机械工程论文

摘 要: 施工现场中缺少大型机加工设备时, 需要在工件上进行偏心扩孔通常采用两种方式:一种为火焰切孔, 另一种为磁力钻钻孔。目前在施工现场扩孔方面没有专用的偏心扩孔钻夹具, 也多采用传统方式解决偏心扩孔问题, 以往的施工方式存在加工精度低、效率低、扩孔次品率高、大厚度工件无法切削等缺陷, 为解决上述存在的问题, 发明了一种偏心扩孔装置, 该装置具有加工精度高、偏心量可调、车削阻力小、效率高、车削量可调、行程可调等优点, 具有较高的推广性和实用性, 也为在施工现场遇到同类型的缺陷提供了借鉴方法。
关键词: 偏心; 扩孔; 车削; 精度;

Abstract: In view of the lack of large-scale machining equipment in the construction site, the eccentric hole reaming is usually carried out in two ways: one is flame hole cutting, the other is magnetic drill hole. At present, there is no special jig for eccentric hole reaming in the construction site, and more traditional ways are used to solve the eccentric hole reaming problem. In order to solve the problems mentioned above, an eccentric hole reaming device was invented to solve the problems in the past construction methods, such as low machining precision, low efficiency, high rate of defective products from reaming holes, and unmachined workpieces of large thickness. The device has the advantages of high machining precision, adjustable eccentricity, low turning resistance, high efficiency, adjustable turning amount, adjustable stroke, etc. It has high popularization and practicability, and provides reference method for the same kind of defects encountered in the construction site.
Keyword: eccentricity; hole reaming; turning; accuracy;
0、前言
