职称论文

摘要:温度的实时与精准控制是注塑机控制系统设计的关键内容,针对注塑机料筒温度控制的不稳定性难题,通过蒸汽辅助加热和电热式注塑技术,实现注塑机料筒温度的动态控制,从而获得表面质量优越的塑料制品。利用有限元分析软件模拟结果表明:蒸汽辅助加热工艺对应的平均加热、冷却速率高,温度控制效果好。
关键词:注塑机; 料筒; 智能控制; 闭环控制;
Abstract: Real time and precise control of temperature is the key content of the control system design of injection molding machine,this paper realizes the dynamic control of the injection molding machine barrel temperature through the steam assisted heating and electrothermal injection technology,so as to obtain the plastic products with superior surface quality. The simulation results of the finite element analysis software show that the average heating and cooling rate of the steam assisted heating process are high,and the temperature control effect is good.
Keyword:injection molding machine; barrel; intelligent control; closed-loop control;
0前言
注塑机料筒超快速加减温控制技术采用的是料筒温度动态温度控制方法,为了使熔融料能更充分地流动,从而更顺畅地填充到模具当中,这种控制方法可以将熔融料加热到很高的温度进行填充,从根本上解决了填充压实的问题,成型出的制品质量自然非常高。不仅如此,此种方法还可以提高制品的表面色泽,消除产品表面熔接线、熔接痕、波纹、银丝纹、翘曲和表面浮纤等质量缺陷,让制品能够达到近镜面的效果,还能够注塑出超薄的制品,得到特种环境下的优良制品。该技术绿色环保,不仅能够实现无污染不用喷涂的工艺,还能够节省物料,消除噪音,大大降低生产成本。目前,日本、荷兰等国家已经在这方面研究取得一定成果,我国尚未开始研究此项技术,此项目可以填补国内技术领域的一项空白,具有较大的实践应用和推广价值。
1 研究现状
与传统的注塑工艺相区别的是,超快速加减温智能控制技术能够对料筒的温度实时大幅度地控制。这种注塑工艺不同于常规的注塑工艺,常见的注塑机在注射、保压、成型的三个过程中温度基本保持不变,超快速注塑工艺是在注塑之前将熔融料加热到高于工艺水准的温度,压倒模具中之后在快速将温度降下来,故减少调节时间、降低超调量是这种工艺实现的根本所在。制品的最终结晶形态取决于熔融料在整个注塑过程中温度的变化,包括加热时的融化过程和冷却时的结晶过程,因此对温度的及时快速准确控制是保证制品质量的关键所在。
1.1 国内研究现状
白杨等人对IPP制品的结晶过程和压力、温度之间的关系进行了深入研究,发现结晶程度与压力成正比,而与温度成反比[1];陈福练等人研究了聚丙烯溶体与注射速度、模具温度对结晶程度的影响,与白杨类似,结晶随着模具温度的上升而下降,而随着注射速度的增加而增加[2];张春光等人通过算法和模型总结出结晶体的整个结晶过程,指出在不同的条件下,溶体的冷却结晶的微观特征,将整个溶体分割为一个一个网格,从网格的变化观察结晶体的渐变过程,将结晶的过程更加详细化[3];黄鹏等人通过研究特定溶体聚丙乙烯,观察到溶体的结晶随着温度的降低开始较为平缓然后迅速结晶最后又平缓结晶的特点,也就是先慢速再快速然后又慢速的特点,比上述提到的专家们更加深入了一层[4];马立军等人使用有限元软件对模具进行仿真,提出使用电磁加热的方法对模具表面进行加热,使用不同形状的线圈对模具加热,观测模具温度变化使用了红外成像仪,发现热反应和电磁反应在仿真和实验的平台下基本一致,这种电磁加热的方法升温速度较快但是受制于线圈的分布不均匀对模具的加热也不均匀,在注塑较大体积质量的制品时容易加热不均匀造成次品,同样在注塑较复杂外形结构的制品时也存在此类问题[5];姜思佳等人研究了高频电流在加热系统中的应用,高频电流加热的思路利用涡流的原理对金属块进行快速加热,这样的话可以将模具的定模和动模看做是两个金属块,分别通入高频大电流,在金属块的内表面会迅速升温,从而将动模定模内的原料熔融,实验表明这种方法的效率要比电磁线圈的效率要高,适合于微型构件的生产,从注射到成型的时间可控制在50 s之内完成[6].
