1 设备概况
该厂220MW机组的汽轮机为东方汽轮机厂生产的D09型超高压、中间再热、三缸三排汽冷凝式汽轮机,机组高加系统共含有3个JG530-5型加热器,受热面积为530×3+50=1640平方米,给水流量为670立方米/小时,工作温度在180℃~250℃之间,所用管材为#20钢,管径16mm,总管数为990根,进口管直径为300mm(通径);疏水冷却器的换热管材质也为#20钢,管径16mm,型号SL-80,1台。
2 故障情况及原因分析
该厂#1机组高加系统从1986年投运至今已经25年以上,2012年4月#1机组高加组出口给水温度在满负荷情况下只有228℃,与设计值242℃偏离较大。通过近年利用机组停运检修期间对高加组内部隔板、钢管、进出口联程阀及高加给水大旁路阀门等设备泄漏检查消缺治理和运行优化调整等措施,效果不佳的现状及对高压加热器钢管结垢情况进行深入试验分析、研究,发现机组给水温度偏低的主要原因是高压加热器钢管结垢严重,换热效果下降所致。为提高高加系统换热效率,该厂决定对#1机组高加系统水侧酸洗除垢以除去管壁积垢,提高设备的换热效率,有效提高给水温度。
3 高加系统水侧化学清洗工艺
3.1 清洗工艺
3.1.1 高加化学清洗水容积
3.1.2 水冲洗及升温试验
初阶段冲洗要求送水量70t/h。冲洗终点:出水澄清,基本无杂物。系统建立循环后,应注意整个系统注满水,打开系统的高点排气确保清洗系统内满水,然后全开清洗箱中的加热器进行升温试验,回液出现温升后开始计时,如1.5小时内净升温45℃或2小时净升温60℃,则认为加热系统合格,否则应采取补救措施。
3.1.3 复合酸酸洗
复合酸酸洗工艺参数如下。
复合酸:5%~8%。
缓蚀剂N-105:0.2%~0.4%。
还原剂N-209:适量。
消泡剂N-202:适量。
温 度:55±5℃。
建立系统循环,将系统中高点死区空气排净。缓慢开启系统内加热器,加热蒸汽二次门前的压力表要控制在0.5MPa以内。当清洗系统温度达50℃时开始加药,先加缓蚀剂N-105,浓度控制在0.2%~0.4%左右,循环20分钟后再添加复合酸,浓度控制5%~8%,并根据测定的Fe3+含量大小加入还原剂N-209,控制Fe3+≤300mg/L,根据泡沫大小加入消泡剂N-202适量。酸洗过程中维持温度:55±5℃。当总铁基本平衡时可以考虑结束酸洗。
3.1.4 冲洗顶排
酸洗结束后,用除盐水对系统进行顶酸冲洗,冲洗过程中继续加热,冲洗过程中注意对死区的冲洗,冲洗至出水澄清,出口全铁≤100mg/L。
3.1.5 钝化
冲洗结束后,建立酸洗系统循环,继续加热。当回液温度65℃时开始加二甲基酮肟复合钝化剂,控制浓度0.15%~0.2%,用氨水调节PH=9~10,控制温度70~80℃。循环4~5小时后排放。
3.1.6 保护液顶排
钝化结束后,用氨水调节PH=9~10除盐水对系统进行顶排,顶排至出水澄清,出口全铁≤100mg/L。
3.1.7 废液的排放及处理
先将废液排入锅炉侧冲灰沟,然后打入灰场存放,通过灰水的碱性中和酸液。
3.2 清洗过程记录
3.2.1 05月18日9:20~05月19日15:4518日9:20开始往系统上水,临时系统消缺,进行系统水冲洗。19日15:45,高加酸洗系统消缺完毕,开始向系统上水,建立循环,开始投蒸汽升温。
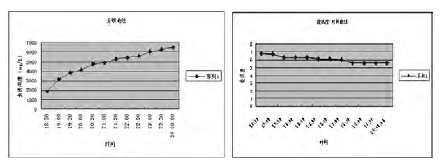
3.2.2 05月19日18:10~05月20日00:30进行第一次酸洗,历时6h10min,酸洗浓度为7.0%~5.5%,温度57~60℃,全铁为6472mg/L。第一次酸洗时间与全铁离子浓度曲线及酸度平衡曲线见下图。
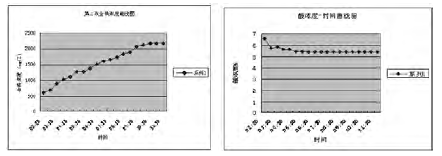
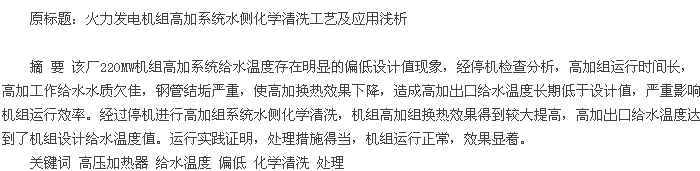
进行第二次酸洗,历时9h50min,酸洗浓度为6.72%~5.40%,温度55~60℃,全铁为2184mg/L。第二次酸洗时间与全铁离子浓度曲线及酸度平衡曲线见下图。
合计两次酸洗共历时16小时,全铁共计8656mg/L,本次锅炉酸洗清除铁垢(以四氧化三铁计):8656×50×1.38/1000=597.26Kg(清洗水容积为50m3,1.38为四氧化三铁的换算系数,8656mg/L为清洗结束时的含铁总量)本次化学清洗共除垢(折算为Fe3O4)为597.26Kg。
3.2.4 05月20日12:00~19:00
12:00开始进行酸洗后的水冲洗,历时2h30min,PH为4.5,全铁为56mg/L。15:00开始加复合钝化剂,15:10钝化计时开始,温度80℃,PH为9.5,浓度0.2%,19:00开始用加氨水的清水顶排钝化液,全铁为14mg/L,停止顶排,酸洗结束。
4 质量评定
2012年5月20日对高加系统各部位进行了检查,经有关人员共同评定结果:
1)清洗后的金属表面清洁,无残留氧化物和焊渣,无明显金属粗晶析出的过洗现象,无镀铜现象,2012年6月20日对#1机组进行的热效率试验数据显示,高加组出口给水温度达到了241.84℃,基本达到了机组给水温度设计值,较高加组水侧化学清洗前提高了13.84℃;2 ) 用 腐 蚀 指 示 片 测 量 的 金 属 平 均 腐 蚀 速 度 为0.972g/(m2·h),腐蚀总量为15.557g/(m2·h),除垢率>95%;3)清洗后的金属表面形成均匀、致密的钝化膜,无二次锈蚀和点蚀;4)固定设备上的阀门、仪表无损伤。该厂#1机高加系统化学清洗质量符合《火力发电厂锅炉化学清洗导则》(DL/T794-2001)的标准,清洗质量评价为优良。
5 结语
综上所述,在分析机组高加出口给水温度偏低的原因时,综合考虑了高加内部隔板、高加进出口联程阀及高加组大旁路泄漏影响因素,并逐一进行了分析排查,最终确定了高加水侧管壁结垢严重是造成高加出口给水温度偏低的主要原因。通过采用高加水侧化学清洗,高加组出口给水温度由清洗前机组满负荷下的228℃升高至241.84℃,效果十分理想。在清洗过程中严格执行了相关规程及工艺要求,保证了化学清洗效果,同时,未造成任何设备损伤,充分说明了火力发电机组高加水侧化学清洗工艺对运行时间长、管壁结构严重造成高加出口给水温度偏低故障的处理是可行、安全、有效的。