机械工程论文

引言
被称之为“机械关节”的滚动轴承是机械设备不可缺少的基础件,对整个机械系统的正常运行起到关键性作用。由于其故障振动信号往往表现为非平稳特征,并且故障特征信息非常弱小,而机械在运转时产生的背景噪声常常很大,故障特征信息一般淹没在噪声中不易被识别出来。如何提取轴承故障特征信息并对其分析出来,是轴承故障诊断的关键技术。
经验模态分解( EMD) 可将信号分解至不同频段,是一种自适应的信号分解方法。在实际测得的滚动轴承振动信号中,经验模态分解往往含有较多噪声,对齿轮箱振动信号的分析带来不利影响。小波分析是一种常用的非平稳信号处理方法,在非平稳信号去噪中具有一定的优势。
由于小波包和 EMD 各有其优缺点,利用两者的结合来提取故障,小波去噪对故障信号作预处理,使信号分解精确度提高。但子带信号会出现虚假频率成分,造成严重的频率混叠现象。在此提出改进小波包降噪与 EMD 分解信号,可以得到更为精确的故障信息。
1 基本理论
1. 1 改进小波包
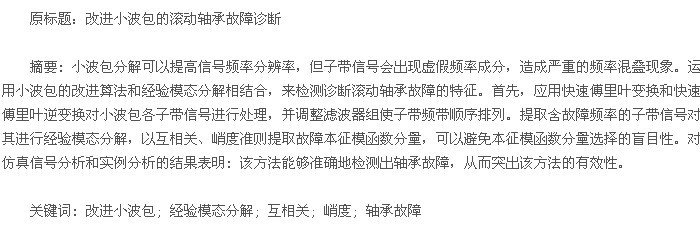
在小波包分解时,小波滤波器进行隔点采样,采样频率的减半往往会引起频率折叠; 在波包重构过程中的隔点插零使得采样频率加倍,会产生无法滤去的真实频率映像,也就是虚假频率,对整个分解、重构过程造成频率混淆现象。因此,信号进行理想滤波就是防止分解过程中的频率折叠与去除重构中多余的虚假频率成分。基于此想法,在信号分解过程中,对经过滤波的频率进行快速傅里叶变换( FFT) ,依据卷积滤波频带划分规律,将 FFT 后的低半频段或高半频段进行置零,再进行傅里叶逆变换( IFFT)处理,通过这 3 个步骤防止频谱发生交错( 3 个步骤用 C 与 D 来表示) ,并避免了隔点采样引发的频率混叠。信号节点重构过程也做同样的处理( 如图1 所示) 。图1 中,G、H 代表小波分解滤波器; g、h 代表小波重构滤波器; ↓2 表示隔点采样; ↑2 表示隔点插零。C 和 D 的表达式分别为式( 1) 和式( 2) :【1-2】


式中,x( n) 表示小波变换第 j 层上的低频子带小波系数; Nj表示小波变换第 j 层分解信号的长度; k =0,1,…,Nj- 1。【图1】
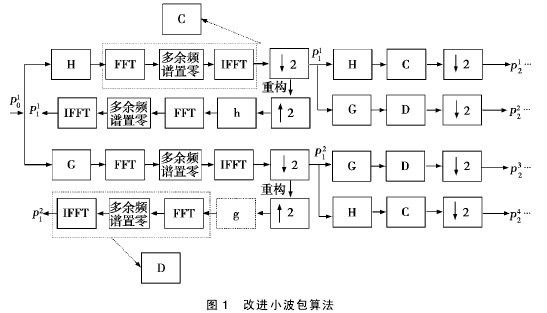
由于小波包分解得到的各子带不是按照频率大小的顺序连续排列,而是无明显规律排列,本文采用改进滤波器组结构来解决此问题,其结构与原分解树的结构相同,都是二叉树结构,只是低通和高通滤波器的排列顺序发生了变化( 如图 2 所示) ,在每一级滤波器组中的第 1 个滤波器是 LP,第 2 个滤波器是 HP,然后从第 2 个滤波器开始,从上到下每两个滤波器类型进行一次变换。利用改进的滤波器组结构得到的频带划分是按频率大小顺序连续排列的均匀频带。【图2】
1. 2 经验模态分解方法
EMD 是把一复杂时间序列信号分解为不同时间尺寸特征的 IMF 分量之和。每个分量需要达到两个条件: 一是每一固有模态函数其极值点个数与过零点个数要相等或者相差不能超过 1 个; 二是其上下包络线要以时间轴局部对称为准。
1. 3 仿真分析
为了验证改进小波包可以避免轴承虚假成份产生的有效性,现取具有实际故障特征仿真信号 y( t) ,y( t) 的表达式为:【3】