某电站设计安装有4台225MW相同型号的水轮发电机组, 因此电站采购一套顶盖、底环备件在每台机组扩大性大修期间进行更换, 拆除下来的设备进行修复后在下台机组扩大性大修期间进行使用, 按照此种方式进行轮换使用, 降低生产成本, 该电站顶盖设计直径6030mm, 重60.7T, 共140颗M48把合螺栓, 基材分两层, 每层厚度100mm, 底环设计直径5856mm, 重36.7T, 共70颗M48把合螺栓, 24颗M85把合螺栓, 基材厚度273mm, 但在某台机组大修期间进行顶盖、底环预装时发现底环有32颗螺栓成不规则偏孔现象, 顶盖有50颗螺栓孔成不规则偏孔现象。
在工件上进行偏心扩孔时, 通常采用两种方式:火焰切孔和磁力钻钻孔。其中, 火焰切孔精度较低, 当精度要求不高时, 火焰切孔具有较高的切孔效率。而磁力钻的钻孔精度相对较高。但上述两种扩孔方法均不适宜在厚度较大的工件上进行偏心扩孔, 使用磁力钻在厚度较大的工件上钻孔存在以下问题:钻头的上端固定在磁力钻夹嘴中, 其下端通常为悬空状态, 只可依靠工件自身进行定位, 在扩孔过程中磁力钻由于水平受力不平衡而产生偏移, 将影响扩孔的垂直度;磁力钻采用双导轨设计, 具有较大的行程空间, 是随着行程的增加, 导轨之间的机械间隙随之增大, 磁力钻钻头的摆动幅度随之增大, 影响扩孔精度[1]。因施工现场缺乏大型机加工设备, 在进行火焊切割、磁力钻钻孔方式处理时, 均因基材厚度过大而导致加工失败, 基于上述原因及设备可能返厂加工的情况下, 设计并制造了针对大型设备现场安装错位处理的加工工具。
1、 原理介绍
针对在生产加工中所产生的问题设计了一种偏心扩孔装置, 其设计理念巧妙的将磁力钻便携加工的特点与车削加工精度较高的优势相结合, 克服了磁力钻扩孔时双导轨较大的机械配合间隙以及加工过程中刀具水平受力不平衡而产生的偏移, 使得大件设备现场高精度扩孔[2]成为现实。
该偏心扩孔装置主要由车削装置和定位装置组成, 车削装置主要包括刀杆、车刀, 其功能为完成工件的车削, 定位装置由底座、偏心套筒、顶紧螺杆组成, 在车削过程中保证车削系统的垂直度和同心度, 所述底座上开设有一偏心孔, 底座外边缘开设有排料口, 并在底座侧面上开设有与偏心孔内壁连通的螺纹孔;所述偏心套筒配合安装在底座上的偏心孔内, 采用一紧定螺钉旋接在螺纹孔内, 将偏心套筒压紧在偏心孔内, 实现偏心套筒的周向定位;偏心套筒下端边缘设置有外凸缘, 对偏心套筒进行轴向定位。所述刀杆上端为与钻孔设备的夹持头连接, 其中部安装有三块车刀[4], 三块车刀的钻切进刀量自上至下依次减小, 保证一次最大加工切削量, 其下端穿插在偏心套筒的内孔中, 增加了错位扩孔时的稳定性。
使用该扩孔装置对工件进行偏心扩孔时, 先将扩孔装置的底座固定在待扩孔位置的工件下部, 使工件上原有的孔与偏心套筒的内孔对准, 再自上至下将刀杆插入工件上原有的孔内, 刀杆下端插入偏心套筒的内孔中, 转动偏心套筒, 将刀杆的偏心距离调整到合适值, 拧紧紧定螺钉, 将刀杆上端夹持在磁力钻的夹嘴中, 启动磁力钻, 即可对工件上原有的孔进行偏心扩孔。
偏心套筒的内孔位置可以调节, 偏心扩孔时刀杆上、下两端分别通过动力装置和定位装置进行约束, 刀杆不会因车刀水平受力不平衡而产生偏移, 确保扩孔的垂直度;而且当磁力钻的行程改变时, 刀杆中部的车刀不会摆动, 增加了偏心扩孔时的稳定性, 提高了扩孔精度。该扩孔装置操作简单, 实用性强。
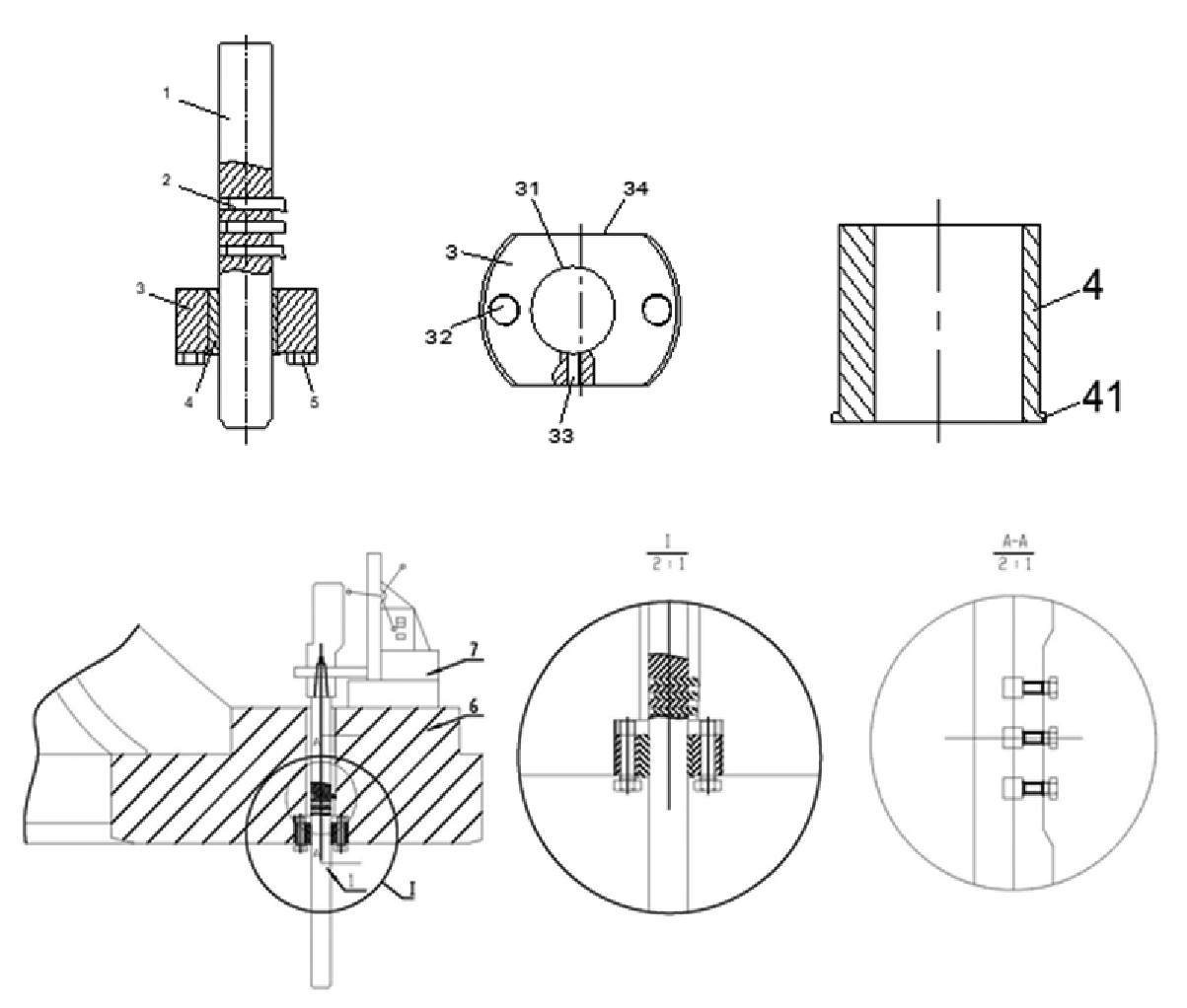
