大学论文

摘要:当前,数控机床加工在制造业中应用相当广泛,它对提升制造业生产效率、产品生产质量和产品精度等都具有重要作用。随着精密仪器的发展,市场对于传统数控机床的生产制造工艺要求更高,对产品精度要求更高,只有在生产中不断提升加工精度,才能满足多样化、精密化、批量化的需求。因此,在提升机床加工精度的相关技术措施改进中,必须高度重视机床夹具的精度控制,否则会影响机床加工精度。本文重点分析了机床夹具制造中精度产生影响的误差源,并提出做好机床夹具精度控制的有效方法,为制造业做好机床夹具精度控制提供一些建议。
关键词:机床夹具; 制造; 精度控制; 方法;
Analysis of precision control method of machine tool fixture
Chen Ximei
Abstract:At present,CNC machine tool processing is widely used in the manufacturing industry,it plays an important role in improving the manufacturing production efficiency,product production quality and product precision. With the development of precision instruments,the market has higher requirements for the production technology of traditional CNC machine tools and product precision of products. Only by continuously improving the processing accuracy in production process can we meet the needs of persification,precision and batch. Therefore,in the improvement of relevant technical measures to improve the machining precision of machine tools,it is necessary to attach great importance to the precision control of the machine tool fixture,or it will affect the machining precision of machine tools. This paper focuses on the analysis of the error sources that affect the precision of fixture manufacturing,and puts forward effective methods to control the precision of fixture,and provides some suggestions for the manufacturing industry of fixture precision control.
在数控机床的生产制造过程中,夹具是其重要组成部分,夹具的主要功能是固定待加工零部件,将其固定在合适的位置,让机床刀具能够通过上下左右移动,作用于相应的待加工零部件上,完成相应的生产过程。夹具的质量、夹具的安装固定方式、运行轨迹等对于相关零部件的制造质量和精度会产生较大的影响,因此,准确把握机床夹具的精度控制方法能够有效提升机床加工的精度。
1 影响机床夹具精度的误差源分析
一般来说,误差分为系统误差、偶然误差和过失误差。机床夹具的过失误差主要来自人工操作过程中产生的过失误差,这是可避免的。其系统误差和偶然误差则无法规避,只能减少。机床夹具的精度提升主要依赖于尽量减少机床夹具的系统误差和偶然误差,这是关键点。
1.1 系统误差
1.1.1 加工原理误差
机床夹具加工原理主要包含机床本身设计原理、夹具设计原理、机床和夹具体系组合原理[1]。如果在机床加工过程中没有综合考量这三大原理,就会产生加工原理误差,比如设计原理误差和组合原理误差。
1.1.2 几何误差
机床的几何误差主要是指机床本身的主轴、导轨和传动链的运行过程中产生的误差。比如机床的主轴回转误差、导轨误差和传动链误差[2]。这些误差也影响了机床夹具的三维转动误差,从而产生了机床夹具的角动量误差。比如主轴夹具的回转误差、导轨上的X向量误差、传动面上的Y向量误差和螺距误差[3]。
1.1.3 夹具的不可抵抗力误差
夹具的不可抵抗力误差指的是夹具在制造过程中材质匹配、运行过程中的磨损和停止工作过程中的自然折旧产生的误差。机床夹具对其制造材质要求相当高,其材质的成色和成品后的刚度和挠度都会对夹具本身产生影响,从而产生制造误差。同时,夹具在运行过程中与切削面、夹具、加工工件之间的摩擦也会产生磨损误差,使加工精度下降。夹具在停止工作期间,由于受到周边的环境影响,比如氧化、热胀冷缩等自然折旧,从而产生折旧误差。
1.2 偶然误差
1.2.1 基准不重合误差
在机床夹具的定位中,定位基准和实际的设计出现不完全重合的情况下,会导致产生基准补充和误差,且经常出现在调整法加工过程中,在试切加工中出现较少。
1.2.2 定位副制造不准确误差
一般情况下,机床的工件位置不仅有赖于设计合理的定位基准,而且有赖于定位元件的精确性。当夹具基准不重合和定位元件不精确会造成夹具基准不重合误差以及定位副制造不准确误差,当两者方向不在同一矢量方向上时,必然会导致相应的误差之间出现矢量和[4],扩大了偶然误差,导致加工工件的精度下降。
1.2.3 系统力作用变形误差
系统力作用变形误差主要出现在机床工件的加工过程中,当切削力、夹紧力和传动力无法形成耦合,会引起夹具变形,相关工件和夹具之间的相对位置出现变化,从而形成了系统力作用变形误差,进一步影响加工精度[5]。
1.2.4 工艺系统热作用变形误差
在机床加工过程中由于摩擦生热,一些热源会在相应加工部位出现不均匀的分布,相应的环节结构和材料也会出现一些热作用变形,致使夹具与刀具、工件的对位失真,形成了受热变形加工误差。这对于工件的加工精度影响比较大,尤其是在精密仪器的加工中,可能会导致工件的总误差增大50%以上,因此针对这一误差的控制也是夹具加工中的重点控制对象。
1.3 人为过失误差
夹具的人为过失误差指的是在夹具的安装过程中,由于人为造成的定位、安装和对刀等工序失误造成的误差。由于安装人员的技术水平、工作态度等各不相同,会使夹具的安装过程中出现定位不准、夹紧松懈、安装失误和对刀不严密等现象,从而导致定位基面、定位元件、平台基准、刀具对位等误差的产生。同时,人为过失误差还包含个人责任心缺失引起的测量误差和调整误差,这也是夹具精度控制不可忽视的人的主观性因素。

