应用化学论文


1 引 言
2,6-二 氨 基-3,5-二 硝 基 吡 嗪-1-氧 化 物( LLM-105) 是一种新型耐热炸药,具有优良的抗过载和热性能,在特殊武器、钝感传爆药、超高温石油射孔弹、火工品等领域具有广泛的应用前景。LLM-105 的合成方法有以二氯吡嗪为原料[1]、以二氨基吡嗪为原料[2]以及小分子[3]合成方法,其中以二氯吡嗪为原料的合成方法是最理想的方法。但在该方法中,三氟乙酸 ( TFA ) 所 占 成 本 约 为 整 体 的 2/3,从 而 导 致LLM -105的制备成本过高,严重制约了 LLM -105 的大规模应用。因此,研究降低三氟乙酸的使用量以及回收再利用技术,有效实现 LLM-105 的清洁化和低成本制造,对降低 LLM-105 制备成本和减少环境污染具有重要意义。
在 LLM-105 的氧化反应中,目前多采用 m( ANPZ)∶ V( T FA) =1∶ 10 ~1∶ 15 的料比[4 -5],三氟乙酸用量和回收压力大,是造成 LLM-105 成本偏高的主要原因之一。而在三氟乙酸回收方面,由于三氟乙酸与水在105 ℃ 形成共沸物以及其强腐蚀性,所以不宜采用蒸馏和精馏的方法进行提纯。邓明哲[6]根据三氟乙酸的纯化[7]方法设计了三氟乙酸回收工艺路线,其回收的三氟乙酸纯度为 98%,但由于氢氧化钠将部分三氟乙酸转化为草酸盐和氟离子[8],导致回收率只有80% ,并且在放大过程中,中和反应产生较大的热,易于发生冲料等事故。
本研究对氧化反应进行了优化,大幅度降低了三氟乙酸的使用量; 同时研究了三氟乙酸母液的回收再利用工艺,提高了反应安全性和三氟乙酸回收率,回收的三氟乙酸用于氧化反应,产物收率和纯度均与采用新三氟乙酸的结果相当。
2 实验部分
2. 1 试剂与仪器
30% 碳 酸 钠,2,6-二 氨 基-3,5-二 硝 基 吡 嗪( ANPZ) ,自制; 浓硫酸( 98%) ,双氧水( 50%) ,三氟乙酸均为工业纯。
NEXUS 870 型傅里叶变换红外光谱仪,美国热电尼高力公司; AV 500 型( 500 MHz) 超导核磁共振仪,瑞士BRUKER 公司; GCMS-QP2010 型质谱仪,日本岛津公司; VARIO-EL-3 型元素分析仪,德国 EXEME- NTAR公司; DSC-2910 型差热分析仪,美国 TA 公司。
2. 2 三氟乙酸的回收
室温搅拌下,将 30%的碳酸钠溶液缓慢滴加入盛有 2 kg 三氟乙酸( 83. 79%) 母液的 5 L 三口烧瓶中,控制温度低于40 ℃,调节体系 pH 至8,反应液由黄绿色逐渐变成橙色。滴加完成后加热,并进行减压蒸馏,蒸除大部分水分,然后取出干燥得到三氟乙酸钠 1. 99kg,收率 99. 6% .在机械搅拌下,将 1. 99 kg 三氟乙酸钠缓慢加入到充分冷却的盛有 1. 16 L 浓硫酸( 98%) 的三口烧瓶中,控制体系温度在 30 ℃以下。加完后,缓慢升温至45 ~ 50 ℃ ,并保持 30 min.然后采用常压蒸馏,收集70 ~ 73 ℃ 的馏分,得到三氟乙酸 1. 38 kg,收率86. 8% ,纯度 99. 8% ,三氟乙酸回收率 86. 5% .
2. 3 LLM-105 的制备
向50 L 反应釜中加入三氟乙酸25 L,搅拌下加入ANPZ5 kg( 25 mol) ,加完后滴加 50% 的双氧水 9 L,体系温度控制在 30 ℃以下,加完后在 25 ~30 ℃反应12 h,室温过滤后得产物 LLM -105,收率 98. 3 % ,纯度96. 4% .
DSC : 351. 2 ℃ ( 10 ℃ · min- 1) ;1H NM R( CDCl3,500 MHz) δ: 9. 064,8. 784( d,2H,NH) ; IR( KBr,ν/cm- 1) : 1616,1454,1379( νring) ; 1565,1337( ν-NO2) ,890 ( δN-O ) ; 3422,3403,3282,3226,1647 ( ν-NH2) ; Anal. calcd for C4H4N6O4: C22. 23,H 1. 870,N 38. 89; Found: C 22. 28,H 1. 860,N 39. 07; M S m/ z( % ) : 216( M+,66) .