对含噪信号 y( t) 进行改进小波包处理,对其进行3 层分解结果见图 3。从图 3 中可以看出: 子带频率顺序是从小到大排列,且从子带节点( 3,0) 、( 3,5) 、( 3,7) 中可以依次找到频率40 Hz、355 Hz、450 Hz。
而传统的小波包分解就产生了虚假频率成份,如图 4 所示。子带频率顺序排列杂乱,而且在子带节点( 3,4) 、( 3,5) 中不仅都产生了有用信号( 450 Hz) ,造成频率重叠,而且还都产生了无用信号( 446Hz) ,导致虚假频率产生的现象。因此,改进小波包优于传统小波包。【图3略】
2 改进小波包与 EMD 对轴承故障诊断
2. 1 故障分析步骤
利用改进小波包和 EMD 对轴承故障信号的检测,可以按照以下步骤执行:
( Ⅰ) 原始信号小波包分解层数的确定。( Ⅱ) 改进小波包分解。
( Ⅲ) 提取属于故障频率范围的子带。
( Ⅳ) 对提取信号进行 EMD 分解,求每个 IMF 与降噪后信号的互相关系数,并同时求出各个分量的峭度值。
( Ⅴ) 选择互相关系数与峭度值较大的 IMF 进行包络谱分析,提取故障信息。
2. 2 实验分析
实验利用 ZonicBook/618E 测试系统测得一组机械轴承故障信号。轴承转速为 1 350 r/min,采样频率为 10 240 Hz,采样点 N = 2 048。轴承为 N205EM 圆柱滚子轴承,其外圈用线切割机切了一道宽0. 1 mm,深 0. 2 mm 平行轴承轴线方向的沟槽。轴承内径 25 mm,外径 52 mm,滚动体直径为 7. 5 mm,节圆直径为 39 mm,滚动体数为 12,接触角为 0°。计算所得轴承各部件故障频率如表 1 所示。【表1】

图 5 为外圈故障信号,从图 5 中无法得到故障频率,依据前文故障分析步骤,首先确定分解层数,绝大多数滚动轴承故障分解层数取 3 ~5 层,本文在此采用 5 层小波包分解,可以得到更精确、范围更小的频率带,对振动信号( 见图 5a) 进行快速傅里叶变换和快速傅里叶逆变换,对得到的各小波包子带信号进行处理,并调整滤波器组使子带频带顺序排列。图 6 为改进小波包子带信号。经计算,外圈故障应属于节点( 5,0) 内,图 6a 为节点( 5,0) 时域信号,从其功率谱( 见图 6b) 中可以找到包含外圈故障频率 110 Hz,但杂质信号依然很大,需要进一步分析。
图7 为传统小波包对外圈故障分解得到节点( 5,0) 的信号,对比图6 和图7 可以发现: 图7b 中的频率比图 6b 中的频率多出了 100 Hz、135 Hz、145 Hz 信号,造成虚假频率的产生,不利于后续分析,所以,运用改进小波包分析信号。【图略】
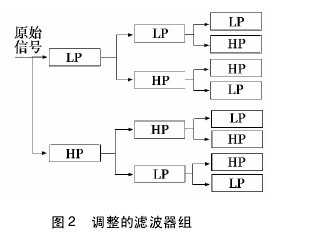
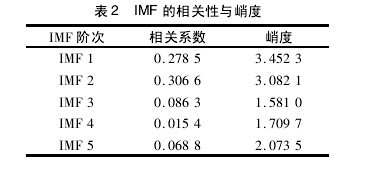
接着运用 EMD 分解图 6a 信号得到各分量 IMF,对其进行相关系数、峭度准则比较( 见表 2) ,发现IMF1 和 IMF2 的相关系数都很大且大于 0. 1,峭度值都在 3 到 8 之间,满足故障数据要求。对 IMF1 和IMF2 重构信号并进行包络谱分析得到图 8,从图 8 中可以找到外圈故障频率为 110 Hz,外圈故障频率与轴承转动频率之差为 90 Hz。【表2】
3 结论
本文主要利用改进小波包和 EMD 相结合的方法来辨别轴承微弱故障信号。通过仿真与实例得出:该方法对轴承初期故障防止其产生虚假频率及频率混叠现象具有良好的效果,并准确地诊断出故障频率,有利于提高轴承故障诊断的准确性。
参考文献:
[1] 杨国安. 机械设备故障诊断实用技术[M]. 北京: 中国石化出版社,2007.
[2] 夏均忠,刘远宏,冷永刚,等. 微弱信号检测方法的现状分析[J]. 噪声与振动控制,2011( 3) : 156 -161.
[3] 夏均忠,苏涛,马宗坡,等. 基于 EMD 的滚动轴承故障特征提取方法[J]. 噪声与振动控制,2013( 2) : 123 -127.
[4] 朱瑜,王殿,王海洋. 基于 EMD 和信息熵的滚动轴承故障诊断[J]. 轴承,2012( 6) : 50 -53.

