声学论文

摘 要: 超声波可以有效地应用于黏合和切割织物和薄膜。超声波焊接技术在纺织、服装、医疗、包装和非织造行业的织物和薄膜中都能找到若干应用。本文对织物和薄膜超声波焊接原理、焊接分类、焊接性、基本原则、特点、应用进行了论述。
关键词: 超声波焊接; 超声黏合/热合/切割; 织物; 薄膜;
Abstract: Ultrasound can be effectively applied to the bonding and cutting of fabrics and films. Ultrasonic welding technology has several applications in fabrics and films for the textile, apparel, medical, packaging and nonwoven industries. In this paper, the principle, classification, weldability, basic principle, characteristic and application of ultrasonic welding for fabric and film are discussed.
Keyword: ultrasonic welding; ultrasonic bonding/heat sealing/cutting; fabric; film; inter-connect; van genuchten;
0、前言
超声波可以有效地应用于黏合和切割织物和薄膜。超声波焊接在纺织、服装、包装、医疗、非织造业的织物和薄膜中都能找到若干应用。
1、 织物和薄膜超声波焊接原理
如图1所示,在超声波焊接(黏合)过程中,两层或多层材料穿过振动焊头和滚筒或砧座之间的间隙得以装配在一起。滚筒通常是由淬火钢制成并包含机加工成的凸起图案。
