大学论文

摘要:数控加工逐渐在现代机械行业中普及开来,是机械领域非常重要的一份子。数控加工工艺与夹具与普通机械加工存在较多的共同点,然而由于数控加工的特殊性,在进行数控加工时必须要考虑到差异性,加强数控加工进给路线的设计,提高切削安全性,于此同时还要解决数控加工夹具定位问题,提高夹具强度,并在夹具设计时尽可能实现多工件装夹。
关键词:数控; 加工; 工艺; 夹具;
1 概述
随着现代科学技术水平的不断提升,数控加工方式获得了大范围普及,逐步取代了传统加工设备,成为了机械加工中不可或缺的一部分。数控加工方式与传统机械加工方式具有较大的相似点,但是在加工效率、加工精度等方面要远远优于传统机械设备。
数控加工过程中,制定合理的加工工艺非常重要,不仅有利于提高数控加工的安全性,也能够有效提高数控加工品质与效率,要充分认识到数控加工工艺的特殊性,合理规划数控加工工艺。此外数控夹具也是影响零部件加工精度的重要部分,设计合理的夹具是保证零部件正确加工的前提。为此,本文从数控机械加工工艺与夹具设计两个方面进行研究,对相关问题进行探讨,促使数控加工水平能够获得进一步发展。
2 数控加工工艺设计
数控加工中很多工艺的设定可以依照传统的工艺方法进行,比如说加工流程、基准面选择以及热处理工序等,但是在刀具进给路线的选择、加工安全性等方面必须要给予高度关注。
2.1 数控加工进给路线设计
数控进给路线图表示用行业统一的符号准确体现出刀具的运动轨迹,主要包含有刀具运动轨迹、起点位置、切削位置、切削量、起刀点以及起刀高度等[1]。数控进给路线图是开展数控编程工作的主要载体,数控加工人员也能够依照数控进给路线图提前预知刀具的运动情况。严格遵照数控进给路线图进行编程,可以很好的预防切削刀具与工件、夹具等产生碰撞,引起加工设备的损坏。现阶段不同的数控技术人员绘制的数控加工进给路线图有一定的差异,如图所示为某个要求加工不(转下页)规则外形的数控加工进给线路图。
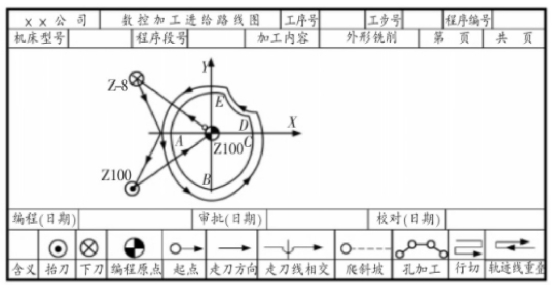
不规则外形的零件数控加工进给线路图
2.2 切削安全性问题
数控加工中,机械动作都是依照数控程序逐步进行的,现阶段数控加工速度非常快,通过人工干预难防范紧急情况。所以,在使用数控设备进行加工过程中,必须要格外重视设备安全与操作者安全。数控加工中任何加工速度的提升都必须建立在安全的基础上,这也是数控加工安全的基本守则。数控机床运行中相关部件运行速度较快,产生的惯性也相应增大,即便是运动部件微小的碰撞也会影响到机床的整体运行[2]。
首先,数控切削进给量不能太大。在传统观念中,数控设备中加工三要素的数值要比普通机床要大,这是没有任何科学依据的。在实际加工过程中,进给量以及进给速度的选取要结合待加工零件材质、机床、刀具以及夹具的强度等。数控加工效率的提升,一方面要优化数控程序,尽可能的降低刀具空走时间,另一方面要保证满足加工精度要求的前提下,尽可能的提升切削量。但是切削量的增加也要在合理的范围内,防止出现崩刀、工件被击落等问题,避免由于设备故障耽误更长的加工时间[3]。
其次,提高换刀环节的安全性。加工中心设备能够实现刀具的自主切换,但是对加工中心设备故障情况进行分析和归纳可以看出,有大约一半以上的问题都集中在换刀部位,所以在进行数控加工中应当遵从科学换刀、尽可能少换刀的原则[4]。比如说在使用日内瓦刀库时,因为不具备自动换刀的机械手,一般将刀库调整到和主轴距离较近位置时进行换刀,在这个过程中要特别注意查看主轴上以及相对应的刀位上不能同时有刀,否则会造成刀具的碰撞,损坏刀具部件。
3 数控加工夹具设计
在传统机床上夹具的功能主要为夹紧、定位、导向以及对刀,在进行数控机床夹具设计时,其夹紧与定位功能和传统机床夹具差别不大,然而数控加工中需要基于工件坐标系规划工件与夹具的相对位置,这个方面和传统机床夹具具有较大的区别。
3.1 夹具在机床中定位问题
数控夹具也是数控加工中不可或缺的一部分,不管是数控铣床、车床,还是加工中心,在进行数控加工中都离不开夹具的使用。在进行数控程序编写时,通常以零部件坐标系原点为参考点,而对零部件的定位以及夹紧操作都是在夹具上完成的。当将夹具装配到数控机床上时,就同时决定了零部件的坐标系原点。然而这个坐标系原点和机床本身的原点位置在x、y、z轴三个方向存在一定的偏差。为了弥补这个位置偏差,可以通过G54-G59这个数控指令来完成,即设置对刀点,在结束这部分工作后就明确了工件坐标系与机床坐标系之间的偏差,为程序正常运行奠定基础[5]。然而当需要将工件夹具拆卸下来重新安装时,就会导致零部件坐标系原点与机床原点相对位置出现变化,为了确保数控程序能够熟练运行,必须要通过G54-G59指令重新进行对刀操作,使得工作更加繁琐,也浪费了大量的时间。
为了解决上述问题,首先,在夹具中增设一个定位块,并将定位块与夹具放到指定的位置;其次,机床初始化以后,将定位块的两个基准面分别对准主轴下方与前方,准确记录定位块相对位置尺寸;最后,在将数控夹具拆卸后进行再次装配时,确保定位块的位置不发生变化,那么零部件坐标系原点在x、y轴方向与机床坐标系原点的相对位置就不会发生变化,另外零部件z轴方向的高度通常由夹具高度决定的,在夹具不变的情况下z轴方向与机床坐标系原点的相对位置也不会产生变化,确保夹具拆卸前后零部件坐标系原点与机床坐标系原点的相对位置不会改变。
3.2 夹具设计其它问题
第一,在进行数控夹具设计时,夹具刚性要预留较大的安全系数。数控加工过程中,往往是完成一整套加工环节,这就意味着在进行粗加工与精加工时采用的夹具是一样的,而在粗加工状态下,刀具进给量较大,夹具承受的力也更大,所以在进行夹具设计时要充分考虑到强度因素[6]。
第二,夹具设计时尽可能实现多工件装夹。当加工的零部件外形尺寸不大时,可以同时夹持多个零部件,极大的缩减了零部件换装时间,提高加工效率;此外相同的刀具能够同时对多个零部件进行加工,减少了不必要的换刀操作。
4 结论
数控加工在推动我国机械加工领域不断发展上做出了重大贡献,相比较于传统机械加工,数控加工具有加工效率高、加工精度高等优势,适合大批量生产,在进行数控加工时,要特别注意数控加工工艺的制定以及夹具的设计,明白与传统加工之间的共同点与差异点,更好发挥出数控加工的优势。
参考文献
[1]韦建军,刘科明,李派霞,等.基于PMC的连杆零件数控机床自动夹具设计与实现[J].机床与液压,2020,48(2):119-124+132.
[2]喻步贤,钟毅,朱守干.分动箱壳数控铣削工艺及多工位夹具设计与应用[J].组合机床与自动化加工技术,2015(10):134-137.
[3]吴啸天.典型薄壁零件的数控车削加工工艺分析与夹具设计[J].木工机床,2017(1):27-30.
[4]田涛.数控加工中的工艺与夹具设计中应注意的若干问题[J].现代制造技术与装备,2016(7):162-163.
[5]成宏军,刘维伟,单晨伟,等.基于ABAQUS的叶片精密数控加工夹具的优化设计[J].机械设计与制造,2013(2):254-256.
[6]张国政,韩江,陆爱明.基于数控加工工序集中要求的程控气动夹具设计[J].组合机床与自动化加工技术,2011(10):90-94+98.

