职称论文

摘要:焊工作为装备制造、材料加工、航空航天等行业内必不可少的职业 (工种) , 社会需求量巨大。在培养优秀焊工过程中存在消耗较多的时间、材料和人力, 焊工操作技能的评价困难等问题。现利用传感器技术和科学算法开发出焊工操作量化评价系统, 可对操作者水平进行量化和直观评价, 必将为高技能人才培养提供强有力的支撑。
关键词:焊工操作; 量化评价; 系统开发;
焊工是操作焊机或焊接设备, 焊接金属工件的人员, 要求具备一定的学习、理解、分析及判断能力, 良好的视力, 基本的辨别颜色及识图能力, 手指手臂能灵活、协调地操作焊接设备。但培养一名优秀的焊工需要消耗较多的时间、材料和人力, 焊工操作或焊工技能的评价长期成为企业或职业院校、培训机构的难题, 采用可量化、直观的数据进行评价已经成为现阶段焊接领域重要的研究课题。

一、现阶段焊工培训和评价的方式
从行业内来看, 焊工培训评价的方式主要有两种, 每种方式都有优缺点, 下面进行简单介绍和比较。
1. 师带徒方式
师带徒是最常见的教学或培训方式。借助经验丰富、技能突出和具有指导能力的师傅或教师带领徒弟或学员完成训练。这种方式具体且直观, 对学员的指导直接且深入。但1名师傅仅能照顾到1~3名学员的训练, 对师傅的技术和经验都要求较高, 且需要师傅长时间在培训工位中进行辅导, 对师傅的体能和责任心同样要求很高。常见的评价手段以师傅点评为主, 不利于成绩的长时间记忆和学员的长期提高, 消耗材料较多, 训练时间较长, 效果不明显。
2. 模拟焊接方式
近几年, 借助VR和模拟仿真技术, 焊工培训领域也逐渐开发出基于VR技术的模拟焊接培训方式。这种方式采用1:1模拟真实设备, 焊接操作过程动画展示的方式, 具有直观、可量化的优点, 减轻了师傅指导的压力, 由系统提供数据进行评价。但本方法全部采用模拟的方式, 操作过程不真实, 没有热传导、飞溅、烟尘等真实焊接中存在的特征, 仅适合于初学者和安全考试等方面使用;且设备昂贵, 一台模拟设备的价格足够培养几十名焊工所需的工具、材料和设备的消耗, 市场反应一般, 推广价值不高。
二、焊工操作量化评价系统的开发
针对焊工培训中材料消耗多、培训时间长、师傅要求高、评价不具体等问题, 笔者结合长期焊接专业培训和教学经验, 在采用真实设备教学的基础上与传感器技术相配合, 开发出焊工操作量化评价系统, 较好地解决了以上问题, 在实际教学和培训中取得了较好的效果。
1. 设计思路
施焊者在焊接过程中, 会出现手势不对、中间停顿不合理、层间温度把握不准、工艺参数调整不准确的现象。但这些现象在实际训练中只能通过长时间的锻炼加以熟悉, 更涉及"悟性"等非客观因素, 对培养合格的高技能人才不利。在使用弧焊电源过程中, 主要的工艺参数有焊接电流、弧焊电压等, 而且实时变化。利用电流、电压的传感装置及信号收集器来对电流、电压进行数据分析可以发现, 高水平的焊工对工艺参数的把握在一定范围内。
