机械工程论文

高级电焊技师论文第四篇
摘要:通过对核电站水池采用的不锈钢覆面板在焊接过程中出现的缺陷及其产生原因进行了分析, 并制订了相应的返修方案和后续的预防措施。结果表明:按照所制订的返修方案进行处理后的焊缝经无损检验结果合格, 制订的预防措施可为其他同类型产品的焊接提供参考和借鉴。
关键词:核电站; 不锈钢水池; 焊接缺陷; 夹渣; 焊接返修; 挖凿;
0 引言
核电站不锈钢水池的主要功能是为核设备运行提供适宜的清洁环境,阻止放射性物质深入核电站内部混凝土结构,保护运行期间工作人员安全,方便核电站退役后清洁处理、燃料临时存放、肥料处理等,其建造质量的好坏直接影响核电站运行的安全性[1].目前,我国核电站中的水池主要有安全壳内换料水贮存水池(IRWST)、反应堆堆腔不锈钢水池、辅助给水箱(ASP)、穹顶外挂水箱(ASP)、堆腔注水水池(EHR)、应急给水箱、缓冲给水箱堆内换料水池和燃料厂房水池等,单台机组水池焊缝的总长约4 000 m.
核电站不锈钢水池质保级别为1级,焊缝等级的验收标准高于RCCM标准规范1级。按设计文件的要求需进行100%射线探伤,焊接质量要求非常严格。目前核电站不锈钢水池覆面板现场拼装主要采用后贴法工艺,即先将水池骨架固定在结构混凝土上,然后将水池覆面板安装在水池骨架上,现场采用手工TIG焊工艺。
1 基本技术条件
1.1 不锈钢水池介绍
不锈钢水池是核电站整个运行期间核燃料及废料运输、储存的容器,电站运行期间,部分水池充满含硼化水,作为核燃料、废料放射性物质的屏障[2].不锈钢水池覆面板材质为022Cr19Ni109 (00Cr19Ni10)超低碳奥氏体不锈钢(相当于304L) , 00Cr19Ni10是一种应用很广泛的Cr18-Ni8型奥氏体不锈钢,具有良好的弯曲、焊接性,良好的耐蚀性和组织稳定性,抗冷变形能力好,但是在低温下其塑性和韧性会有所降低[3].水池覆面板板厚主要为3, 4 mm和6 mm,不锈钢水池覆面板安装焊缝位置主要有平缝、横缝和立缝。
1.2 母材材质
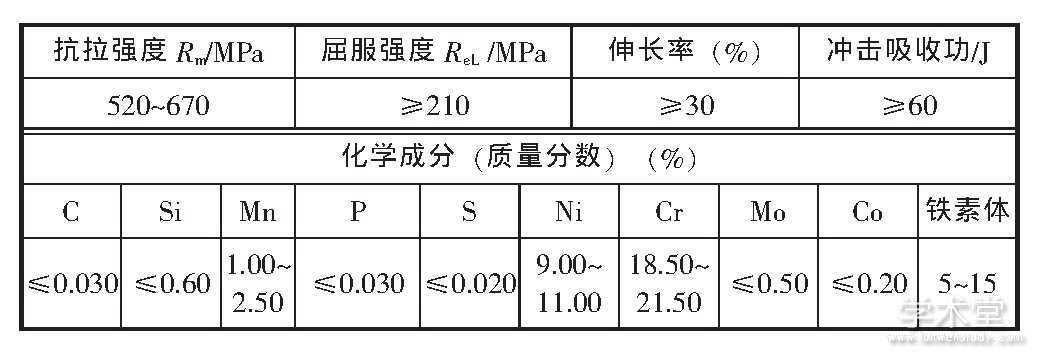
核电站不锈钢水池覆面板00Cr19Ni10钢的力学性能和化学成分分别见表1和表2.
