高级电焊技师论文第六篇
摘要:通过紫铜与低合金钢的熔化极氩弧焊的焊接实践, 对铜钢焊接易产生裂纹, 未熔合和气孔等缺陷进行了试验分析, 并采用了合理的焊接工艺, 提高了焊接接头的力学性能, 保证了工件质量。
关键词:低合金钢 (Q345D) ; 紫铜 (T2) ; 熔化极氩弧焊 (MIG) ;
1 简介
大型冷库使用的制冷机在修理过程中,遇到紫铜板与低合金钢Q345D拼焊的情况,它们的厚度均为10毫米。对于拼接焊缝的强度有较高的要求。以往车间焊接紫铜板采用的是钨极氩弧焊(TIG)和混合气体保护焊(MAG)。但是由于TIG焊的生产效率低下而且主要适用于薄板的焊接,因此并不适合。同时MAG焊由于焊接质量不稳定、焊接内缺陷较多、成型较差并且焊后需要进行大量的打磨工作因此也不适合该产品的焊接,基于以上的原因,我们决定采用熔化极氩弧焊(MIG)进行焊接,因为MIG焊具有电弧热量集中、效率高、焊接质量好等优点,与该产品的焊接特点十分吻合。
2 紫铜与低合金钢Q345D的材料以及焊接性分析
紫铜具有优良的导电和导热性能,常常在结构件的关键部位采用,而低合金钢Q345D具有良好的力学性能以及焊接性,在变压器行业常常被用在壳体油箱上,下面我们对两种材料的本身性能以及焊接性进行分析。
2.1 材料特性分析
2.1.1 紫铜材料特性分析
紫铜属于有色金属,具有高的导电性、导热性和化学稳定性,并且塑性变形能力很高,但是其强度不高。表1、表2为它的物理以及机械性能。
表1
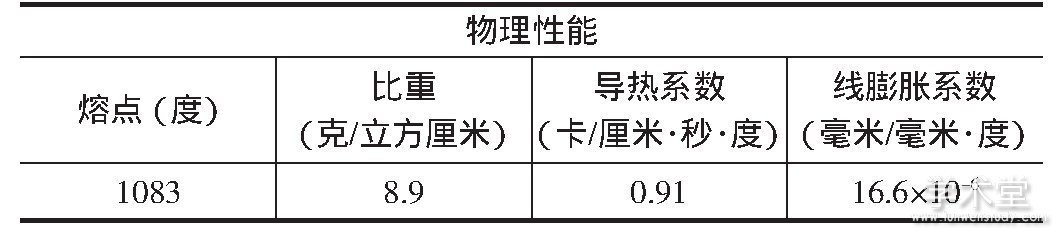
表2

由表1、表2可以看出,紫铜的导热系数和线膨胀系数非常高,伸长率和收缩率很大具有良好的塑性,但是其抗拉强度以及硬度较低,材质较软。
2.1.2 低合金钢Q345D材料特性分析
Q345D属于低合金钢,其导热系数在0.13卡/厘米·秒·度左右,其屈服强度一般大于35公斤/平方毫米,具有良好的综合机械性能、焊接性能以及低温冲击韧性。但是其缺口敏感性比低碳钢大,疲劳强度比低碳钢低,且易产生裂纹。表3、表4为它的化学成分以及力学性能。
表3
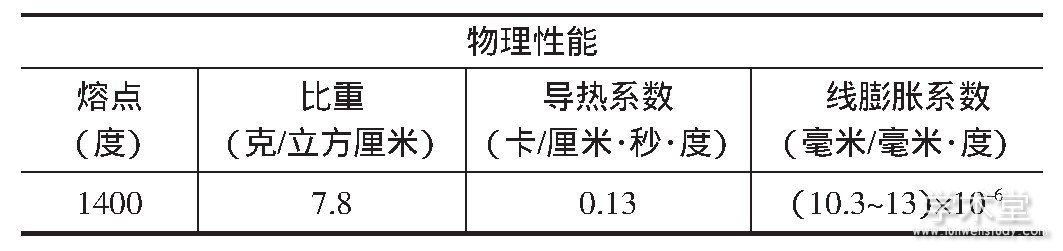
表4