1.2 国外研究现状
在国际上,注塑机方面较为领先的是日本的小野产业株式会社和德国的GE公司,他们的产品无论从表面光滑度还是质量来说都较好,在农工医等各个领域已占有较大的市场。2013年日本学者Kurosaki提出直接加热溶体的思路,使用红外辐射辐射在内部的溶体上,这种加热方法的效率取决于溶体对红外线的吸收率,它的加热效率更高,注塑成型的速度更快,制品产出的质量也更好。F.De等学者利用Linkam CSS-450温度光学剪切装备研究剪切作用对聚丙烯熔体球晶形核的影响程度,在实验中过程中,通过应用加载剪切速率,验证剪切速率对球晶成核和长大作用,剪切速率越大,会使结晶动力学加快,造成纤维状晶含量越大。Chlei通过多尺度模型和多尺度算法相结合的方式研究聚合物在注塑成型冷却阶段结晶过程,利用3D模拟的方法模拟结晶成核和结晶碰撞的演化过程,从而推断出不同冷却温度下的相对结晶度、微观形貌特征、球晶尺寸等指标的结晶性能。
上述的研究方式主要是研究注塑成型工艺结晶度与熔体温度、模具温度、注射速度等参数的相互影响。未能深入涉及注塑机料筒超快速加减温智能控制系统核心技术的研究。本文尝试探讨使用高热蒸气对料筒进行加热,其加热效率较高,而且成本较高频大电流方法和红外加热方法要低很多,使用冷却水实现温度的快速冷却,思路是使用水循环作为注塑系统温度控制的源泉,适合于水资源丰富的我国南方大部分地区使用,而且不会造成环境污染,是值得推广的绿色环保技术(具体的设计流程如图1所示)。
2 注塑机料筒超快速加减温智能控制系统设计与实现
2.1 设计流程
注塑机料筒的智能温度控制设计流程是:首先是料筒的选取,然后构建智能温度控制模型;其次,引入嵌入式智能控制算法输入各类影响因素参数,通过验证平台验证构建模型与算法设计的稳定性与合理性;最后,实施小批量的样机生产,按标准要求进行评估,及时发现并反馈生产工艺存在的问题,及时修正,以便启动大批量的成品机生产。具体流程如图1所示。
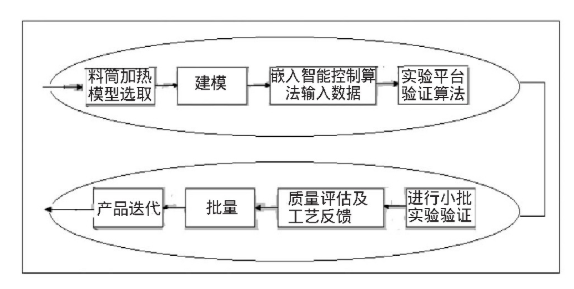
图1 注塑机料筒超快速加减温智能控制系统设计流程图
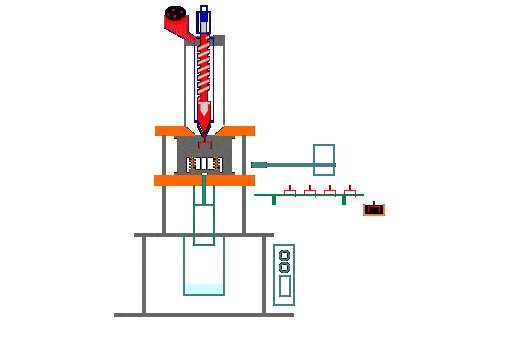
2.2 料筒加热方法实现
(1)料筒内部加热
将介质直接填充到料筒的内部管路之中是俗称的料筒内部加热方法,常用的介质有高温的油介质、高温的蒸气介质等等。快速加热和快速冷却是通过蒸汽和冷却水完成的,加热冷却后管路残留的冷凝水要及时清除,否则会影响其使用寿命。快速加减热工作流程如下:首先锅炉将储水箱中的水加热成高温蒸气,储存在储气罐中,形成有一定压力的高热蒸气,需要对料筒加热时打开蒸气进气阀对料筒加热达到设定温度,加热一段时间待融熔料充分液化,然后打开冷却水进水阀进入快速冷却阶段,水泵从储水箱抽出冷却水将料筒快速冷却,最后空气压缩机排出高压空气将快速加温快速冷却后残留在管路中的冷却水排除掉,至此一次完整的快速加减温过程完成,这个过程中的加热和冷却过程都是闭环控制。相对与蒸汽辅助加热快速热循环注塑工艺,油加热快速热循环注塑工艺的加热效率不高,由于料筒内部高温油的加热管路与冷却水的冷却管路分开部署,导致料筒的加工难度。
(2)料筒外部加热
外部加热的方法是加热料筒的外表面,由于要通过料筒外壁将热量导入到料筒内部,这种方法很显然效率不如内部加热的效率要高,要想达到快速加减温的控制效果,往往需要比较复杂的工艺水平,其造成的成本较高,系统的鲁棒性和可维护性也较差。
(3)电磁感应加热
电磁加热技术是将线圈嵌入到动模和定模之间,利用磁场使得料筒的金属材料产生涡流,从而发热加热熔融料,此方法由于直接使用电能它的能耗相对较小,效率较高,但对于大型模具其温度分布不均匀,造成制品注塑过程中的冷热不均匀,会大大影响制品质量,只适用于微型制品的注塑。
