化工论文


氰乙酸常温下为白色吸湿性结晶,是一类重要的有机合成原料和医药、染料中间体,用于制造胶黏剂、2-氰基丙烯酸乙酯、维生素B6等。其下游的系列酯类产品如氰乙酸甲酯、氰乙酸乙酯、氰乙酸丁酯等氰乙酸的衍生物,在医药、农业、新材料等方面有重要用途。随着对其研究的深入和新用途的开发,对氰乙酸的需求量与日俱增。
目前,固体氰乙酸的合成方法有:氯乙酸氰化法:将氯乙酸经中和、氰化、酸化后得到低浓度的氰乙酸溶液,然后再浓缩、析晶、过滤得到固体氰乙酸。该方法虽然产率较高,但是对环境危害较大,且反应过程复杂,得到的固体氰乙酸产品中Cl-含量高,无法制得高品质的产品。
电合成氰乙酸:将乙腈或氯乙腈电解得乙腈离子,再与二氧化碳反应得氰乙酸,该方法毒性较小,污染较小,但是收率较低。
树脂催化水解法:离子交换树脂具有较强的催化活性和良好的再生稳定性,具有易分离回收、易活化再生、腐蚀性小、不污染环境等优点。本研究以阳离子交换树脂〔4~6〕催化水解氰乙酸乙酯制备氰乙酸,并考察了反应温度、反应时间、水及氰乙酸乙酯的质量比、氰乙酸乙酯与树脂质量比等因素对收率的影响。
1、实验部分
1.1试剂和仪器
D001型阳离子交换树脂,氰乙酸乙酯 (含量99%),均为工业级。四口瓶,电动搅拌器,减压蒸馏装置,水环式循环真空泵等。
1.2实验方法
1.2.1阳离子交换树脂的活化
D001氢型阳离子交换树脂在用之前先用质量分数为7%的盐酸浸泡24h,浸泡后装柱,用7%盐酸溶液 (树脂2倍体积)连续淋洗,淋洗后用蒸馏水洗至中性。然后再用质量分数为7%的氢氧化钠溶液 (树脂2倍体积)淋洗,淋洗后用蒸馏水水洗至中性。最后用质量分数为7%的盐酸溶液 (树脂2倍体积)淋洗,淋洗后用蒸馏水洗至中性。
1.2.2氰乙酸乙酯催化水解
将100g氰乙酸乙酯、100g蒸馏水和活化好的阳离子交换树脂30g置于四口瓶中,搅拌加热至回流,反应5h,减压蒸馏脱醇,脱醇后继续反应5h,反应后再脱醇。脱醇后降温,将母液过滤后倒入四口瓶中减压蒸馏,过滤出的阳离子交换树脂可以重复使用,母液冷却、结晶、抽滤和干燥后可得固体氰乙酸产品。
1.3 分析方法
称量干燥的晶体质量和滤出晶体后液体的总质量,取出部分滤液,加入两滴甲基红指示剂,用标准碱液滴定母液中含有的氰乙酸,用二者之和可求得反应收率。或者通过直接滴定母液来测定氰乙酸的含量,氰乙酸的收率:

2、结果与讨论
2.1 反应温度的选择
实验过程中选择了不同的反应温度,分别为60℃,70℃,80℃,90℃。通过实验证明,反应温度在90℃时,反应速度最快;反应温度过低,无回流现象,水解进行的很慢;反应温度过高时,生成的氰乙酸会转化成丙二酸〔7〕,进而发生脱羧反应,故合适的反应温度是90℃。
2.2 反应时间的选择
实验过程中固定反应温度为90℃,水、氰乙酸乙酯和树脂的质量比为10∶10∶3。试验了不同的反应时间下的转化率,数据如表1。
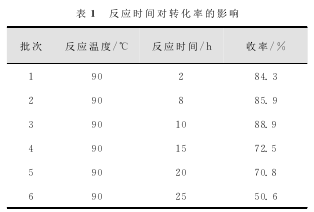
由表1可知,一开始随反应时间的增加,收率略有增加,随着反应时间的延长,收率有明显的下降趋势〔8〕。分析原因,是因为反应时间较短,氰乙酸乙酯不能很好的水解影响收率;反应时间过长,生成的氰乙酸会发生分解,使收率下降;反应时间为10h时收率最高。
2.3 水与氰乙酸乙酯配比的选择
固定反应时间为10h,反应温度为90℃,氰乙酸乙酯和阳离子交换树脂的用量分别为100g和45g,反应中与反应后各脱醇1次,水酯比对收率的影响如表2。