由表3、表4可以看出,Q345D钢的熔点、导热系数、线膨胀系数以及伸长率都比紫铜小很多,但是它的抗拉强度很高,是紫铜的2倍多。
2.2 紫铜与低合金钢的焊接性分析
2.2.1 难熔合与易变形
由以上的材料分析我们可以看出,紫铜与低合金钢在导热系数、线膨胀系数以及伸长率等几个方面都有较大的差异,这对于保证铜与钢的焊接质量非常不利。首先,紫铜的导热系数很大,焊接时热量迅速的从加热区传导出去,使得母材与填充金属难以良好的熔合。其次,铁与铜在液态下完全不互熔,只能成机械混合状态,这对于焊接来讲是最大的难点,只有“机械式”互相熔合,而无冶金熔合。第三,铜的线膨胀系数以及伸长率也比较大,铜的线膨胀系数比Q345D大10%左右,而伸长率更是大一倍多。如果焊接时没有必要的防变形措施,则紫铜板必然会产生较大的变形。而如果采用刚性固定的方式防止变形,则紫铜板由于变形受阻会产生很大的焊接内应力。
2.2.2 易产生裂纹
在铜与钢进行焊接时,在焊缝金属晶粒间存在低熔点共晶,如(Cu+Cu2O)共晶体(共晶温度为1065度,低于铜的熔点)等。在结晶后期,这些共晶体以液态的形式分布在固态铜的晶粒边界,割断了固体晶粒间的联系,使晶粒间结合力受到削弱,使得焊缝金属的塑性显着下降,再加上铜和钢的线膨胀系数和伸长率差异较大,在焊缝冷却凝固过程中将产生较大的焊接内应力。因此,当铜与钢焊缝强度、塑性下降,并且在焊件中存在内应力时,容易在接头的脆弱部位形成热裂纹。
2.2.3 气孔
由于紫铜与低合金钢的熔点差异比较大,使得焊缝金属在冷却过程中与母体本身存在一定的差异,因此造成熔池内部气体在上浮过程中受到阻碍,焊缝金属凝固后容易停留在焊缝内部形成气孔。
3 紫铜与低合金钢的焊接工艺要点
基于以上紫铜与低合金钢的焊接性分析,制定合理的焊接工艺是保证焊接质量的前提,严格遵守操作规程才能够使焊接接头质量得到保证。
3.1 焊接材料的选择
焊丝的成分是直接影响焊缝质量和性能的重要因素之一。因此,选用的焊丝必须具有良好的焊接工艺性、抗裂性以及抗气孔能力,并具有良好的机械性能。我们选用的焊丝牌号为HS201.表5为该焊丝的化学成分以及机械性能。
表5
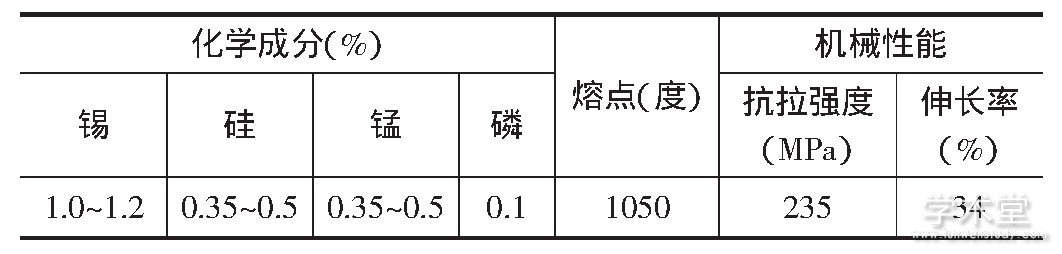
由表5可以看出,该焊丝抗拉强度略高于紫铜,同时成分中加入了锡、硅、锰、磷等合金元素,可以增加熔池的脱氧能力以及改善熔池的流动性。
3.2 坡口形式的选择
由于液态铜具有良好的流动性,容易引起铜液的流出和熔渣的渗透。因此坡口形式的选择十分重要,我们根据焊件厚度以及焊接质量的要求,刨床加工以下坡口形式:
表6

3.3 坡口的清理
我们采用角向砂轮将坡口两侧约30毫米范围内的油污、水分、氧化物以及其他杂物全部清理干净,使这范围内母材全部露出金属光泽。尤其是低合金钢侧锈蚀必须全部清理干净,以杜绝由于锈蚀引起的未熔合缺陷。
3.4 工件预热
由于紫铜的导热系数比低合金钢大许多,为了保证焊接过程中,在母材两侧热量输入的基本均匀,因此必须对紫铜进行焊前预热。预热温度一般控制在600-700度之间,由于工件越大,散热越快,因此我们在焊接过程中,一名铆工采用烘枪对紫铜板进行加热,焊工在其后对已加热过的区域进行焊接。
3.5 保护气体
由于焊接紫铜时,采用氩气+氦气混合气进行保护可以在细化熔滴、减少飞溅、提高电弧稳定性以及改善熔深等方面获得满意的结果,因此我们采用该方式进行保护。混合气体为氩气=95%,氦气=5%.
3.6 焊接
传统的铜钢焊接工艺要求焊丝偏向铜一侧,以保证铜母材具有足够的热量输入,使之熔化。但是这种操作技术很难掌握,焊丝偏离焊缝中心距离过大,不能够保证钢母材金属充分熔化,极易产生未熔合缺陷,合适的距离与紫铜工件的大小和厚度有关,不是固定的数值。由于我们对紫铜进行了足够的预热处理,同时MIG焊具有热量集中的特点,可以保证焊丝在对准坡口中心时,紫铜侧以及低合金钢侧母材能够充分熔化,从而减少低合金钢侧未熔合缺陷的产生,也有利于焊缝成型的美观。
3.6.1 坡口侧打底焊
表7为坡口打底焊的焊接参数。
表7

