机械工程论文

0、引言
农业发达的国家和地区都非常重视土地的用养结合和发展生态农业,以保持农业的可持续性发展。秸秆粉碎还田技术是保护性耕作模式的核心环节之一。至目前为止,秸秆粉碎还田技术在发达农业国家的水平已经比较完善,应用十分普遍,而国内尚处于待发展状态。秸秆粉碎还田机的粉碎刀片是该机构的主要工作部件,经常与茎秆、泥土、石块以及其它田间杂质接触摩擦,工作条件极为恶劣,且由于其转速一般较高,需要承受很大的冲击力才能达到粉碎茎秆的目的。因此,甩刀的质量直接影响秸秆粉碎还田机的粉碎质量和可靠性。
1、甩刀的研究进展与分析
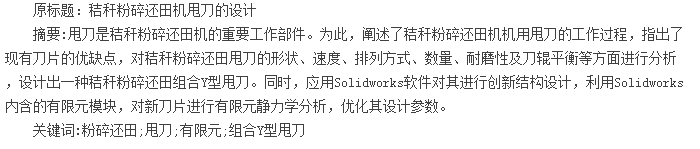
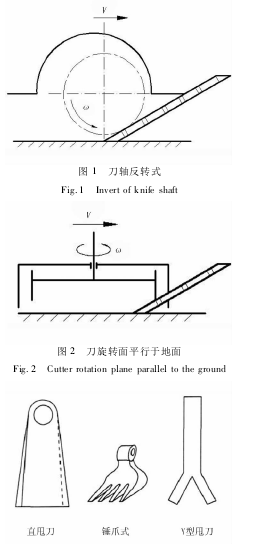
秸秆粉碎还田机由拖拉机悬挂并驱动粉碎刀辊旋转来完成不同的粉碎作业任务。目前,常见的刀轴旋转方式分为两类:一类是刀轴采用反转的形式,即粉碎刀转动方向与机器轮子转动方向相反的运动方式,如图1所示;另一类是刀的旋转平面平行于地面,如图2所示。
1.1甩刀分类
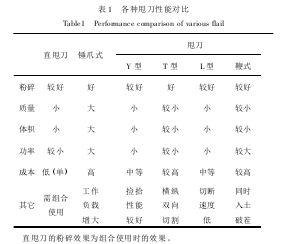
目前,国内外的秸秆粉碎还田机甩刀无论是拖拉机配套,还是联合收割机配套,都主要分为3种类型:直刀型、甩刀型和锤爪型。其中,甩刀型又细分为鞭式、T型、Y型和L型,如图3所示。
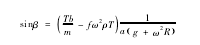
各种甩刀都有自己的优缺点和各自的适用环境,其形状特性不仅与秸秆粉碎效果直接相关,对于刀轴的设计和定刀的排列方式也有一定影响。各种甩刀的对比分析如表1所示。
1.2甩刀参数分析
1.2.1结构参数
目前,国内用于粉碎还田的道具主要直刀型和甩刀型。主要的结构参数有弯折角、正切面刃角、切削宽度和刃厚等。弯折角是秸秆粉碎还田机作业的重要参数,其大小影响甩刀工作时的阻力大小和功耗,弯折角优化范围为225°~230°。正切面刃角决定刀刃的锋利程度,减小正切面刃角降低功耗,刀刃寿命也随之减少。偏转角β是甩刀工作时另一个重要的参数,其大小为
式中β—甩刀偏转角;T—甩刀端部的切割阻力(N);m—甩刀质量(g);f—摩擦系数,取f=0.25;ω—甩刀角速度(rad/s);ρ—质心离旋转中心的距离(mm);a—甩刀质心离甩刀铰接处的距离(mm);g—重力加速度(m/s2);R—甩刀回转半径(mm)。
偏转角过大会造成割茬高度增高,并且不利于切割粉碎,所以应当尽量减小偏转角。当甩刀几何尺寸及甩刀安装尺寸一定时,m,a,ρ值的增大都会使得β值减小,所以甩刀的质量不宜过小,在质量一定时,质心应当尽量向刀端移动。刀辊转速一定时,R的增大也会使得β值减小,增益粉碎效果;但R的增大会增大刀辊的动不平衡因素,同时增大功耗。
1.2.2性能参数
为达到更好的秸秆粉碎效果,要求甩刀有很高的刀端;但是粉碎刀的工作环境极其恶劣,经常与土壤以及其他杂物接触,导致严重磨损,所以粉碎刀的性能参数主要考虑其刀端速度、耐磨性能和旋转时的动平衡。
毛罕平、陈翠英通过试验得出:转速ω和旋转半径R配合,应当使得刀端线速度≥34m/s,才能达到90%以上的粉碎合格率;李明通过对甘蔗叶粉碎还田机正交试验得出:刀轴速度为48m/s时,粉碎率和捡拾率最优;张红霞、刘师多等通过对比试验得出:刀端速度为32~36m/s。