基于以上理论, 笔者根据弧焊电源外特性的变化曲线, 制定施焊者在焊接过程中需要控制的工艺参数变化标准, 通过采集焊接过程中的电流、电压等动特性信息, 经过与标准数据进行比对、分析和运算, 运用合理算法来指导和评价焊工操作水平, 并能在弧焊电源评定和焊接工艺评定工作中发挥重要的作用。
2. 主要创新点
(1) 直观性。通过传感器对焊接过程和焊接电参数的监控, 把电信号转化为图形输出, 并与系统自带的标准曲线进行对比, 产生可量化、直观的评价报告。
(2) 多功能。基于对电信号的处理和分析, 可对弧焊电源进行动态监控和测试;可对焊接材料、焊接母材、焊接气体等焊接材料进行评价和分析, 获得不同材料对焊接过程的影响因素, 形成材料档案和工艺文件。
(3) 扩展性。在现有功能的基础上, 可增加温度传感器、光传感器、激光摄像头等先进设施, 向焊缝质量控制、焊缝成型控制、焊缝缺陷预报等方面进行扩展, 用途极广。
3. 模块构成
本系统主要分为硬件模块和软件模块两部分, 具体模块内容介绍如下。
(1) 硬件模块。硬件模块主要包括电弧电压采集模块、焊接电流采集模块和过程信息数据采集模块。其中电弧电压采集模块、焊接电流采集模块主要用来测试焊接的过程信息, 然后通过信号线传递给过程信息数据采集模块, 此模块与计算机相连接, 最终将采集的信息数据传递到计算机中, 等待进一步数据分析, 评定焊工技能水平。
(2) 软件模块。图1是评价系统软件部分的框架结构图, 其主要功能是进行用户管理, 控制硬件模块部分完成信息数据采集, 对采集的信息数据进行有效分析并对操作人员的技能水平做出量化的评分。
(1) 主界面。在此界面进行用户登录, 实现在用户管理、参数设置、数据采集、数据分析、考试成绩界面之间的转换和退出系统功能。
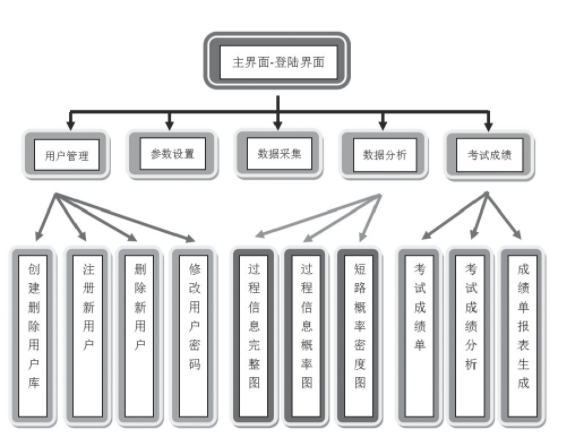
图1 软件模块框架结构图
(2) 用户管理部分。对于用户操作界面, 本程序设置了两种不同类型的用户, 一种是测试员身份, 这种类型用户只可以登录系统, 完成考生的焊接技能水平基本测试, 包括参数设置、数据采集、数据分析和考试成绩。另一种是管理员身份, 此类型用户除了可以完成测试员的全部权限外, 最主要的是增加了用户信息管理功能, 可以创建/删除用户信息库、注册/删除新用户信息、修改用户密码信息。
(3) 参数设置部分。用户可以对焊接过程的基本参数进行设置, 包括焊接方法、弧焊电压、焊接电流、保护气体、焊条/丝型号等, 还可以对数据采集部分进行设置及采集信息将要保存的路径等, 如图2所示。
(4) 数据采集部分。在焊接操作开始后点击开始键, 本模块会实时采集焊接过程信息, 其波形图会呈现在界面中并实时更新, 也便于观察焊接过程, 如图3所示。

图2 软件参数设置界面图
