机械工程论文

装配钳工是主要手持工具对夹紧在钳工工作台虎钳上的工件进行切削加工的方法,它是机械制造中的重要工种之一。本文提供几篇关于装配钳工优秀论文供大家参考学习。

装配钳工论文范文一:
摘要:钳工是使用钳工工具等对工件进行加工,装配钳工是比较重要的工程,除了需要对工件进行加工以外,还要进行后期的整修和装配,在工件制造中是比较复杂的,如果没有将这一环节做好,就会影响工件的质量。装配钳工的主要优点是灵活性强、工作范围广,这都是装配钳工的特点。本文主要是针对常见的三角R合套的工艺要领等进行分析,为相关的研究提供借鉴。
关键词:装配钳工;三角R合套;加工测量技术
装配钳工在工件加工中是比较重要的,需要按照技术的要求对工件进行加工,这是机械工业发展的结果,钳工的工作范围也变得越来越广泛。主要是负责零件的加工、装修和装配,在工件的加工上是有着极大的难度的,还对技术有着极大的要求,使用装配钳工需要具备的基本要求。本文是通过对装配钳工中三角R合套的加工测量技术进行分析,提高装配钳工的工艺,为机械事业做出贡献。
1、操作准备
装配钳工中的三角R合套加工测量技术也需要进行操作准备工作,将需要注意的环节个设备都准备好,满足工艺复杂性的要求,这样才能保证三角R合套加工测量的准确性。在进行三角R合套加工测量之前要准备好基本的工具设备,主要包括钳工、工量具、辅具和刃具等,出了要将这些设备准备好之外,还需要准备材料,在材料上是有着特殊要求的,材料为45钢,这45钢要满足技术要求,具体情况如图1所示:
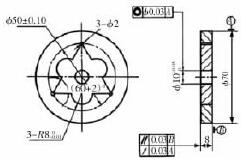
图1 三角R合套
2、检验三角R合套中的毛坯
进行三角R合套测量的时候,还要对三角R合套毛坯进行测量,要了解三角R合套毛坯的误差,误差决定着具体的测量结果,如果三角 R合套毛坯的误差大,会导致三角R合套的测量误差加大,结果是有着很大的瑕疵的。除此之外,还要进行清理,如果毛坯上面有油污等污染物质,需要进行清洁,否则会影响着整体的美观度,也对三角 R 合套毛坯的检验有着不利的影响。在进行三角R合套毛坯误差测量的时候,要使用直尺来检查基准面的误差,直尺需要使用刀口形的,,对测量误差也是有着要求的,测量误差要在0.02mm以内。除了要进行平面测量,还要进行角度测量,进行角度测量的时候,要使用90°角尺来检查侧面的垂直度,要保证侧面的垂直度小于0.03mm,当角度误差检测完成之后,就要对尺寸和毛坯的表面粗糙程度进行检测,因为,尺寸也可能存在着误差,不同的尺寸产生的误差有着区别,需要进行具体的测量,在进行三角 R 合套毛坯测试中将这些误差考虑进去,这样才能让毛坯达到各个方面的要求,这样对三角R合套的测量是极其有利的。
3、加工基准和修整
加工基准就是在三角R合套中的A、B、C中,对A、B、C进行修整,修整的基准要按照大小面来进行,要从大面开始,向着小面来进行基准的修整,在基准修整的过程中,要控制好 B 和 C 的垂直度,垂直度要控制在0.02mm以内,必能超过这一标准值,否则就会出现极大的误差,对整体的测试造成影响。如果测试的基准是满足要求的,是不需要对基准进行调整的,如果与基准有着误差,就必须要进行调整,1mm的误差也会对工件差的使用产生影响。在对工件进行修整的时候,需要按照图样的要求来满足相关的基准,如果实际的基准没有满足相关的图样的基准,就会出现基准不统一出现误差。在进行修整的时候,要确保修整的准确性,要将修整余量控制在最低,按照最低的余量才能加工出最准确的基准,这就是基准的加工要求。