超声波焊接的基本原理是超声振动焊头的高频机械运动以及焊头和滚筒之间的挤压力在焊头接触材料处产生摩擦热而出现材料黏合。由于黏合仅发生在焊头/材料接触处,使被黏合材料具有较高程度的柔软度、透气性和吸水性。这些性能对医疗业和洁净室环境中使用的病号服、无菌服装、尿布和其他应用至关重要。
图1 织物和薄膜超声波焊接原理图

2、 织物和薄膜超声波焊接分类
这里术语“焊接(welding)”指的是各种黏合和热合(bonding and sealing),如点黏结(point bonding)或连续热合(continuous sealing)。超声波焊接(ultrasonic welding)通常包括超声黏合(ultrasonic bonding)/超声热合(ultrasonic sealing)甚至超声切割(ultrasonic slitting/cutting,这时切割与热合同时进行)。
有三种超声波热合/切割方法:连续模式(continuous mode)、下落模式(plunge mode)和横移模式(traversing mode)。所用的方法取决于应用要求和有关的材料制造过程。
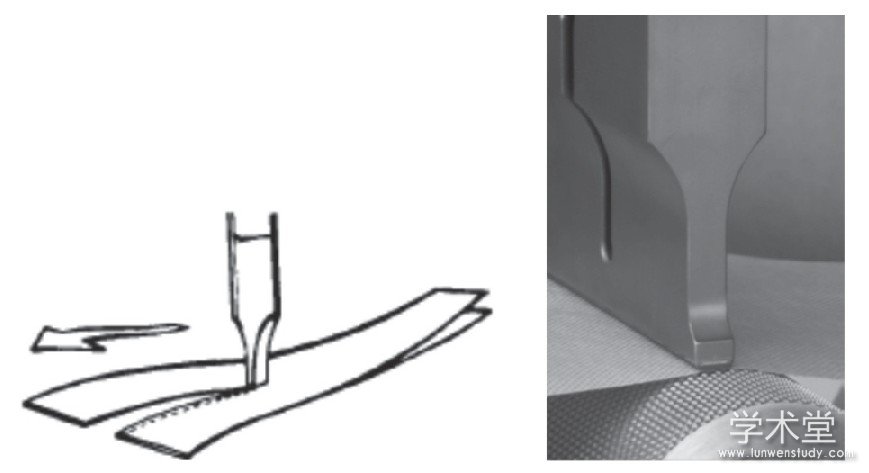
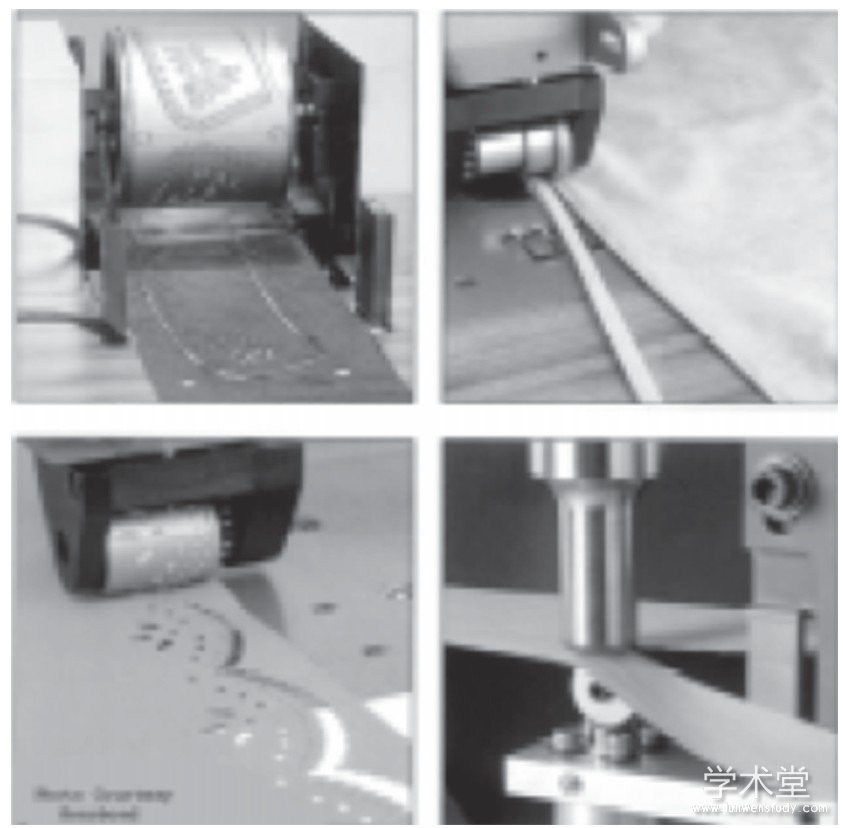
在连续方法中(见图2),材料在固定超声波焊头和有图案的旋转砧座(通常在服装和纺织应用中)之间移动以热合或者同时切割与热合超长物件。例如花边织机。
图2 连续热合方法
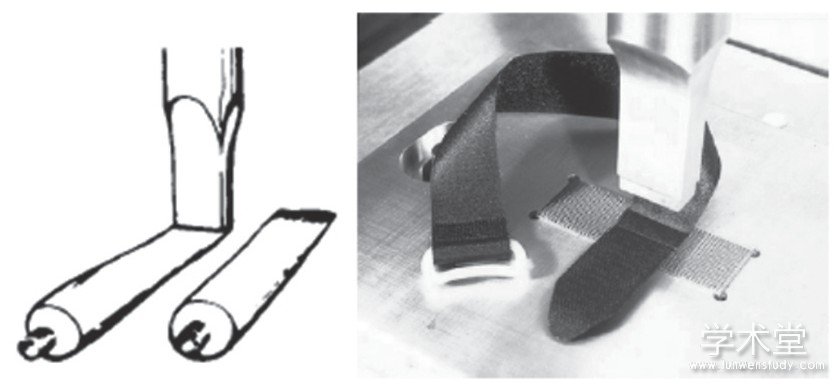
在下落方法中(见图3),材料停留在固定位置并受到超声焊头的间歇性接触。焊头表面或砧座含有图案以聚集超声波能量和产生熔化。焊头也可改进以进行切割-热合(cut-seal)作业,这时超声波焊头带有刀刃和焊接面,在压力下下降间歇性地接触固定不动的材料以切割特定的形状并沿其边缘进行热合。典型的应用包括:过滤料、捆扎带、带扣、束带圈、文胸带、竖向百叶窗、泡罩包装、封管、过滤垫等。