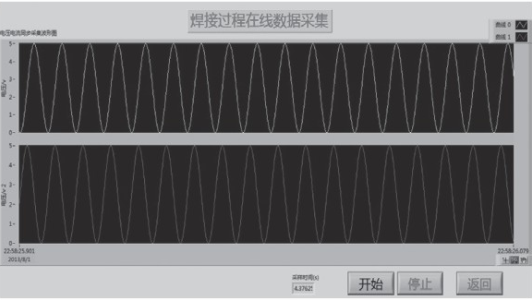
图3 焊接过程数据采集界面
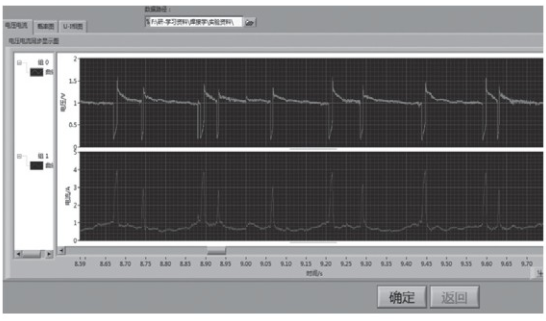
图4 焊接过程信息波形图显示界面
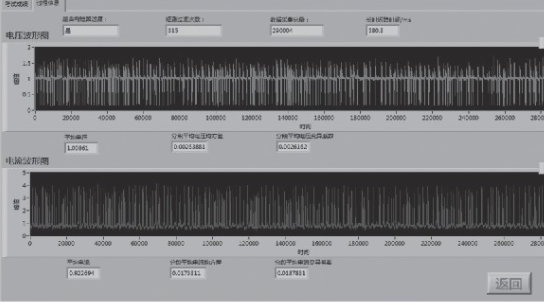
图5 焊工焊接成绩分析界面
(5) 数据分析部分。此模块中焊接过程信息将会以波形图的形式显示在本窗口, 此外还有概率图、U-I图和短路概率密度图, 以供后续评价、打分, 如图4所示。
(6) 成绩分析部分。经过以上几个步骤的计算、分析, 此界面可以显示考生的基本信息和考试成绩, 并给出焊接过程中操作的不足之处和需要改进的建议。跳到焊工焊接成绩分析界面, 将显示完整的焊接过程信息波形图及相应的重要焊接过程参数。系统最后可以生成成绩报表, 包含考生的基本信息、考试类型及成绩, 焊接过程信息分析等等, 如图5所示。
三、小结
本系统主要对操作者在焊接过程中实时变化的数据进行比对分析, 得出结论和操作建议, 并在以下方面具有较强的实用性。
1. 适用于多种手工焊接方法
对焊条电弧焊 (平焊、立焊、横焊、仰焊四大常用焊接位置, 不同直径焊条, 不同酸碱性焊条) 、CO2气体保护焊 (不同焊接位置, 不同焊丝型号) 和钨极氩弧焊等常见手工电弧焊操作者进行量化评价。
2. 适用于弧焊电源动特性测试
在采用半自动或自动焊接过程中, 可对弧焊电源的动特性进行有效测试, 检验弧焊电源的稳定性。
3. 适用于焊接材料工艺性测试
在采用半自动或自动焊接方式, 且弧焊电源、环境因素等不变的情况下, 可对常见焊接材料如母材、焊条、焊丝等进行工艺性测试。
4. 适用于在线或远程焊工操作评价
结合焊缝评价系统, 可实现远程或在线指导焊接过程和评价过程, 实现了系统的有效扩展。
系统的开发和应用满足了焊接教学和培训需求, 为焊接专业高技能人才培养提供了较好的思路和方法。
参考文献
[1]姜运建, 张国尚。多元统计方法在焊工评价体系中的应用[J].河北电力技术, 2008 (4) .
[2]冯英超, 张伟栋, 张建勋等。核电站焊工培训模拟仿真系统的研究[J].金属加工 (热加工) , 2013 (S2) .
[3] 张世欣, 王明岩。在线监控技术在焊工技能考核中的应用研究[R].大连:2012第八届中国北方焊接学术会议材料, 2012.
[4]孙勃。基于LabVIEW的GMAW焊接过程分析评价系统的研制[D].天津:天津大学, 2008.
[5]郑立娟。数字化技术在油田焊工培训中的应用[J].金属加工 (热加工) , 2013 (6) .

工程监理信息系统的主要构成基础是系统、信息和管理,相关工作人员通过合理操作监理信息系统,可以有效开展相关信息的收集、分析、传递、储存、维护、处理和使用。当前社会中,信息的安全性人们十分关注。...