2 机床夹具精度控制的前期准备
数控机床的工装夹具设计是进行精度控制的重要环节,在进行夹具的设计中,需要保证相应设备中夹具可调节,满足组合夹具、拼装夹具等多样化形式要求,尤其是对于一些小批量的工件加工项目,在具体的加工形式选择上,应该选择柔性好、准备时间短的加工形式。在具体的夹具设计中最好是选择敞开式加工模式。考虑到机床结构中包含多轴联动加工性能,因此在机床不同加工方向的工件加工中,选择自动加工模式,提升机床夹具加工工作效率。同时,保证夹具安装合理有效,便于操作和更换。还要注意,设计的夹具在具体应用中,应尽量避免相关待加工元件和刀具产生碰撞。
在机床夹具加工前,一般需要对于夹具的加工工艺以及特点做好把握,了解工件材质以及加工工艺需要,对加工的余量、定位、表面工艺等作出明确要求,保证相关工件在规定好位置的情况下,可以让前后的工序实现对接,保证加工工作效率,缩短加工时间。在对刀点的选择中,基于计算便捷度考虑,在选择对刀点的时候,需要以工件的定位基准为基础和参考,方便利用铣床进行有效的找正,避免加工中出现超出范围的误差。通常相关工作人员在选择刀点的时候,需要以工件基准为基础,合理选择刀具以及切削用量,针对刀具的形状以及尺寸进行有效把握,确保符合夹具的设计标准[6]。在考量铣床的切削量时,尽量保证夹具的稳定性和负荷过载的精确性,有效控制夹具的负荷和稳定性。针对工件的精加工,对于夹具的精度要求会比较高,这就需要在夹具设计中有效的把握夹具的定位以及夹紧力,确保夹具的运动高度和开敞情况,减少铣床的撞刀和避免超程现象[7]。
3 机床夹具制造中的精度控制方法
3.1 控制原始误差
目前,针对机床夹具生产制造中的误差控制技术正在不断完善,一些新技术、新工艺等为控制机床夹具精度发挥了重要作用。
要做到对于原始误差的控制,则必须对机床夹具生产制造中产生的误差进行精准把脉,逐一排查会导致工件加工精度受到影响的原始误差因素,并针对不同误差因素做好相应的应对方案。同时将系统力作用变形误差放在重要位置,针对机床夹具几何精度、夹具自身的工艺做好精度控制。
3.2 实施误差补偿
当系统误差无法避免的情况下,可以采取一种修改机床夹具参数的方式对原始误差作出补偿和抵消,在进行误差补偿中需要结合具体的误差大小和形式采取针对性的补偿方案,避免补偿过多或者是补偿不足,以保证加工精度。
3.3 进行原始误差均分
针对机床夹具在制造中存在的一些原始误差问题,可以采取均分法,将原始误差进行均分,同时针对最易纠偏的误差点进行重新设计加工方案,调整加工程序,实现缩小误差的目标。
3.4 促进误差转移
机床夹具制造中,要提升加工精度,确保夹具性能和精度可靠,在生产加工的过程中,还可以针对误差实行误差转移。当在生产过程中无法避免系统误差的情况下,可以将这些原始误差通过转移的方法转移到对于工件加工精度不会产生较大影响的方向中去,实现加工精度的提升。实现这一目标,需要在机床夹具制造中,使用新工艺、新方法,通过对于机床相关原始误差的转移,提升机床加工精度,促进加工质量提升[8]。
3.5 坚持就地加工
在进行机械零部件的机床加工中,很多时候都会涉及到一些比较复杂的零件以及部件相关关系问题,这对于促进零件的加工精度提升目标实现都会产生影响。例如,对于相互位置精度要求严格的装配中,可以不用直接进行个别零件精加工,待装配完成后,直接在成型产品表面进行精加工,这样也能有效减少精度误差,提升加工工件整体精度。
4 结语
就机床夹具的生产制造来看,其精度影响因素比较多,相关部位以及生产工艺中存在的一些误差难以完全避免。因此,要做好夹具的加工设计,优化加工工艺流程,通过不断提升夹具生产制造工艺和水平,能够保证同样条件下,夹具的定位更加准确,夹具磨损更小,夹具的操作和更换更加简便,为机床加工精度提升发挥积极作用。同时,要认真分析误差源,抓住关键点,准确把握原始误差,了解不同误差对于加工精度的影响程度,做好精度控制过程管理,尽量将误差转移或控制在合理范围,提升夹具在机床中的性能和质量,保证工件整体精度。
参考文献
[1]孙运良,路平.重卡汽车驾驶室白车身尺寸精度控制及评价方法研究[J].时代汽车,2019(01):6-7.
[2]龚安华.薄壁类壳体零件车加工形状精度的影响因素分析和控制[J].机电信息,2018(18):118-120.
[3]李芳,侯丽萍,郭健兵.生产制造中空间尺寸的精度控制—以车辆消声器为例[J].机械管理开发,2013(06):31-33.
[4]郑士成.基于精度设计理论的机床夹具规范化设计研究[J].高等职业教育(天津职业大学学报),2011,20(05):80-84.
[5]毕淑杰.高强度螺栓连接钢-混凝土接触面抗滑移系数试验精度控制[J].建筑安全,2011,26(06):18-21.
[6]沈兴东,袁文革,郑士成,等.基于精度设计理论的机床夹具CAD设计系统研究[J].制造业自动化,2009,31(11):162-166.
[7]金海平.利用焊缝余热压力成形控制焊件位置精度的焊接夹具—蚌壳式汽车催化转化器连接法兰焊接夹具的设计[J].焊接技术,2003(02):59-60.
[8]潘滨,刘仁义,孙敬阳,等.轿车发动机缸盖凸轮轴轴承盖加工数控组合机床自动线(续)[J].组合机床与自动化加工技术,1998(12):6-12+33.