图3 下落热合方法
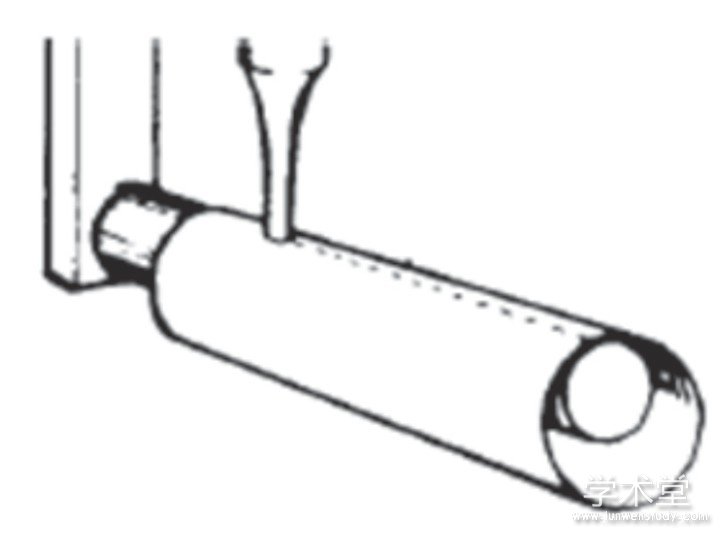
在横移方法中(见图4),材料停留在固定位置,超声波焊头横越焊接区域,在上面移动。
图4 横移热合方法
3、 各种织物和薄膜的超声波焊接性
热塑性织物和薄膜物质结构大类包括:机织物(wovens)、无纺布(nonwovens)、针织物(knits)、薄膜(films)、涂层材料(coated materials)和层压材料(laminates)。下面是各种结构的定义及影响它们相对焊接性的因素。
机织物:由细丝或纱线规则交织而成的织物。影响焊接性的因素包括:纱线密度、热塑性塑料含量、编织紧密度、材料厚度均匀性。焊缝强度随纱线或细丝的取向发生变化。
无纺布:纤维、纱线或细丝通过机械、热或化学方法黏接和/或互锁形成的织物。影响焊接性的因素包括:材料厚度均匀性和热塑性塑料含量。纤维的任意取向使无纺布具有极好的强度。
针织物:互联细丝或纱线连续环形成的织物。影响焊接性的因素包括:针织款式、热塑性塑料含量与结构弹性。
薄膜:铸造、挤出或吹塑成的热塑性塑料,通常厚度小于0.254 mm。影响焊接性的因素包括:薄膜厚度、密度和热塑性塑料种类。
涂层材料:覆盖一层热塑性塑料如聚乙烯或氨基甲酸乙酯的织物和薄膜,基材不必是热塑性塑料,可以是涂布纸板或纸张。影响焊接性的因素包括:涂层材料、厚度和基材特性。
层压材料:由两层或多层材料以夹层形式组成的织物和薄膜。影响焊接性的因素包括:焊接界面处热塑性塑料种类以及层板结构配置。
织物和薄膜的超声波焊接性取决于其中的热塑性塑料含量以及期望的最终结果。最适宜超声波焊接的织物和薄膜含有相似熔点和相容分子结构的热塑性塑料。有利的特性包括:厚度均匀、摩擦系数高以及至少含有65%的热塑性塑料。材料的实际结构对焊接性也有重要影响。