3.6.2 非坡口侧焊接
坡口侧打底焊后我们对焊件翻身,进行非坡口侧焊缝的焊接,从而充分抵消坡口侧打底焊时产生的焊接变形。施焊前,我们对焊道进行打磨处理,直至打磨出打底焊的焊缝金属,从而充分保证焊透。
表8

3.6.3 坡口侧盖面焊
非坡口侧焊缝的焊接完成后,我们再次对工件进行翻身,进行坡口侧盖面焊,其焊接参数见表9.
表9

焊接完成后,需对焊缝的余高进行测量,由于如果余高过高,会产生较大的焊接残余应力,极大的增加裂纹倾向,因此余高应该控制在0-2毫米之间,超出部分需用角向砂轮机进行打磨处理。
3.7 焊后保温
工件焊接后如果自然冷却,由于冷却速度过快,焊接区温度场较小,焊接内应力增大,裂纹倾向增大,因此为了避免以上情况的发生,焊接后应采用石棉对焊接区进行覆盖,保温缓慢冷却,从而增大焊接区温度场,防止裂纹的产生。
4 焊接检验
4.1 拉伸试验
我们将焊件制作成6件力学性能试件,截面为10×10毫米,试件为刨床进行加工,焊缝区余高全部加工平整,保证与两端母材等截面。之后进行了拉伸试验。具体拉断力以及断裂位置见表10.
表1 0
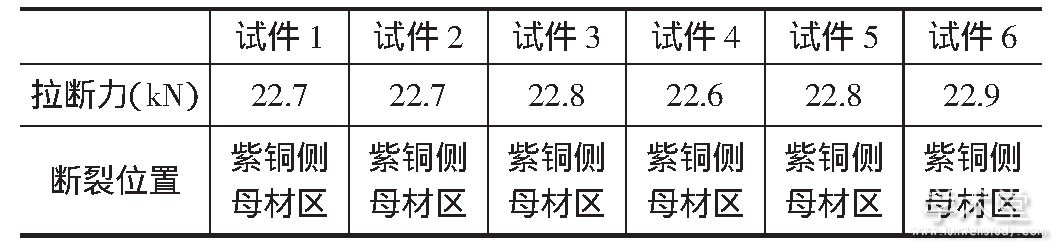
通过拉伸试验可以看出,所以试件全部在紫铜侧母材区断裂,而没有一件在焊缝区断裂,说明焊缝接头抗拉强度大于紫铜母材抗拉强度,证明焊接接头力学性能符合要求。
4.2 X-射线检验
将试件所以焊缝用X射线进行检验,共6件拉板,其中5件全部合格,1件内部由局部夹渣和内部气孔。经过将这1件用砂轮进行打磨至缺陷处并消除后重新焊接,再次进行X射线检验全部合格。
5 结论
(1) 通过焊接检验可以知道,焊缝具有良好的性能,证明焊接工艺以及参数是合理的。 (2) 紫铜与低合金钢的物理性能和化学成分差异很大,焊缝容易产生很多缺陷,如裂纹、未熔合、气孔等,但是只要合理的制定焊接工艺、熟练掌握焊接操作技术,仍能够获得满意的焊接接头。 (3) 焊接前坡口的清理工作十分重要,必须认真进行。 (4) 焊接前的预热以及焊接后的保温工作是保证得到高质量焊接接头的前提。 (5) 焊接过程必须按照制定好的焊接工艺进行,焊接参数可以根据焊机的不同进行适当的调节。
参考文献
[1] 靳秀芝, 陈文, 杨武鸣。金属材料应用手册[M].陕西科学技术出版社。
[2]孙景荣。焊接难题解析问答[M].化学工业出版社, 2007.
[3]姜焕中。电弧焊及电渣焊[M].机械工业出版社。
点击查看>>高级电焊技师论文(精选范文6篇)其他文章
