开题报告


开题报告是毕业论文答辩委员会对学生答辩资格审查的一个重要依据材料,下面是学术堂搜集整理的机械开题报告范文,欢迎阅读查看。...
开题报告是审查学生答辩资格的重要材料,所以同学们一定要认真编写开题报告,学术堂为你准备了一份机械毕业设计开题报告,欢迎参考阅读。机械毕业设计学生开题报告课题名称:翻转式哈密瓜分级装置设计学生姓名:张三学号:0510111617专业班级:机械...
开题报告是指开题者对科研课题的一种文字说明材料。这是一种新的应用写作文体,这种文字体裁是随着现代科学研究活动计划性的增强和科研选题程序化管理的需要而产生的。开题报告是由选题者把自己所选的课题的概况(即开题报告内容),向有关专家、学者、科技...
一个锅炉监控系统主要包含一下几个部分:设备状态的采集;系统状态的采集;锅炉和各种执行机构的控制。以下是我们为你准备的plc锅炉控制毕业设计开题报告范文,希望对你有所帮助。题目:基于S7-200PLC锅炉控制系统设计一、课题研究背景与意义依目前国家...
模具的设计关乎这产品的质量,想要做模具毕业设计开题报告的朋友不但需要用文字表达出来,必要时最好在论文里面插上一些绘图任务加分,就像下面学术堂为各位收集的一份模具毕业设计开题报告的范列一样。模具毕业设计开题报告的要求:1.论文题目2.课题的目...
潜伏式搬运机器人通过驮举来移载物料,一般移载机构位于潜伏式搬运机器人上方,作业时潜伏式搬运机器人停在货物正下方,通过升降机构驮起或降下实现货物的移载,动作简单,作业效率高,安全性好。如果要写作搬运机器人毕业设计开题报告,不妨看看以下范文。...
冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。下面是学术堂为大家整理的冲压模具毕业设计开题报告范文,希望能够帮助大家。冲压模具毕业设计开题报告范文题目:门锁螺母...
数控是数字控制的简称,数控技术是利用数字化信息对机械运动及加工过程进行控制的一种方法。早期的数控系统是由硬件电路构成的称为硬件数控,1970年代以后,硬件电路元件逐步由专用的计算机代替而称为计算机数控系统,一般是采用专用计算机并配有接口电路,...
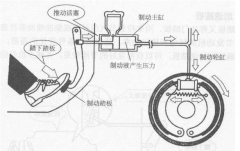
为了方便广大学者,我们根据开题报告要求,从汽车机械方面进行研究,以载重汽车行车制动器制动性能的研究为例作为汽车毕业论文开题报告范文供参考! ...
机械手主要用于搬动或者装卸零件的重复动作,动力来源于液压系统。在机械手控制选用PLC,其原因安全可靠。机械手控制分为手动、回原点、单步、单周期、自动五大部分。各个功能运用转换开关进行切换,切后按照以前步骤继续执行。希望以下plc机械手毕业设计的开...