本文对矿井开采的有关技术进行探究是必要的,并对井下开采手段与工艺选择实施分析,以更加完美的帮助矿产行业长久进步,确保施工者的人身安全。...
本文将重点立足于机电一体化,着重概述机电一体化和数控机床,在此基础上探索机电一体化在数控机床中的具体应用,希望对于推动国内工业现代化发展有所帮助。...

在对机械零件进行加工时,不管是使用粗基准,还是使用精基准,最终都会影响到基准的稳定性与可靠性。...

现代生产竹制家具的设计,通过满足制造要求,满足消费者对家具外观和形状的审美要求,吸引消费者对竹制家具的感情,使竹制家具与竹制家具之相匹配。...
本文结合华村100工程项,从施工准备、场地整平、基层施工、稳定层施工、花岗岩铺贴、灌缝处理等方面研究了花岗岩面层施工技术要点,以期为园路施工提供有益参考。...

随着现代经济、工业的发展以及农业和第三产业的进步,导致其需求也得到了增长。...
存货是饲料加工企业中重要的流动资产,每个企业都要对存货管理工作高度重视,及时找出存货管理过程中存在的风险因素,并提出处理对策,防范各种风险,保障存货安全,提高企业盈利水平,实现企业健康发展。...

软磁材料具有四“高”四“低”的几个基本特点:四“高”是指高的磁导率,高饱和磁通密度,高电阻率,高频率稳定性;四“低”是指低矫顽力,低损耗,低磁滞伸缩率,低磁晶各向异性。...
随着时代的发展与科技的进步,塑料制品在人们生活中日益发挥出重要的作用,不论是在医疗还是精密仪器等行业中,塑料制品的精度越来越高,因此注塑成型模具设计就显得尤为关键。该技术可以制造出精度高,尺寸好,粗糙度低的塑料制品,而在设计时只有充分了解需要注意...

探讨了夹具设计过程中应注意的问题,从而制定更加合理的车床支架机械加工方案,确保整个生产流程的安全性。...