表1 不锈钢水池用母材力学性能

表2 不锈钢水池用母材化学成分(质量分数)(%)
1.3 焊接材料
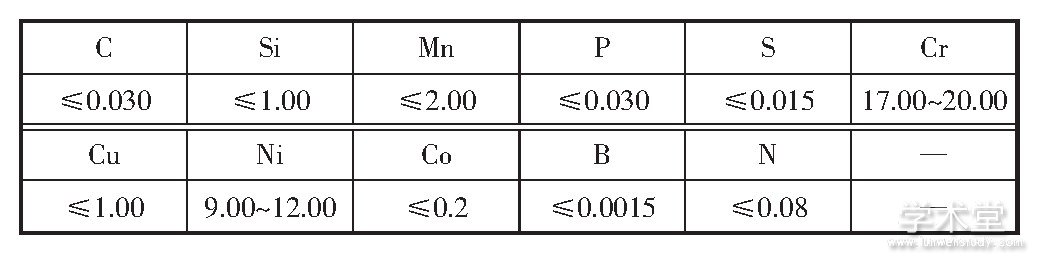
根据母材的化学成分选择相近化学成分的焊接填充材料,力学性能选择相应强度级别的焊接材料,主要保证焊缝金属的强度、塑性和韧性等力学性能与母材的匹配,以保证结构使用性能的要求[4].不锈钢水池覆面板的焊材选用焊丝牌号ER308L;规格准2.0 mm.焊材力学性能和化学成分见表3.
表3 焊焊丝ER308L力学性能和化学成分
1.4 水池安装流程
核电站施工期间,水池覆面的安装主要在主体结构混凝土浇筑完成以后,首先开始搭设水池安装的框架,框架采用2个不锈钢的U形钢扣合而成,其中1个U形钢作为覆面板焊接的垫板,然后对框架的其他部分进行二次抹灰和刷漆,抹灰后与覆面板的垫板平齐,再按照框架的尺寸铺设水池覆面板,并进行组对焊接,焊接完成后进行无损检验(以U形钢的扣合空间作为射线探伤的拍片槽),最后进行水池覆面整体的酸洗钝化和尺寸检验,主要的流程如图1所示。
图1 核电站不锈钢水池覆面板安装流程图

1.5 焊接工艺参数
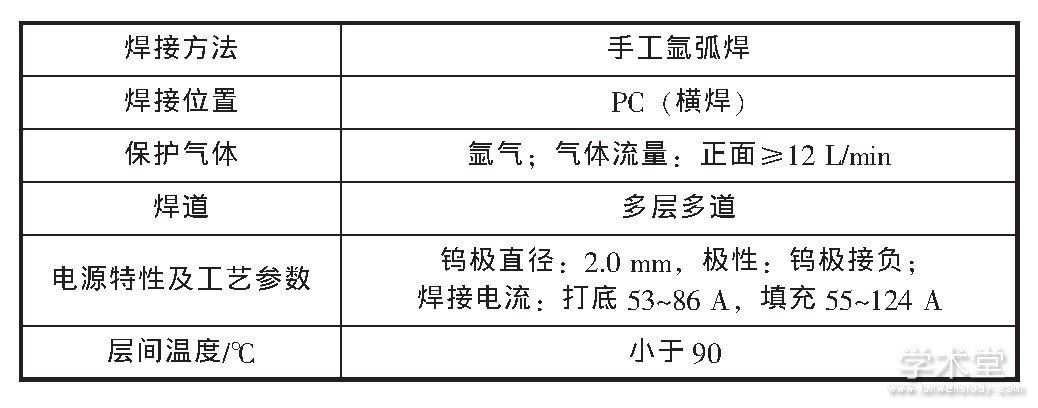
焊接工艺参数是影响焊接过程正常进行和焊接质量的多个要素,直接影响焊缝成形、尺寸、焊接质量和生产率[5],结合不锈钢水池的结构及焊缝形式(带垫板V形坡口对接焊)所选择的焊接工艺参数见表4.