图1包含为本实用新型的结构示意图;底座的示意图;偏心套筒的剖面图以及扩孔装置在工件上扩孔的示意图;其中1-刀杆、2-车刀、3-底座、4-偏心套筒、5-螺栓、6-工件、7-磁力钻;31-偏心孔、32-螺纹孔、33-螺纹孔、34-缺口;41-外凸缘。
参见图1所示的扩孔装置, 包括底座3、偏心套筒4及刀杆1, 所述底座3上开设有偏心孔31, 在底座3侧面开设有与偏心孔31内壁连通的螺纹孔33;所述偏心套筒4配合安装在底座3上的偏心孔31内, 一紧定螺钉旋接在螺纹孔33内, 将偏心套筒4压紧在偏心孔31内, 实现偏心套筒4的周向定位;偏心套筒下端边缘设置有外凸缘, 对偏心套筒进行轴向定位。所述刀杆1上端为与磁力钻的夹持头连接, 其中部安装有车刀2, 其下端穿插在偏心套筒4的内孔中。
在本实施例中, 所述偏心套筒4[5]的内孔偏心距与底座3上偏心孔31的偏心距相等, 均为2.5mm, 当偏心套筒4在底座3的偏心孔31内转动时, 刀杆1的偏心量随之改变, 刀杆1的偏心范围为0~5mm。
而且在本实施例中, 所述刀杆1沿轴线方向安装有三块车刀2, 三块车刀2的钻切进刀量从上至下依次减小, 确保扩孔一次成型, 提高了扩孔工作效率。所述偏心套筒4下端边缘设置有外凸缘35, 以对偏心套筒4进行轴向定位。使用该扩孔装置对工件6上原有的孔进行偏心扩孔时, 先将扩孔装置的底座3固定在待扩孔位置的工件6下部, 使工件6上原有的孔与偏心套筒4的内孔对准, 再自上至下将刀杆1插入工件6上原有的孔内, 刀杆1下端插入偏心套筒4的内孔中, 转动偏心套筒4, 将刀杆1的偏心距离调整到合适值, 拧紧紧定螺钉, 将刀杆1上端夹持在磁力钻7的夹嘴中, 启动磁力钻7, 即可对工件6上原有的孔进行偏心扩孔。
在工件车削加工时作用在刀具上的力为Fr[3]。Fr可分解为相互垂直的切深抗力Fx、进给抗力Fy和主切削力Fc三个分力。Fx是校验机构强度的主要依据, Fy是校验机床刚度的必要依据, Fc是计算刀杆、刀片强度及夹具的主要依据, 对于切削力的计算以及车刀的选择, 在一般加工方法, 如车削、孔加工和铣削等通常会采用单因素方式进行计算, 即为固定其它的影响因素进行推算, 则Fc的计算关系式为:
图1
式中:CFc代表车削影响系数, 通过查询试验数据表可得;ap代表背吃刀量。Xfc、Yfc、Nfc表示为吃刀量对车削力的影响指数;Kfc表示为切削力的修正系数
在实际应用中可根据车削材料和刀具材料的不同, 以及需要加工材料的加工型式的不同可以选择不同的加工系数, 并利用计算出的主切削力对选用的刀杆、刀片强度及夹具材料进行校核, 以满足不同切割、车削加工的需求。
本实施例中, 由于工件6上原有的孔为上小下大的台阶孔, 底座3安装在大直径台阶孔内, 由于大直径台阶孔内壁具有内螺纹, 为了方便固定底座3, 在底座3的外侧面上设置有外螺纹, 底座3旋接在该大直径台阶孔内。并在底座3外边缘开设有缺口34, 扩孔时产生的铁屑能够及时从该缺口34排出, 不会在小直径台阶孔内堆积。
作为本实施例的一种优选方案, 扩孔后为了便于将底座3从工件6下部的大直径台阶孔内拆下, 在偏心孔31两侧的底座3上旋接有螺纹孔32, 螺纹孔32内旋接有螺栓5, 操作者只需将该螺栓5当做把手, 抓住螺栓5头将底座3从大直径台阶内旋下即可, 在螺纹孔32上旋入螺杆可作为底座3的定位螺杆, 在加工过程中底座3位置固定后并旋入顶紧螺杆, 依靠顶紧螺杆的轴向力对底座进行定位。
