职称论文

摘要:随着国家经济和科技的快速发展,医疗、制药、微电子加工、洁净加工车间以及高精端科技研发等对环境洁度要求越来越高,对洁净厂房的设计和装修提出了更高、更专业的要求。而洁净室构建施工全过程的核心内容就是管道选择与施工工艺,其施工效果直接决定了产品质量以及行业发展情况。该文结合洁净厂房的发展,阐述了管线施工工艺,综合分析了清洁管道施工工艺流程与操作要点,可为类似工程施工提供参考。
关键词:高洁度厂房; 电子厂房; 管线施工; 施工工艺;
Analysis of Construction Technique for Pipelines in Large High-cleanness Electronic Workshop
Liu Yang
Abstract:With the rapid development of the national economy and the science and technology, the requirements for the environmental cleanness are getting in-creasingly higher for areas like medical, pharmacy, micro-electronic processing, clean processing workshop and high-precision technology R&D, etc., along with the design and decoration. The core content of the whole construction process of clean workshop is the selection and construction process of the pipeline, and the construction effect directly determines the product quality and the industrial development. Combined with the development of clean workshop, the construc-tion technique and key operation points of the pipeline are comprehensively analyzed, providing some reference for similar engineering construction.
0 引言
随着社会的进步,人们不再满足旧的洁净室环境的标准要求,需要推陈出新,编制出适应今天环境洁度要求的新标准。以往对洁净室的要求主要是控制其环境的温度、相对湿度,同时还要求能防静电、防微振等,但总的来说并没有达到更高标准的需要,而且在空气净化方面也只是从尘粒级别进行控制,并未涉及到分子污染、化学污染、微生物污染。但随着技术的发展和制造的需求,如制备超纯气体、超纯水等,便对洁净室环境提出了更高的要求[1]。尤其对于大型电子洁度厂房要求更甚,而且大型电子高洁度厂房的管道设计、施工等不同于普通的工业厂房的管道,对洁净厂房管道的施工过程以及施工工序等都有更高的要求,不仅需要满足一般管道的设计,还要满足管道在洁净度方面的要求,每个节点都需严格按流程进行。
1 洁净厂房概述