表4 核电站不锈钢水池覆面板焊接工艺参数
2 缺陷的产生及原因分析
2.1 缺陷的产生
不锈钢水池在焊接完成后,进行焊缝外观检查、液体渗透检验和射线探伤。焊缝打磨挖凿后及底片显示示例如图2所示。
图2 不锈钢水池焊缝打磨挖凿及底片显示
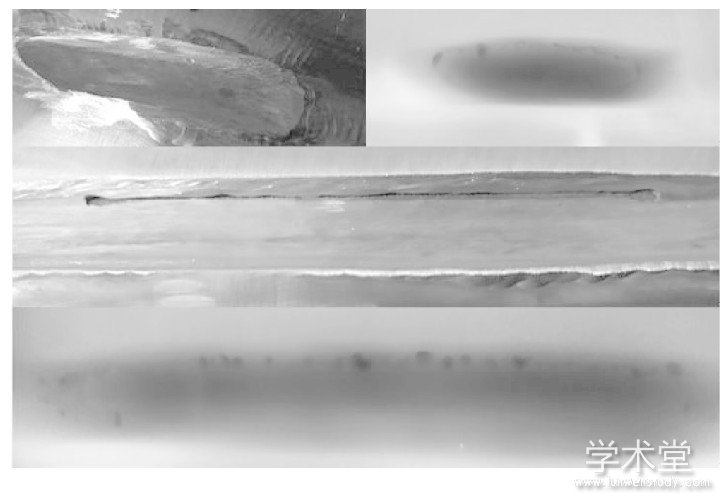
其中焊缝外观检查、液体渗透检验结果全部合格,但射线探伤底片显示,靠近焊缝熔合线的母材侧有大量不规则形状的异常显示,对有异常显示的位置进行打磨挖凿后,再次进行射线探伤发现缺陷依然存在。
2.2 原因分析
通过对核电站不锈钢水池焊接过程所涉及的人员、焊接工艺、焊接填充材料、焊接设备、施工环境等多方面影响焊接质量的因素进行了逐项排查[6],发现该条焊缝施工过程中所使用的焊接工艺和焊接材料与其他焊缝的相同,焊工为有资质且经验丰富的焊工,所用焊接设备与其他焊缝采用设备一致,但产生缺陷的焊缝在施工区域和施工时的环境有差别。主要为:核电站建设地处沿海地区,该地区焊接施工期间以阴雨天气居多,因此,现场焊接时搭设了防风防雨棚进行防护。
产生缺陷的焊缝位置为不锈钢水池天花板折弯处与墙体连接位置,且在水池覆面板焊接施工时,外部混凝土施工同时进行,同时采用小木槌对打磨后的焊缝上方进行敲击,发现有灰渣掉落,如图3所示,由此可知,混凝土施工产生的灰浆留在了水池龙骨框架和不锈钢覆面之间,残留的灰渣影响打底焊道局部的清洁度,最终导致焊缝射线探伤底片中有异常的影像。
图3 敲击挖凿后的焊缝掉落的混凝土灰渣

直接原因:核电站不锈钢水池覆面与背部龙骨之间的混凝土灰渣是产生射线探伤底片异常影像的直接原因。
根本原因:钢衬里水池覆面在焊接前的背部清理不干净。钢衬里水池覆面在焊接时与外部混凝土施工同时开展。
3 缺陷的处理
3.1 缺陷处理过程
对不锈钢水池覆面经射线探伤不合格的焊缝,优先考虑采用返修措施解决,如返修后仍不合格,再考虑采用打补丁的方式处理,主要有以下内容:
(1)焊缝的打磨采取砂轮片打磨的方式进行缺陷去除,对射线探伤发现缺陷的部位进行打磨,打磨挖凿过程中对打磨的深度进行测量。
(2)打磨后检查打磨完成后,采用高压气体吹扫设备对覆面板和底部垫板之间进行吹扫,吹扫完成后,采用射线探伤的方式进行确认,看原焊缝射线探伤底片异常部位的显示是否完全去除。
(3)打磨后的修复缺陷去除后,使用原焊接工艺(手工TIG焊)对打磨掉的熔敷金属进行填充。
(4)修复后的无损检验不锈钢水池覆面焊缝修复完成后,分别进行目视检验、真空盒检验、液体渗透检验、射线探伤。
如焊缝射线探伤依然存在不合格的情况,则采用打补丁的方式进行,方案如下。
(1)缺陷的标记根据修复后射线探伤底片缺陷显示区域,标记焊缝缺陷的位置。
(2)制作补丁补丁采用与不锈钢水池同材质的不锈钢板,厚度为4 mm,补丁的边缘距缺陷位置不小于50 mm,总体形状为圆形或椭圆形。