2、 创新点
2.1、 加工精度高
偏心扩孔时刀杆上、下两端分别通过动力装置和定位装置进行约束, 改变了单头固定的加工模式, 保证刀杆在旋转切削过程中不因水平受力不平衡而发生偏移, 克服了磁力钻扩孔时双导轨较大的机械配合间隙以及加工过程中刀具水平受力不平衡而产生的偏移, 减小运行摆度, 保证扩孔尺寸和垂直度。
2.2、 偏心量可调
偏心套和底座的内孔均设计为偏心孔, 偏心距为2.5mm, 可通过旋转偏心套和底座的相对位置关系调节扩孔量0-5mm。实现偏心加工量的可调节, 并设计有周向定位和轴向定位功能, 也可根据需求对偏心距进行改变以适应不同的加工环境。
2.3、 车削阻力小
底座外圆设计排屑孔, 保证在加工过程中, 金属屑能够顺利排出, 减少刀杆运行过程中的阻力。
2.4、 车削量可调
刀杆上设置有3块加工刀头, 三块车刀的钻切进刀量从上至下依次减小, 确保扩孔一次成型, 在加工过程中实现一次最大加工切削量。
2.5、 行程可调
作为本装置的另一种优选的方案, 因磁力钻的加工行程有限, 可根据实际加工厚度在刀杆上端、下端适当位置各设置一组刀具, 采取分段加工方式进行超行程工件的加工。
3、 结束语
此偏心扩孔工具为工件偏心扩孔提供了新的思路和方法, 也从根本上解决了现场安装问题, 而且该工具可以根据不同的适用场合可对底座的固定形式进行改变, 比如法兰固定、螺纹固定、通过配合间隙进行固定以及通过施加外力进行固定等方式, 以满足扩孔装置车削装置的定位功能, 具有较高的推广价值。
参考文献:
[1]贾建军, 陈晓东, 于广伟, 等.扩孔钻结构的改进与设计[J].工具技术, 2015, 49 (08) :36-40.
[2]任军.扩孔钻结构的改进与设计[J].内燃机与配件, 2018 (03) .
[3]黄燊华.切削力学[M].北京:机械工业出版社, 1992.
[4]剪占鳌, 曹里民, 刘建军, 等.机械式系列化扩孔器试验与应用[J].石油钻采工艺, 2001 (01) .
[5]王晓松, 蔡玉贵, 冯跃凯, 等.随钻扩孔器现场应用分析[J].石化技术, 2017 (07) .

在C5116立式车床利用花盘胎具车削隔板汽封, 总结了常规方法存在的不足, 逐渐形成了一套有一定工艺性, 安全方便的加工方法, 提高车削隔板汽封的效益。在汽轮机大修汽封间隙调整上起到了很大作用。...
基于以上分析和研究, 为避免零件变形和夹具把件不稳等情况发生, 决定采用一种新的装夹方法。同时, 考虑轴的基准X是通过双顶两端倒角磨加工出来的, 倒角与基准X的装夹基准转换影响较小。...
根据加工现场统计, 铝车轮在加工过程中, 内、外轮辋振刀, 胎圈座振刀、正面振刀较为常见, 其主要原因是机床、工件和刀具三个系统中任一个或多个系统刚性不足, 刀具切削产生的激振力与任一或多个系统固有频率相同或接近, 从而产生共振。...
当前我国的机械工艺正随着我国科技进步取得了更高的事业高度, 为了能够更加适应当前技术的发展以及生产生活的要求, 对于轴类零件以及盘套类零件等主要设备的零件进行工艺规程的设计至关重要。...
采用M槽型/双重夹紧式螺纹刀片、直进的车削螺纹方法、设计科学合理的工艺基准和装夹定位方案, 在卧式车床上成功实现大螺距高精度螺纹的车削。为同行业展现一款大螺距高精度螺纹车削加工的成功案例, 也为公司在重大装备的科研项目中储备了技术力量。...