洁净室在国外发展史约有100年,应用相当广泛。相应的,洁净技术的进步也不断推动着洁净室朝着更加先进、精密的方向发展。我国的空气洁净技术的应用和研究起步较晚,直到20世纪60年代才初具雏形,并在1965年才建成第一个用于电子制造的洁净室。随着半导体工艺的快速发展,芯片制造已经发展到10nm制程以内,由于各种电子产品本身的精度要求,使得对洁净度要求越来越高,高洁度厂房也应运而生。我国从上世纪90年代开始逐步引入外资公司[2],更加先进的空气洁净技术在国内的电子厂房终于得到广泛应用。
2 高洁度厂房管线施工工艺
2.1 基于BIM技术的管线设计
高洁度厂房的管线设计是施工过程中重要的一步[3],而BIM技术贯穿于管线设计全过程,对管线设计具有关键性的指导和辅助作用。高洁度厂房中基于BIM的管线综合设计是以管线平面图纸为基础,主要包括暖通、电气、给排水三个专业的管线。BIM技术可视化的优势可在管线安装施工前,先将管线虚拟建造进行模型自查,然后再进行各个专业的碰撞检查[4]。通过一系列检查发现管线交叉、孔洞预留不够、标高不足等问题,以此为依据进行管线优化设计,杜绝施工中发现的各专业管线碰撞问题,对管线空间位置布置进行调整,使其在满足标准规范的前提下,做到各专业管线排布整齐,井然有序(图1)。
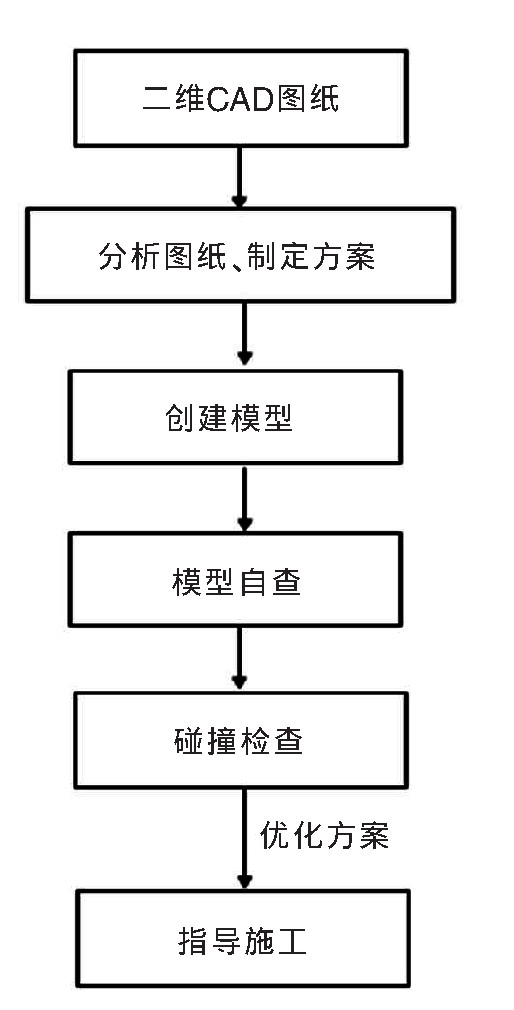
图1 管线设计流程图
2.1.1 建立模型
与一般厂房管线设计相比,高洁度厂房中基于BIM的管线设计在建模过程中必须遵循该专业基本原则和标准,三维建模必须立足于同一平台。三维建模第一步就是确定项目样板,建立工作集。这一步骤是在同一个局域网内完成的,不同专业的人员互相协调,建立不同专业的模型。接着将不同专业的图纸导入项目文件,创建管道系统。为了后期能根据色卡对系统配色、区分及系统工程量统计的工作,在专业管线绘制时,要保证管线系统的连贯性,并且保证同一系统上的构件类型相同,通过管线系统设置不同类型管道的尺寸、偏移等,再依据CAD图纸进行管道绘制。管道系统有很多不同的类型,在进行绘制时要根据不同的系统进行绘制,最后绘制管道末端和管道附件。
空管专业综合协调完成后,通过机电模型和建筑及结构模型的配合确认管线穿墙位置,通过建筑及结构模型的配合确认管线穿墙位置和高度,通过管线穿越楼板的位置,准确预留孔洞,完成和建筑及结构专业的配合(图2)。

图2 模型创建流程
2.1.2 碰撞检查
模型建立完毕后进行碰撞检查,碰撞检测过程中,针对单专业和不同专业间各系统或构件进行碰撞检测分析,将碰撞检测的分析报告导出给各相关专业。各相关专业根据该报告进行逐步检查,讨论,并进行修改调整,实现模型优化[5]。
2.2 洁净室管道施工工艺
相比于其他类型厂房,为了满足洁净度要求,防止污染,洁净厂房空气净化设计遵循如下原则:独立与联合区分、直流与循环区分、正压与负压区分。不同的生产工艺对洁净室的洁净等级要求不同,因此洁净室设计时要根据洁净度要求选择不同的气流流型(图3)。

图3 管道施工工艺流程
2.2.1 支吊架预制及安装
支吊架制作大样图的绘制安装时,要符合实际情况,遵循《通风与空调工程施工质量验收规范》GB 50243—2016的规范要求,支吊架预制顺序为“先主后次”,即先预制主管后预制支管,先预制大管后预制小管。洁净室采用的材料为镀锌型材,镀锌型材焊接完成后,焊缝要喷镀铬喷漆。
2.2.2 管道制作