与硬质塑料工件的焊接不同,织物和薄膜的超声波焊接依赖于工装上的图案或设计以聚集超声波能量和产生熔化。几何图案可以位于焊头、砧座、滚筒或滚压轮表面。这些图案列于图5。
图5 超声波焊接各种图案
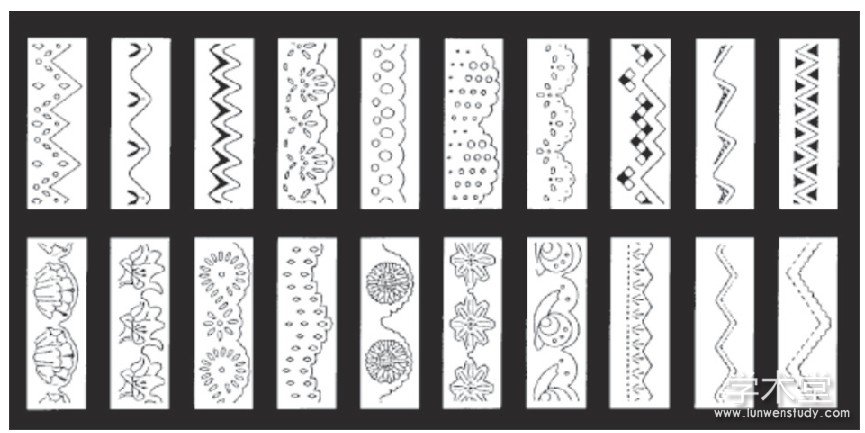
表1给出了常用材料超声波焊接相对难易程度。
(1)通常认为聚乙烯薄膜超声波焊接性差,因为它摩擦系数低且在焊接过程中易于破坏或分解。快的斜坡时间能改善薄膜焊接结果。
(2)由于制造过程中所用的添加剂广泛,难以预测聚氯乙烯板或纤维。常常添加增塑剂到聚氯乙烯中以提高柔软性。随着增塑剂含量的增加,聚氯乙烯超声波焊接性变差。
(3)丙烯酸可进行超声波点固或切割。由于脆化和低强度,连续黏合(continuous bonding)通常达不到要求。
(4)超声波连接热塑性氨基甲酸乙酯(酯基)涂层材料具有极好的强度。在经受超声波能量时热固性氨基甲酸乙酯(酯基)会分解。
表1 常用材料超声波焊接难易程度
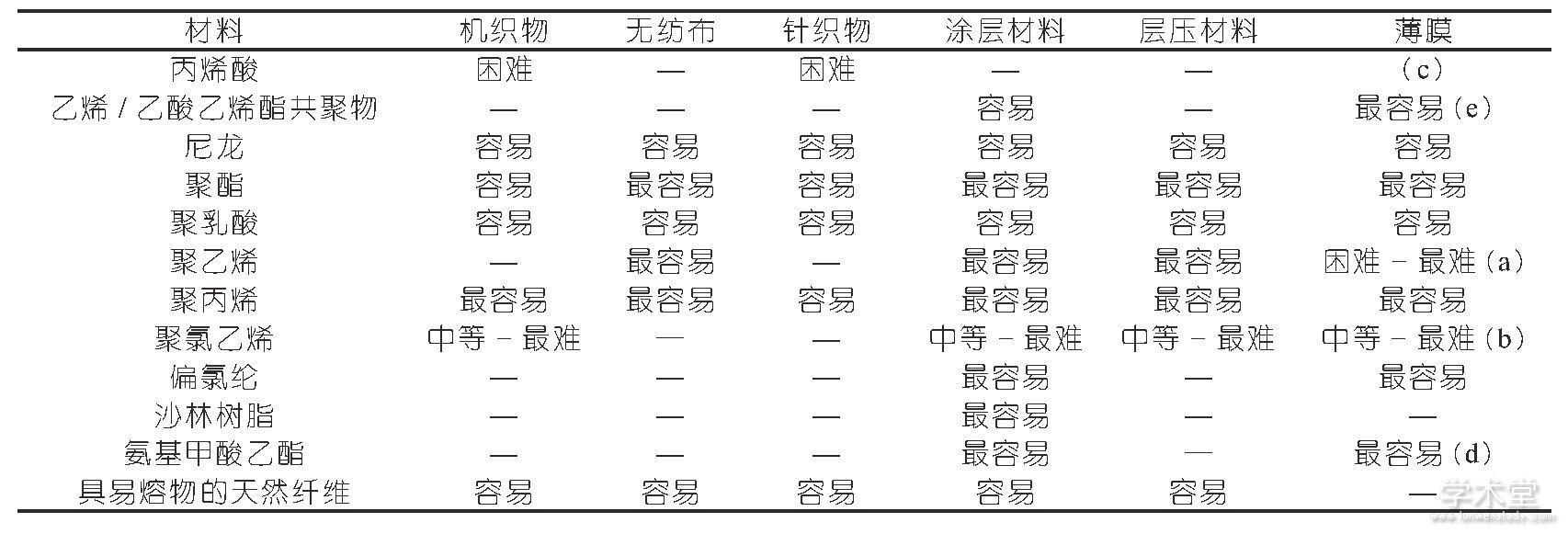
(5)仅切割和热合。
4、 织物和薄膜超声波焊接基本原则
(1)极低的压力;
(2)进料装置可调速;
(3)弹簧承载夹具;
(4)连续模式的超声波;
(5)焊头具有易进出轮廓;
(6)焊头间隙能微调。
5 、织物和薄膜超声波焊接特点
超声黏合比热黏合(thermal bonding,用加热的滚筒将材料黏合在一起)消耗的能量少得多。与其他超声波装配技术一样,超声黏合不需耗材、黏接剂或机械紧固件。
热塑性塑料超声切割时,同时也对边缘进行了热合。机织物的热合是有益的,因为防止了纱线散开,也消除了织边堆积。在超声切割过程中,两层或多层机织物和/或无纺布材料可以同时切割和熔为一体。超声切割的一个显着优点是操作速度快,很少或没有停工时间。切割轮(砧座)的形状决定了超声热合的速度和宽度。