3 闭环控制算法实现
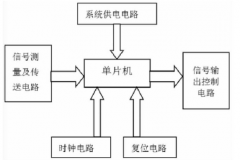
料筒温度是注塑工艺的重要参数,参数的选取直接影响到制品的质量。注塑机的料筒加热部分可以分为喷嘴、前段、中段、后段等4个加热区,各个控制区分别由温度传感器、单片机、固态继电器等三部分关键设备构成闭环控制回路,通过该回路的加热器调节与控制,实现对注塑料筒温度的精准控制要求。
目前PID控制仍然是料筒温蒂控制的主流控制方法,但简单的PID控制方法其响应时间长、超调量较大,必须对其进行改进。对此出现过很多优化算法,例如模糊神经网络算法,需要训练的时间太长,且每台设备都需要提前进行算法训练,对于批量生产的企业来说成本太高;再如自适应算法,此算法要求出具较为完整的数学模型,对于不同型号、功率的注射机效果就差别很大,比如说智能粒子群(蚁群)算法,虽然算法简单,控制效率较高,但常常让输出的PID参数锁死,直接造成注射机次品率的上升。本文采用灰色预测控制与模糊算法控制注射机溶胶过程,利用灰色预测控制的前瞻性和模糊系统的智能性,能够有效消除注射机温度控制系统的时滞性和模型不确定性,大幅改善输出的PID参数,其控制效果卓越,远优于一般的优化算法。
为了验证闭环控制算法的有效性,采用SA600/100型号的注塑机作为实验选型,搭建MATLAB仿真平台,对常规PID算法和本文提出的灰色预测控制与模糊算法控制算法进行对比仿真实验。仿真结果表明:本文料筒温度控制所采用的算法性能优越,超调量和控制时间明显优于常规的PID算法设计,可以解决注塑机由于工艺型号不同而产生的控制差异性问题,控制效果明显得到改善。
4 小结
本文提出了一种快速注塑机料筒的超加减温控制解决方案,该方案将电热蒸汽锅炉集成于蒸汽模温控制柜上,实现蒸汽热源与阀门管路转换装置一体化单元的控制与监视功能。该装置在加热阶段,如果加热模具表面温度升高到一定的阈值,可以实现熔体高模温下充模的目的,大大改善熔体的充模能力和流动能力。与此同时,在冷却阶段装置可以采用低温冷却介质的方法快速冷却塑件,与此达到缩短成型周期目的。该技术的应用,在不影响生产效率的前提上,可以大大优化塑料制品的外观,产品光泽度高,消除以前熔接痕、流痕等缺点,推进快速热循环注塑技术在薄壁件和具有微结构的塑料制件的成型应用进程。
参考文献
[1]韦彬贵,谢帮灵,盘承军。基于CAE的扶手后盖翘曲变形注塑参数优化设计[J].塑料科技,2019(3):76-82.
[2]邓其贵,黄力,韦彬贵。基于CAE与RBF神经网络的固定体塑件注塑工艺优化[J].塑料,2019(1):82-87.
[3]韦彬贵,黄力,马振锋。基于Moldflow的后盖CAE流动方案优化分析[J].塑料工业,2018(4):84-88.
[4]黄鹏。智能模糊神经网络算法在超快速注射机中的应用[J].塑料科技,2017,45(9):68-73.
[5]马立军,廖贵成,李瑞娟。粒子群自整定变论域模糊控制算法在全电动注塑机中的应用[J].塑料科技,2019(8):111-114.
[6]姜思佳,李炜,罗永有。GAAS优化PID算法在全电动注塑机注射系统中的应用[J].塑料,2019(4):18-22.
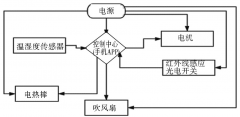
文章根据上述情况,特设计了一种利用手机APP软件通过无线网络与智能控制中心来对箱体设备进行远程控制、实时监测和报警的烘干箱,与人工控制的烘干室相比,具有智能化程度高、烘干效果好及效率高等特点,极大地减少了人工投入及电费支出,避免了电气元件烤焦...
本文以汽车灯光控制系统为研究对象,使该系统可根据汽车行驶环境的实际光线情况,对汽车示廓灯、雾灯的开启关闭进行自动控制。...