(3)焊缝的磨平将返修完成后的焊缝表面打磨至与母材表面齐平,并用白布蘸丙酮擦拭未焊接的表面区域。
(4)补丁的焊接补丁焊缝为角焊缝,焊脚高≥4 mm,焊道至少为2层,焊接电流在焊接工艺卡允许范围内尽量小。
(5)焊后检验补丁焊接完成后,进行目视检验、真空盒检验、液体渗透检验。真空盒检验时真空盒需覆盖到整个补丁区域。
3.2 缺陷处理结果
按照以上焊接缺陷处理的工艺对现场所有不锈钢水池覆面焊接过程中产生的缺陷进行处理,处理完成后发现,其中有1条焊缝在返修后射线探伤底片中仍然存在1个直径约5 mm的不规则显示,采用打补丁的方式进行修补,补丁的尺寸采用直径150mm的原形不锈钢板。所有焊接缺陷处理后的无损检验结果均符合要求。
4 预防措施
针对核电站不锈钢焊接施工时应采取以下预防措施,焊接质量风险分析及预防措施见表5.
表5 核电站不锈钢施工质量风险分析及预防措施
(1)核电站不锈钢水池覆面焊接时,需建独立的控制区,且控制区内不许与混凝土交叉施工。
(2)核电站不锈钢水池覆面焊接前,需采用白布蘸丙酮对水池覆面板的垫板和坡口区域进行擦拭,以确保焊接区域的清洁度。
(3)不锈钢材料禁止与碳钢、镀锌制件和其他污染物接触。
(4)应采用专用砂轮和记号笔,覆面应贴保护膜进行防护。
(5)不锈钢覆面应采用木锤、铜锤、橡胶锤敲打,敲打时需加垫板,禁止使用铁锤敲打或气焊焊炬加热。
(6)不锈钢构件在现场安装、吊运、贮存、运输过程中,应轻起轻放,特别是在尖角处应加以棉布等作衬垫保护,防止碰伤或划伤。
(7)不锈钢水池施工控制区域内,工作人员应穿着干净的衣服和鞋(可穿鞋套)。
5 结论
(1)核电站不锈钢水池覆面在焊接施工中,应建立独立的控制区域,避免与混凝土浇筑作业出现交叉施工。
(2)核电站不锈钢水池覆面焊接工作前需对焊缝垫板部位的清洁度进行控制,采用压缩空气进行吹扫和用白布蘸丙酮进行清理,以保证水池焊接前底部清洁。
(3)不锈钢水池覆面焊接产生的缺陷采用返修方式无法去除时,可采用打补丁的方式进行修补,补丁的材质应与不锈钢水池材质相同,尽量采用圆形和椭圆形的形状。
参考文献
[1] 陈泓。世界先进反应堆型:欧洲压水堆EPR介绍[J].中国电力, 2000, 33 (2) :65-69.
[2] 注册核安全工程师岗位培训丛书编委会。核安全综合知识[Z].北京:经济管理出版社, 2013:144.
[3] 中国机械工程学会焊接学会。焊接手册:第2册[M].北京:机械工业出版社, 2001:182-193.
[4] 王宗杰。熔焊方法及设备[M].北京:机械工业出版社, 2006:164-169.
[5] 王志华, 杜双明。焊接工艺[M].北京:北京师范大学出版社, 2011:132-133
[6] 刘政军, 徐德昆。不锈钢焊接及质量控制[M].北京:化学工业出版社, 2008.