动的作业,切实的保障装配的精确程度,进一步的减小总体的劳动强度数值,优化并提高劳动生产率以及质量。
2.3 加工不规则产品
对产品不同位置的状况进行分析,结合其不同位置的实际现状,独立化的去设计加工连接块以及定位销等,之后需要把不同位置处的钣金焊装夹具进行定位化的处理,同时将其安装在固定的底板上,其设备需要分散布置在不同焊接钣金所需定位的重要位置节点,对其设备以及工件进行更为精确化的定点焊接处理,加快焊接加工的效率以及质量,让其部件可以达到一次装夹定位的目标。利用电阻焊的形式,完成各个零件的焊点焊接工作任务之后,把钣金焊装夹具的装置气缸收回,及时的取下焊接完成的部件,其可以有效的对多块钣金焊装材料进行精确化的定位处理,其协助焊接的设备工作效率也会变得更高,能保障其钣金材料拼装以及焊接的精确程度,提升装配的精度,让焊接工作可以进展的更为顺畅,进一步的减小劳动的强度,优化劳动流程,降低项目的产品支出费用。利用气缸,让工件可以自行的夹紧或者松开,最大限度的提升装配的精确程度,提高劳动生产率的同时,其加工费用也会变少。
3 机械制造中螺纹护套拆装运用
现有技术中,因为轮胎模具铝质花纹块材质软,用铝加工螺纹后强度及使用寿命达不到要求,需要安装螺纹护套(图2),而螺纹护套形状特殊,现有工具无法进行螺纹护套安装和拆卸,导致行业内安装在铝花纹块上的螺纹护套安装拆卸不方便,且在轮胎模具铝花纹块螺纹护套专用工具安装和拆卸方面存在技术空白。

图2 螺纹护套
3.1 使用目的
通过使用螺纹护套拆装装置设施,其加工制造的流程会比较简便,施工成本费用比较小,总体设备结构比较简单,同时其也可以达到不同规格状态下轮胎模具铝花纹块使用螺纹护套安装以及拆卸等的各项使用要求标准。
3.2 技术方案
螺纹护套拆卸装置主要包含包括套筒、芯柱、弹簧和螺盖,套筒具有用于安装芯柱的通孔,通孔的孔壁一般都是第一环形的台阶面,第一环形台阶面把通孔大致划分成为上部和下部两个方向的小径孔部,套管的底部断面上存在和螺纹护套契合度较高的定位结构。芯柱的外表面处于中部位置第二环形台阶面和上部第三环形台阶面,这两个台阶面把芯柱沿着由上至下的顺序逐一分隔成为第一、大和第二小径部,之后在把芯柱安装插入于套筒的通孔内部,第一环形台阶面处于第二环形台阶面的下方,弹簧套装在芯柱的位置上,并且弹簧的两侧依次处于第一和第二的环形台阶面,螺盖存在着和芯柱上部位置连接相对应的中心孔,螺盖套装在芯柱的上端位置,同时利用螺纹和套筒保持固定的连接状态,芯柱的第三环形台阶面一般会抵压在螺盖的底部位置,让芯柱经由下部的位置,由套筒下部位置穿出,其下部位置需要设置和螺纹护套内螺纹相对应且配合的外螺纹。在使用的过程中,芯柱下位位置利用螺纹和螺纹护套保持良好的连接关系,同时借助弹簧施加一定的弹性压力,让套筒底部定位结构可以和螺纹护套保持一定的配合定位状态,之后在使用套筒完成旋转的任务,及时的带动螺纹护套旋转,使得轮胎模具铝花纹可以达到螺纹护套安装以及拆卸等的使用要求标准。
3.3 使用优势
这类新型具的使用优势会比较明显,其套筒为圆筒的形状,上部安装把持的手柄,第二小径部的外径会和通孔的小径内部相互配合。同时其通孔的孔壁存在第一滑动的轨道结构,可以给芯柱供给轨道限位。结合加工轮胎模具铝花纹块使用螺纹护套的规格形式,依据其规格形态的不同应用相匹配的螺纹护套拆卸装置设施。该种制造的形式比较简单,操作起来比较连接化,且其施工成本的费用也比较少,总体结构较为简单,可以将螺纹护套拆装投入到多种规格轮胎模具的安装以及拆卸工作当中,让其较好的达到安装以及拆卸的使用需求标准。
4 结语
综上所述,近些年来我国汽车市场的竞争十分的激烈,在当前的时代发展背景下,汽车企业想要进一步的强化自身的竞争实力,就需要紧跟时代发展的步伐,遵守与时俱进的原则,及时的更新换代汽车的产品,这就使得当前我国汽车的车身设计逐渐的个性化。汽车个性化的设计离不开汽车焊装线的支持,所以在机械制造当中,钣金焊装夹具的存在十分的重要,需要不断的提升工作人员的设计以及制造等性能,解决好轮胎模具铝花纹块螺纹护套专用工具安装以及拆卸空白层面的技术问题,供给技术支撑。
参考文献
[1]袁愁.机械自动化在机械制造中的应用价值[J].山东工业技术,2017(05).
[2]柯思宇.基于自动化理念下的机械制造技术分析[J].科技展望,2016(06).
[3]张绍军,刘娟.机械制造与自动化技术的应用浅析[J].赤子(中旬),2013(08).
[4]杨慧娟.机械制造中的安全因素及控制对策[J].山东工业技术,2015(06).
[5]任辉,鲁鸿强.机械制造过程中绿色制造技术应用的研究[J].工业设计,2017(03).
[6]景大鹏.新型机械设计理论在汽车工程中的运用研究[J].内燃机与配件,2020(01).