由表2可知,当水和氰乙酸乙酯的质量比为1∶1时,收率最高,为88.9%,为最佳物料配比。水量太少,氰乙酸乙酯不能充分水解;水量太多,虽然可以促使反应向正反应发生,但是因为有大量水的存在,使得生成的氰乙酸进一步水解成丙二酸,丙二酸再进一步发生脱羧反应,反而造成收率的降低。
2.4氰乙酸乙酯和树脂配比的选择
固定反应时间为10h,反应温度为90℃,水酯质量比为1∶1,反应中与反应后各脱醇1次,树脂用量对收率的影响如表3。

由表3可知,随着酯与树脂质量比的增加,收率开始呈上升趋势,当两者比例为10∶4.5时,收率最高,高达88.9%,再增加其比值,收率反而下降。这主要是因为酯的比例太高,催化水解反应不完全;酯比例低时虽然能缩短反应时间,但是加速了氰乙酸的分解,导致收率下降。因此,确定氰乙酸乙酯与阳离子交换树脂的最佳质量比为10∶4.5。
3、结论
732型阳离子交换树脂催化水解氰乙酸乙酯制备固体氰乙酸的最佳反应条件为:反应温度为90℃,反应时间为10h,水和氰乙酸乙酯质量比为1∶1,氰乙酸乙酯与树脂质量比为10∶4.5,在该条件下,氰乙酸的最高收率可达88.9%。
参考文献:
〔1〕马建兵,郑学明.氰乙酸的研究及应用〔J〕.河北科技工业,2009,25(9):393-394.
〔2〕王学花,高俊超,姜申德.高纯度固体氰基乙酸的制备方法〔P〕.CN10052135,2008-01-22.
〔3〕王香善,曾兆森,李玲玉,等.水中取代水杨醛和氰乙酸酯的反应研究〔J〕.有机化学,2006,26(10):1379-1383.
〔4〕冯新亮,管传金,赵学成.阳离子交换树脂的有机催化进展〔J〕.有机化学,2003,23(12):1348-1355.
〔5〕王少青,张勤哲.阳离子交换树脂替代硫酸用于有机合成的催化〔J〕.河北环境科学,2000,8(3):58-61.
〔6〕张宝华,王玉萍,侯力,等.D001-CS阳离子交换树脂催化醋酸甲酯水解反应的研究〔J〕.离子交换与吸附,1994,10(5):406-411.

本综述主要围绕阴极催化剂的开发与催化性能的研究情况,从工作原理、优缺点、催化剂及其制备、发展前景等方面进行介绍。...

某9F级燃机为了实现选择性催化还原(SCR)脱硝系统宽负荷运行,进行深度调峰,拟在余热锅炉备用层增加一层低温催化剂,实现NOx排放浓度<15 mg/m3的标准。...

1单壁碳纳米管1985年RESmalley在实验室制出高纯C60,并命名为富勒烯。1991年SLijima等发明了碳纳米管。1996年SXTohji在实验室借助于催化剂热解含碳气体制出质量分数为90%的单壁碳纳米管(简写为SWNT),同时制出多壁纳米碳管(简写为MWNT)...
碳四(C4)馏分作为一种重要的石油化工资源,主要来源于催化裂化、蒸汽裂解以及MTO/MTP等工艺过程。近年来,随着炼化一体化以及煤化工的快速发展,C4副产资源大幅增长。...

碳四炔烃选择加氢回收丁二烯技术是将碳四炔烃通过选择加氢转化为更高附加值的丁二烯,分为前加氢技术、后加氢技术和混合加氢技术3种工艺路线。...

本文考察同一催化剂在不同的剂油比下,不同的催化剂汽提时间对产品收率的影响,探索合适的催化剂汽提时间。...

中国石化中原石油化工有限责任公司(以下简称中原石化)的3万t/a异构化工业装置是国内首套2-丁烯经异构化反应生产1-丁烯的工业装置。...
甲基叔丁基醚(MTBE)作为优良的汽油调和组分迄今使用已30余年。首先,MTBE具有高辛烷值、高敏感性,可以在不同的比例下与汽油互溶,但不会出现分离的特性,可以作为优良调和组分生产含氧、无铅、低烯、低芳的高辛烷值汽油。再者,由于MTBE沸点低的特性...
氨氧化法制硝酸铂催化剂,经历了从纯铂到Pt-(5~10)Rh二元合金和Pt-4Pd-3.5Rh、Pt-15Pd-3.5Rh-0.5Ru三元、四元合金的发展,铂催化剂的编织方法也经过了由平织到纬向针织,再到经向针织的发展转变,与平织网和纬编网相比,经向针织网具有较大比表面积,较...
随着我国化工业的不断发展,精细化工也逐渐的受到政府的关注,成为我国工业发展中不可或缺的部分,并且,精细化工会适应我国发展的需要,进一步推进我国未来工业发展。下面是精细化工论文8篇,供大家参考阅读。...