3 结果与讨论
3. 1 氧化反应机理探讨
可能的反应机理为: 三氟乙酸在双氧水作用下生成过氧三氟乙酸,然后转变和传递氢氧活性基团·OH,通过进攻 ANPZ 上的 1 号氮原子,并脱氢生成LLM -105.【1】
3. 2 氧化反应影响因素
ANPZ 环上的氮原子存在孤对电子,从而易与氧原子成键,但由于硝基的排斥及空间位阻效应,使得氧原子不能与 4 号位氮原子成键,在与 1 号位氮原子成键的同时能够与 2 和 6 号位氨基形成氢键,有利于生成物的稳定。
3. 2. 1 双氧水用量的选择过氧三氟乙酸与双氧水是一个可逆平衡态,且这种平衡很敏感,条件改变时瞬间即建立新的平衡[8].
因此,双氧水的量与氢氧活性基团的浓度密切相关,是影响产物收率的重要因素之一。双氧水用量对LLM-105收率的影响结果见表 1.【2】

从表 1 可看出,随着双氧水的增加,产物收率也增加,但当 m( ANPZ) ∶ V( H2O2) ≥1∶ 1. 8 时,产物收率增加不再明显。因此,合适的比例为 m( ANPZ) ∶V( H2O2) =1∶ 1. 8.
3. 2. 2 三氟乙酸用量的选择ANPZ 和 LLM-105 都微溶于三氟乙酸,反应中ANPZ 溶解反应后析出 LLM-105,同时双氧水分解产物水降低了 ANPZ 的溶解度,析出的 ANPZ 覆盖在LLM-105 上形成包晶,从而降低了产物的纯度。由此,给定 m( ANPZ) ∶ V( H2O2) =1∶ 1. 8,对三氟乙酸用量进行了研究,结果见表 2.【3】
从表2 可看出,随着三氟乙酸量的增加,产物收率和纯度随之增加,当 m( ANPZ) ∶ V( TFA) =1∶ 5 时,产物收率达到最高,继续增加三氟乙酸的量,收率反而降低,这是由于产物在三氟乙酸中有一定的溶解所致。所以,合适的三氟乙酸使用量为 m( ANPZ) ∶ V( TFA) =1∶ 5.
3. 2. 3 反应温度的选择在 m( ANPZ) ∶ V( H2O2) = 1∶ 1. 8,m( ANPZ) ∶V( TFA) =1∶ 5条件下,反应温度对收率的影响见表 3.【4】
从表 3 可看出,反应温度对产物收率影响不大,但当反应温度为 65 ~70 ℃时,收率有所降低,其原因是在该温度下,活性氧加快溢出,氧化效率降低。故选择反应温度为 25 ~30 ℃。
3. 2. 4 反应时间的选择在 m( ANPZ) ∶ V( H2O2) =1∶ 1. 8,m( ANPZ) ∶ V( TFA) =1∶ 5,反应温度 25 ~ 30 ℃条件下,考察了反应时间对 LLM-105 收率的影响,结果见表 4.【5】
从表 4 可看出,反应时间越长,产物收率越高。但当反应时间大于 14 h 时,反应趋于平衡,收率不再增加,而小于 14 h 则有所下降。所以,较佳的反应时间选择为 14 h.
3. 3 三氟乙酸的回收原理
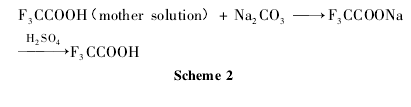
三氟乙酸母液的回收,主要是为了除去其中的水分,但由于三氟乙酸易与水形成共沸物,因此不能采用蒸馏的方法进行分离。参照三氟乙酸纯化工艺,将三氟乙酸母液制成钠盐,然后再用浓硫酸酸化,蒸出三氟乙酸( Scheme 2) .【6】
3. 4 三氟乙酸回收的影响因素
在中和反应中,放热较小,但由于反应会产生大量的二氧化碳气体,所以,过快的滴加速度将导致二氧化碳浓度的瞬间增加,体系有产生憋压的可能。三氟乙酸钠易溶于水,在过滤中容易吸收空气水形成过饱和溶液而堵塞滤孔并流失,所以较好的方法是蒸除大部分水后,直接进行干燥处理。
在酸化蒸馏过程中,由于浓硫酸既是反应物,又是反应介质,按理论量进行反应时,造成搅拌困难且易发生集热喷料事故。考察了硫酸用量对三氟乙酸收率的影响,结果见表 5.【7】
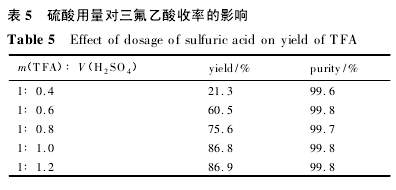
从表 5 可看出,随着硫酸量的增加,三氟乙酸收率也增加,但对纯度没有太大的影响。当 m( TFA) ∶V( H2SO4) =1∶ 1. 0 时,收率达到 86. 8%,m( TFA) ∶V( H2SO4) = 1∶ 1. 2 时收率增加不明显。因此,合适的比例为 m( TFA) ∶ V( H2SO4) =1∶ 1. 0.