超声波焊机一直作为缝纫机配置于纺织和服装业。花边织机非常普遍。花边的复杂设计能非常快地诞生,从一种款式切换到另一种款式只需花几分钟时间。在大量生产时,替代有线条图形的单个砧座,采用有复杂图案的滚筒以切割和热合特定的形状如衣领或手套是合适的(如图6所示)。
图6 有复杂图案的滚筒
多个超声波焊头可在长滚筒上组合在一起黏合宽度大的织物如床罩、地毯、篷布、座套和窗帘。从100μm厚的薄膜到3 mm厚的板件都可以便捷快速地焊接。
只需专用工装(焊头、砧座和进料装置),半熟练的操作工能相当容易地学会操作。
6、 织物和薄膜超声波焊接应用
下面是采用超声波焊接的一些典型的织物和薄膜应用:
丙烯酸:过滤料、遮篷、毯子、针织用纱、外衣。
尼龙:地毯、运动服、食品袋、过滤料、外衣、钩环材料、安全带。
聚酯:传送带、过滤料、外衣、层压材料、床垫、包装材料、被子。
聚乙烯:层压材料、包装膜、可重封袋。
聚丙烯:袋子、地毯垫面、户外家具、零食包装、帐篷、座套、一次性衣服。
聚氯乙烯:薄膜、户外家具、收缩包装、防水布。
氨基甲酸乙酯:雨衣、涂层材料。
7、 结语
热塑性塑料织物和薄膜的大类包括机织物、无纺布、针织物、薄膜、涂层材料和层压材料。诸如纱线密度、编织致密度、弹性和针织款式等因素对超声波成功焊接都有影响。
采用适当的工装,很多材料都可以超声黏合或切割。超声波焊接材料可以是100%的合成纤维织物或非热塑性纤维含量高达35%的混合纤维。由聚酯、尼龙、聚丙烯、聚乙烯、硬质热塑性塑料、热塑性聚氨酯、某些乙烯基塑料和热塑性涂层片及涂层纸构成的织物和薄膜都适于超声波焊接。
通常,有助于确保成功超声波焊接的有利材料特性是:至少含有65%的热塑性塑料,越多越好。厚度均匀、摩擦系数高。
超声黏合不用任何耗材,同热黏合相比节能。超声波焊接便捷快速、操作易学、热合与切割可同时进行。
许多行业如纺织、服装、医疗、包装和非织造行业所用的织物和薄膜都可以超声波焊接。