管道制作应在相对密封的环境下进行,保证管道制作环境干净、无灰尘、无污染[6]。管道制作时应特别注意矩形管道边长小于或等于900mm时底面板不应有拼接缝,边长大于900mm时底面板不应有横向拼接缝。对成型的管道咬口缝、铆钉缝,翻边法兰四角处都要用硅胶进行密封。要在密封前进行清洗,在密封后严格检查。制作完成的管道应用中性洗涤剂进行清洗,去除钢板表面的浮尘和油脂。
2.2.3 管道连接及安装
施工选用的管材从大到小分别是镀锌钢管、不锈钢管、U-PVC管;镀锌钢管DN>50以上,采用焊接的方式;DN≤50时,采用螺纹连接的方式;不锈钢管全部采用氩弧焊的方式;PVC管采用胶水粘接的方式。
(1)管道的焊接:打磨坡口,坡口型号为V型,焊缝宽度盖过管坡口两端约1~2mm,焊缝的加强高度为2±1mm,管道尺寸决定焊缝高度。焊接作业要一次性完成,在焊接完成后要用管帽或者用塑料布堵住或包住管口,防止异物落入管道。
(2)管道螺纹连接:在管段螺纹外面敷上填充聚四氟乙烯带或一氧化铅和甘油制成的粘稠混合物,用手拧入2~3扣,再用管子钳一次拧紧,不得倒回,装紧后应留有丝尾2~3扣。
(3)氩弧焊焊接:用堵头将管件两端堵住,往管内注入氩气,注入的氩气量应视管子的大小而定,在焊缝处用“美纹纸”将其封住,焊接时将“美纹纸”撕开,焊接完成后用酸洗将焊口洗净。
(4)胶水粘接:PVC管在粘接前,用砂纸或砂布将管端及管件内部清洁,打磨粗糙,然后将胶水涂抹在需粘接的管件及管端,将管子用力插入管件的承口内,至标准深度再旋转60~90度,待胶水基本凝固后,将管子放上支架固定。
2.2.4 管道测试及安装
焊接连接管道后,应先观测检查焊缝的质量,再根据设计的相关内容和规范来监测其是否出现损伤。最终完成整个系统的密封与强度测试,合格的标准为不出现渗透与降压。焊接完毕后对焊缝质量进行检测,焊缝质量的主要要求如下:
(1)在焊缝处不出现夹渣、裂缝等焊接缺陷,咬边不能大于焊缝总长的9%,深度在0.5mm内,长度在90mm内;
(2)增加焊缝表层的高度大于2mm,且满足I型坡口的覆盖面范围必须大于5mm,V型坡口则应保持两侧都大于2mm。
应严格按照有关设计文件进行无损检测,尤其是检测合格等级与检测比例。如果设计中未指定,则应符合相关的规范。
安装特殊管道如大口径管道时,可选择卷扬机进行吊装,同时辅助手拉葫芦。在管道的末端放置一个临时的提升架,首先使用卷扬机或者是手拉葫芦将管道提升至一个临时的提升架,之后通过卷扬机横向拉动另一侧的管道,然后将其固定到支架上。管道安装后,需要对承压管道进行压力测试,试验中的压力应为其设计压力的1.5倍,对冷凝水管做通水试验。做水压试验时,仔细检查管路、管路配件及焊口有无完成,及时做好防护措施,避免有水滴到地面上。在水压试验过程中,逐步加压检查,管路中设置至少两个压力表,读数时以最末端的压力表为准,试压完成后,将试验压力降至工作压力进行24h稳压,压力降不大于0.05MPa。
2.2.5 管道保温
管道保温的目的是减少热量交换,保证洁净厂房的温湿度要求。洁净厂房大多采用软吊顶,空调与冷水管道出现水蒸气附着液化滴水会深入室内。为了避免洁净厂房的正常运行因此受到影响,管道保温的厚度应按图纸要求,保温材料均应使用难燃的橡塑材料。
2.2.6 小结
相比于一般厂房的管线设计与施工,高洁度厂房的管线设计在利用BIM技术后,更加精确。为避免施工管道布置冲突等问题,施工时材料选取更为严格,还要保证管道制作环境干净、无灰尘、无污染,一般在相对密闭环境下进行。总而言之,高洁度厂房在管道施工的全过程,都更注重保持干净、干燥的环境,对施工要求更高。