本文在通过分析离散制造企业的特点,探讨影响因素,为离散企业的供应链管理提出风险应对措施,为企业的经营提供参考。...
做好存货管理的内部控制工作是制造业朝向更高水平发展的必然要求,同时,由于制造业的存货具有类型多、种类杂、盘点难等特点,在对其进行管理过程中要尽量做到规范、细致。...

首先分析了工业机器人的发展现状,继而探讨了工业机器人在制造业转型升级中的作用,包括变革生产模式、提高生产质量、提高管理效率、缓解用工压力,最后探讨了工业机器人在制造业转型升级中的应用对策。...
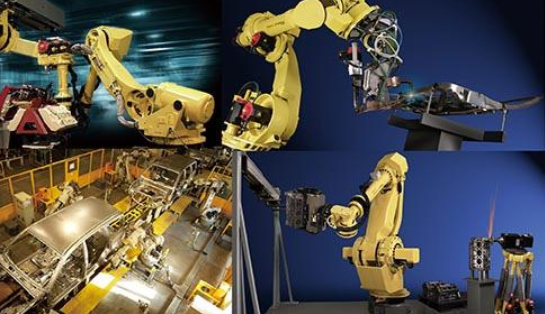
机器人作为20世纪人类最伟大的发明之一,从诞生之日起就在各个领域得到了迅猛的发展。1965年,随着美国麻省理工学院的Roborts研发了带视觉系统、具有简单识别和定位功能的机器人,机器人开始进入工业领域。...
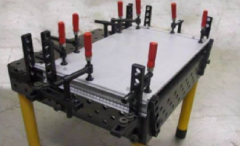
本文主要就机械制造中钣金焊装夹具以及螺纹护套拆装的使用进行分析,掌握好其设备以及技术的应用要点。...

本文将对工业领域的机器人运行情况进行简要介绍,并着重阐述工业机器人在汽车制造中的维修与养护工作的具体解决方案。...

汽车产业发展为国民经济稳步发展做出的贡献是有目共睹,同时在公众对汽车要求逐渐提升的情况下,通过智能化自动技术的应用,实现了汽车概念设计的规模化生产,并且在汽车的组装制造、刹车系统及后视镜系统中都有着极为广泛的应用,极大地提升了汽车的生产效率、质...

人们通过智能终端可以让机电机组独立完成汽车控制的多个环节,提高了汽车行驶的安全性。但仅通过智能终端对分散的汽车机械组件进行控制并不能最大限度地保障用户安全,为了优化汽车质量,需要进一步对汽车智能制造模式进行优化。...

探讨与研究航海技术对船舶制造技术的影响之后, 对我国船舶制造行业, 以及船舶制造技术的未来发展前景进行展望, 希望能够对我国船舶制造行业的发展有所帮助。...
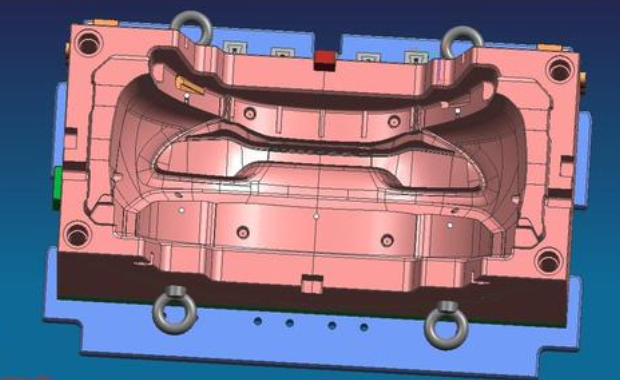
本文分析汽车护板注塑模具的设计和制造,详细介绍了以UG注塑模为基础的三维设计方法,并通过数控加工对注塑模具的三维制造过程进行了阐述。...