4、要在凸件上进行划线和钻孔处理
在凸件上进行划线和钻孔之前,需要在毛坯上将凸件的图形画出来,按照相关的特点对划线和加工的过程进行处理,钻孔的直径要在10mm左右,还要注意到基准,这样的加工才是准确的。
钻孔要领:
4.1、要划出10mm孔的中心线,用样冲在孔的十字中心线的交点处打上样冲眼,打眼时反复检查确保样冲眼在十字线的中心,这是保证孔位置正确的关键一步。
4.2、为保证孔的精度要多次钻削,为保证孔的位置精度应先用3mm的钻头钻孔,这样定心准确,再用9.8mm的钻头扩孔,留0.2mm的铰削余量。钻孔时应避免夹伤工件,防止工件变形,同时应正确选择钻孔用量。
4.3、铰10mm孔使10mm孔的尺寸精度和表面粗糙度均符合图样要求。铰孔时两手用力要平衡,旋转铰杠时速度要均匀,保持铰削平稳,以避免孔径扩大、孔口处出现喇叭口或孔壁出现振痕;铰削时铰刀不能反转,否则刀齿会折断,退出时也要正转,操作中应严格遵守操作规程,做到安全生产、文明操作。
4.4、将10mm芯轴穿入10mm孔中,然后装在分度头上,以10mm孔为基准划出凸件图形及与3-R8mm圆弧相切的三角形,划线线条要清晰明了,粗细均匀,长短合适,所有划线尺寸要正确、准确。
5、在凹件上划线、钻孔排料、去除余料
先将70mm圆形毛坯安装在分度头上,划出10mm孔中心线。钻、铰10mm孔,先将工件用三爪自定心卡盘装夹,安放在钻床工作台上。以工件外圆为基准进行找正,使工件中心与钻床主轴回转中心相重合。用钻、铰的方法边加工边测量,使 10mm 孔与 70mm 外圆的同轴度误差在0.03mm 内。将 10mm 芯轴穿入 10mm 孔中,然后装卡在分度头上,以10mm孔为基准,划出凹件加工线,在3个R8mm中心处打中心样冲孔。需要3个2mm和15.9mm工艺孔,锯割排料。
6、锉削凹件、试配
具体步骤::(1)粗锉凹件各面(直线、曲线)留 0.2~0.3mm 加工余量。(2)细锉凹件各面(直线、曲线)留0.06~0.07mm加工余量。(3)精锉凹件直线部分检测尺寸根据凸件实际尺寸与70mm外圆实际尺寸换算,且3组H尺寸误差应控制在中间公差附近。(4)精锉凹件曲面部分用凸件试配达到翻转、旋转互换均能顺利配入,平面部分的配合互换间隙≤0.03mm,曲面部分≤0.04mm。试配过程应该按照纵向、旋转和翻转3个步骤交叉进行。试配时应注意清理边角,避免毛刺影响判断,并应垂直配入,防止歪斜。(5)配合注意事项当用凸件试配并能较紧部分塞入时,要用透光法和涂色法检查,逐步进行整体修锉,在锉配检查时,当发现该处配合不佳,要正确分析是凸件还是凹件所产生的问题,防止只注意修锉配件,使该处出现更大的间隙。使凸件用手推进推出松紧适当,然后作转位试配,仍按涂色法检查修整,达到互换配合的要求,最后清除各面毛刺,按图样要求对工件进行全面检查。
7、结论
三角R合套是采用锉削加工的方法,使2个互配的零件达到规定的要求,特别是形状复杂具有对称性的零件,要达到转位互配的要求,如果没有合理的工艺无法实现。本文所介绍的工艺方法通过实践证明效果较好,能使复杂的问题简单化,可操作性强,零件的各项精度容易保证特别是对称度,从而使三角R合套的各项技术指标达到要求。
参考文献
[1]郭宇光.钳工锉配工艺在清角过程中的应用技巧研究[J].济源职业技术学院学报,2011(1).
[2]徐双塘.装配钳工的孔位精度控制技术———以 2010 年广东省职业技能大赛装配钳工样题为例[J].中等职业教育(理论),2011(6).