3 空调及管道系统安装工艺
在高洁度厂房的设计中,为了使系统整体的送风量减小,往往会采取洁净空调系统的分级措施。空调的洁净程度取决于它的风量,因此气流组织设计显得尤为必要,这要结合出风气流的扩散特征以及出回风是否均匀等关键因素,只有当气流的稀释力量被完全发挥出来时,才能有效减轻工作环境的气流回旋以及涡流。
为了保证生产作业环境的换气次数,在大型高洁度厂房的下部洁净区设计中有以下两种气流组织形式,一种是将下侧的回风进行集中,另一种是将两侧的气流进行对送;同样,对于上部的非洁净生产作业区,减小排风口的面积以及换气送风的次数,也可以有效减轻工作区的污染程度。在上述情况下,送风气流可以有效避开厂房上部吊车等作业活动所带来的危害,与此同时,气流在前进的过程中会吸附并稀释其他的空气,这对于提高洁净水平也有显着的功效。
(1)考虑到风管等部件的管道内必须有利于风的传送,必须采用质量优良的镀锌钢板且不能在管道内进行加固措施,咬接使用联合角咬口,接缝处也应做好密封措施。此外,必须设置密封清扫孔,连接方式不宜使用内法兰,总管与支管要设置风量测定孔。
(2)高效过滤器安装前,应在安装现场拆开包装进行外观检查,内容包括纸、滤密封胶、框架、几何尺寸及光洁度等是否符合设计要求,然后进行检漏,检查和检漏合格后应立即安装;不合格产品不得安装。
(3)集中送风方式具体来说就是把空气处理设备(主要包含加热、加湿器、各种过滤器等)和风机一起放置在空调机房中,再将高效过滤器布置在系统的末端,用集中送、回风管道把空气处理设备和洁净室的系统连接起来[7]。集中送风方式根据回风方式不同有下回(格栅地板回风)、侧下回(相对两侧墙下部均匀布置回风口)、顶回(吊顶回风口)等形式。
综上所述,高洁度厂房的空调及管道系统在安装时同样需要注意保持环境清洁的问题。保证生产作业环境的换气次数,这对于提高洁净水平有着显着的功效。
4 结语
洁净厂房建造过程中各管线工程设计合理与否,直接关系到设备系统的运行情况。由于与传统的管道建设工程相比,洁净厂房的管道工程对于技术的专业性以及施工质量的要求高得多,且不同类型的洁净厂房,其管道施工技术往往不具有普适性,必须根据不同的要求使用不同的技术,才能够满足不同行业对于不同种类洁净厂房的需求。因此,本文基于提升洁净厂房管道施工工艺和施工质量的目的,综合分析了各个工艺的流程与操作关键点,希望以此提高施工的规范性,增强管道施工的质量,最后实现最佳的管道施工效果,用科学有效的技术为相关工程建设带来更好、更多的社会与经济效益。
参考文献
[1]陈华,张红云.工艺管道洁净控制施工[J].当代化工研究,2017(5):82-84.
[2] 李洪涛.洁净厂房建设安装过程中洁净度控制分析[J].城市建筑,2017(2):338-340.
[3]方雪萍.浅谈洁净厂房管道施工的质量控制[J].绿色环保建材,2017(3):133.
[4]聂智勇.BIM技术在综合管线施工中的应用[J].施工技术,2019(S1):316-319.
[5]付丽敏.基于BIM的综合管线碰撞检测技术研究[D].西安:西安建筑科技大学,2017.
[6]张晶霞.洁净厂房安装调试过程中洁净度控制对策[J].建材与装饰,2019(31):175-176.
[7] 陈霖新.洁净厂房的设计与施工[M].北京:化学工业出版社,2017:290-396.