机械工程论文

1 引言
山钢股份济南分公司作为一个现代化的钢铁企业,优越性主要体现在先进的生产设备、高度自动化炼钢和品种钢的开发方面。炼钢厂ASP薄板坯连铸机是以奥钢联技术为核心,鞍钢、济钢联合自主开发的薄板坯连铸机,它是目前我国技术最先进、自动化程度最高、配套设备最完善的薄板坯连铸机之一。是济钢120t转炉-CAS-LF/VD-薄板坯连铸机-热连轧现代化生产线的主要工序之一,为济钢成为国内外知名的板材精品基地打下了坚实的基础。
2 项目规划
(1)连铸机类型:直弧形板坯连铸机;(2)流数:1机1流;( 3 ) 铸坯尺寸 ( 冷态尺寸 ) :厚度135mm,150mm,最小宽度900mm,最大宽度1600mm,最小长度4800mm,最大长度16800mm;(4)结晶器宽度:900mm~1600mm;(5)冶金长度:24.2m;(6)弧形半径:5m;(7)装引锭方式:下装引锭;(8)扇形段:1-3 弯曲段,4-5 矫直段,6-11 水平段;(9)大包回转台:碟型设计,2个钢包位,可单独升降,同时旋转;(10)净重:最大160吨;(11)满包重:最大240吨;(12)承载能力:240/0吨;240/240吨。
3 薄板坯连铸机先进技术的应用
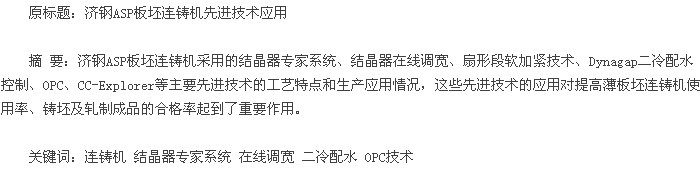
3.1 连铸机自动化控制系统为了提高铸坯质量,保证铸机较高的作业率,连铸工艺对电气自动化提出了越来越高的要求,根据不同的控制要求以及生产现场的实际情况,目前我厂自动化控制系统分为三级,通常称为基础自动化L1级、过程自动化L2级和生产管理L3级,如图1所示。而薄板坯连铸机自动化控制系统又是全厂系统中的一个子系统。【1】
3.2 L1级(Level1)L1级(Level1):实时控制级(基础自动化控制),根据操作指令,过程计算机的设定计算及现场元件的检测信号,收集现场操作及检测元件发来的工艺设备运行状态信息,并根据工艺要求对信息进行处理,然后发出命令驱动设备(如MCC VVVF及电磁阀线圈等),驱动铸机各设备按工艺要求进行工作,完成生产设备的逻辑顺序控制和PID调节,L1级核心部件是PLC.3.3 L2级(Lelvel2)L2级(Lelvel2):各工艺控制单元的计算机操作指导,特殊工艺过程的设定计算及工艺过程的数据收集。以过程计算机为核心,进行数据采集,质量跟踪,设定计算,用来对铸机生产提供最佳操作指导,从控制功能来说,L1级是保证铸机正常生产及产品质量的基本要求,而过程控制级则反映全厂自动化生产的水平。
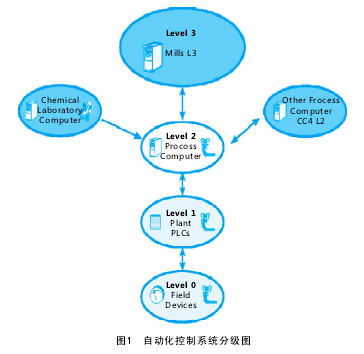
3.4 L3级(Lelvel3)生产管理级L3级(Lelvel3)生产管理级:整个三级网络体系结构的最高层,直接参与生产制造命令的接受和下达。涉及全厂生产管理的问题包括生产计划的制定,各工艺单元产品的跟踪及协调产品的质量管理等方面的问题,L3系统涉及三炼钢各生产工序和后部热连轧生产情况,L3系统的实现需要各工艺单元,生产管理及调度部门结合工厂的实际情况来考虑,另立项目,统一协调。
L1到L3级的自动化系统完成整个工厂的生产计划,产品管理,工艺区接口协调、过程最佳化及设备控制,可实现整个工厂的生产自动化,如图2所示。【2】
4 结晶器在线【3】

为了提高铸机作业率和适应热连轧生产的需要,薄板坯连铸机采用了结晶器在线调宽技术。老式的板坯连铸机在变更铸坯尺寸时,都要更换结晶器或是停浇调整结晶器尺寸,这样不仅影响铸机的产量,而且难以适应轧钢厂多规格轧制要求。而新投产的薄板坯连铸机采用了先进的在线调宽技术,可以在浇铸过程中移动结晶器窄面,使其达到所需尺寸,为铸坯红送热连轧厂提供了方便,同时大大提高了铸机生产能力和效率,也增加了金属收得率,结晶器调宽驱动系统架构如图3所示。
4.1 现场元器件对于调宽系统的四个缸位配备相同元器件,结晶器调宽系统驱动如图3所示。
调宽电机:MDSKARS090-22;电机参数为:2.6kW,380V,2300r/min,5.5A.
4.2 电气控制主要连锁自动调宽前提条件:
(1)HMI画面选择允许自动调宽;(2)LC221上的结晶器调宽模式选择开关选到“自动”;(3)变频器驱动电源正常,变频器驱动准备好;1(5)LC221上的急停没有激活;(6)所有的位置编码器正常;(7)与仪表PLC的接口正常;(8)与铸流PLC的接口正常。