自动化设备广泛应用于机械制造生产实践过程中,是机械工程科学技术现代化的重要标志。在自动化设备安装的过程中,各零部件的安装将会直接影响到整个设备的结构精度,安装周期的长短、安装质量的好坏会直接影响产品的后期效益,安装技术在自动化设备安装过...
随着科技的发展进步,机械行业不断进行技术的革新,生产制造中应用的设备以及仪器在不断升级,因此对机械零件的表面加工质量提出了更高的要求。零件在机械装配中扮演着重要的角色,因此零件的质量将直接关系到相关机械生产线的正常有效运行,所需的机械零件...
内燃机的不断优化推动了社会各领域的发展,在船舶、汽车中随处可见这一设备,同时也在货运航行中起到重要作用。...
随着化石燃料为主的工业经济发展,大气中的二氧化碳浓度上升,温室效应逐渐突显,全球气候变暖日益严重,低碳减排已经势不可挡。有关研究表明,我国的工业能耗占全社会能耗的70%以上,而能源效率仅为33.4%,比世界先进水平低10个百分点,能源系统总效率...
1背景知识欧盟颁布的《用能产品生态设计框架指令》(Energy-usingProducts,EuP)有效推动了机电产品的生态设计.产品生态设计的核心是在生命周期全过程中节约能源和减少对环境的排放.由于产品的能效及对环境的影响取决于产品的设计源头,因此,对产品实施生态...

车辆工程毕业论文范文第六篇:车辆工程新能源应用现状及改进意见 摘要: 随着经济发展水平的迅速提升,车辆工程对于提升人们生活质量、增强人们生活的幸福感和便利感产生越来越重要的价值。为在日常生活中践行绿色、环保和低碳的理念,应该将新能源应用到车...

大多数家庭都至少有一辆家用汽车,只有在现实情况中明确汽车装配工艺的改进方法,才能够真正满足人们的需求。据此,本文分析了汽车装配工艺的基本情况,并尝试提出了具体的改进方法,希望能够对现实有所裨益。...
伴随科学技术不断迅猛发展,人们也在不断提升自身要求,而针对于机械的设计加工自然也不会例外,进一步企业想要抢占市场先机,便应当尽量提升生产产品规格与质量,并提高对产品的加工标准与设计要求,促进产品有序可持续生产,为消费者使用目的与审美标准而...
1前言盐是关系国计民生的重要商品,广泛应用于化工、轻工、纺织、冶金、食品加工等国民经济的各个行业。制盐工业与国民经济发展、人民生活密切相关,国内社会环境稳定,城乡一体化进程加快,为盐业提供了良好的外部发展环境。随着国民经济的发展,人民生...
柔性制造系统(也称FMS),是具有高柔性和自动化程度较高的制造系统。一般来说,它是指在计算机控制下,由一个自动化的物料输送系统将若干台数控机床和相关的其他操作设备连接在一起的有机整体,它能够以小批量和随机定货方式生产一定范围内的系列产品,有...