3. 5 稳定化试验
根据较佳的工艺参数,对三氟乙酸的回收及其用于氧化反应进行了 5 批次稳定批试验,其结果见表 6~ 表 8.【8】
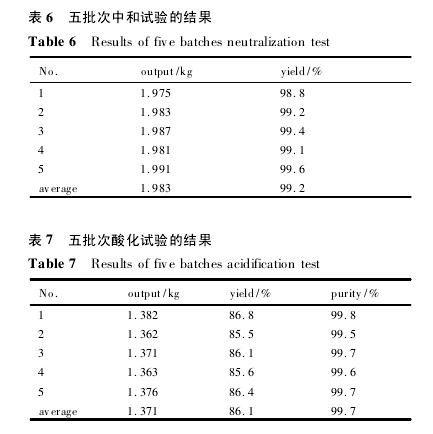
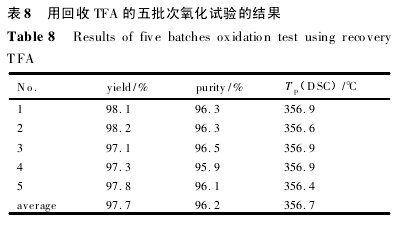
表 6 ~ 表 8 中数据较为平行,表明在该工艺条件下,试验反应平稳可靠。中和、酸化蒸馏的平均收率分别为 99. 2% 和 86. 1%,三 氟 乙 酸 回 收 率 达 到 了85. 4% .用 回 收 三 氟 乙 酸 进 行 氧 化 试 验,所 得LLM-105的平均纯度为 96. 2% ,平均收率为 97. 8% ,与用新三氟乙酸制得产品的纯度和收率相当。
4 结 论
( 1) 对三氟乙酸母液的回收进行了研究,较佳的硫酸使用量为三氟乙酸钠∶ 硫酸 = 1∶ 1. 0,三氟乙酸的回收率达到了 85. 4%.
( 2) 对氧化工艺进行了研究,降低了三氟乙酸使用量,较佳的工艺参数为 m( ANPZ) ∶ V( H2O2) =1∶ 1.8,m( ANPZ) ∶ V( TFA) =1∶ 5,反应温度 25 ~30 ℃,反应时间 14 h.
( 3) 上述氧化和三氟乙酸回收工艺可使LLM-105的制造成本降低一半以上。
参考文献:
[1]Tran T D,Pagoria P F,Hoffman D M,et al. Small-scale safetyand performance characterization of new plastic binded explosivescontaining LLM -105[C]∥12th International Detonation Symposi-um ,San Diego,2002.
[2]Bellamy A J,Golding P. The study of some potential new syntheticroutes to LLM -105( 2,6-diamino-3,5-dinitropyazine 1-oxide) [J].Central European J ournal of Energetic Materials,2007,4: 33 - 57
[3]Barot N,Elvidge J A. Heterocyclic imines and amines Part XVI.2,6-diamino-pyzine and its 1-oxide from iminodiacetonitrile[J]. JChem Soc Perkin T rans,1973: 1606 - 1612.
[4]李海波,程碧波,李洪珍,等。 2,6-二氨基-3,5-二硝基吡嗪-1-氧化物的合成[J]. 有机化学,2007,27( 1) : 112 -115.LI Hai-bo,C HENG Bi-bo,LI Hong-zhen,et al. Synthesis of 2,6-diamino-3,5-dinitropyrazine-1- oxide[J]. Chinese J ournal of OrganicChemistry,2007,27( 1) : 112 - 115.
[5]郭峰波,刘玉存,刘登程,等。 2,6-二氨基-3,5-二硝基-1-氧吡嗪合成工艺优化[J]. 火炸药学报,2006,29( 1) : 17 -22.