机械工程论文

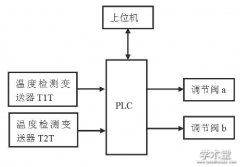
本设计利用PLC作为下位机;同时,采用MCGS通过上位机对系统运行状态进行监控,实现了良好的人机交互功能...

选择适当的编程语言编写程序, 灵活运用各种调试方法进行程序调试, 同时采用合理的抗干扰措施提高系统的抗干扰能力就能设计出性能优良的PLC控制系统。...
本设计使用的是注塑机专用机械手, 采用基于PLC作为主控制器, 具有体积小、响应速度快、可靠性高、易于维护、并随时可依生产工艺的不同要求而随机修改等诸多优点, 可有效的, 完成塑料制品的取出, 实现自动化生产。...