已有研究表明:NiWC合金粉末喷焊层具有良好的耐磨性,可用于强化和修复还田机甩刀,并且具有良好的性价比。付雪高等对比分析已有的甩刀平衡的仿真分析之后认为,甩刀不平衡是产生振动的根本原因。所以,必须选择合理的排列方式,甩刀要按质量分组,并保证甩刀外形尺寸统一。
2、组合Y型甩刀的设计
2.1刀片设计
目前,我国秸秆粉碎机的功率都不高,且处于起步不久的阶段,成本成为必须考虑的问题。Y型刀质量体积都较小,成本不高,消耗机器功率小,符合当前用户对于秸秆粉碎机的实用性要求;并且,Y型刀在各种刀型中具有良好的秸秆拾取性能,能够将秸秆甩入粉碎腔内,配合定刀进一步粉碎。
2.1.1外观设计
根据现有各型甩刀的特点,设计出一种Y型刀,刀片结构如图4所示。
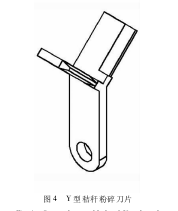
Y型刀具有良好的对称性,质心在刀轴对称线上,能够克服其他秸秆粉碎还田刀在工作过程中机体震动猛烈、动力消耗大、粉碎效果不理想的缺陷,并且在同样回转半径的条件下,质心更加靠外,在同转速下增加转动惯量。
2.1.2刃口设计
刃口是甩刀工作时直接接触秸秆以及其他杂质的部分,其形状的设计、材料的选择都直接影响甩刀的工作效率和寿命,如图5所示。在刀刃部位焊接硬质合金条,硬质合金条采用65Mn淬火制造,并且在表面采用NiWC合金粉末喷焊强化。
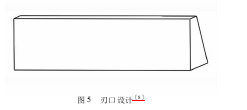
为了保持刀片良好的砍切粉碎性能,刀片刃口设计过程中,参考自磨刃犁铧的原理及其刃口参数,将刃口角度设为30°,使其具有自磨性能,以提高整体粉碎效率、延长刀片寿命、增加经济效益。
2.2组合甩刀设计
为了达到更好的粉碎效果,甩刀应当组合使用,如图6所示。为减少摩擦,取消了刀与刀之间的隔离套,加深了刀孔,使得刀孔与刀轴的接触面积增大,刀孔更加耐磨,同时增加了旋转时的稳定性。刀孔的加深长度取决于Y型刀的大小,最终使得两Y型刀的刀刃顶部相距在3~5mm之间。
2.3SliodWorks有限元分析
为保证刀片设计的科学性,设计过程中,查阅文件并运用Slidworks三维造型软件有限元分析模块对刀片进行分析,如图7和图8所示。
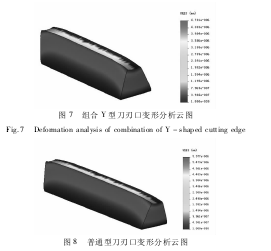
对比图7和图8可知:当秸秆粉碎刀的刃口采用65Mn淬火制造时,能够明显地降低刃口的磨损程度,比之普通的甩刀制造材料,对65Mn作为材料的甩刀经过淬火、等温淬火、回火等热处理后,甩刀断裂现象减少且耐磨性大大提高了。
3、结语
本设计结合以往的秸秆粉碎刀研究和现有的机械化还田机具,设计出一种既能适用于刀轴反转式又能适用于刀旋转面平行于地面机型的甩刀,改善了以往甩刀设计存在的缺陷,提高了秸秆粉碎的效率和性价比,可有效解决秸秆在长时间堆放腐化过程中造成的病害扩散、环境污染等难题,同时可有效增加绿肥还田,最终实现充分利用资源和保护环境的目的。
参考文献:
[1]盖超,董玉平.基于COSMOS的还田机械旋耕刀弯折角优化[J].农机化研究,2011,33(3):30-33.
[2]毛罕平,陈翠英.秸秆还田机工作机理与参数分析[J].农业工程学报,1995,11(4):62-66.
[3]李明,王金丽,邓怡国,等.1GYF-120型甘蔗叶粉碎还田机的设计与试验[J].农业工程学报,2008,24(2):121-125.
[4]郝建军,马跃进.鞭式刀具的失效及火焰喷焊NiWC强化的可行性研究[J].农业工程学报,2005,21(8):74-77.
[5]马跃进,郝建军.根茬粉碎还田机灭茬甩刀喷焊NiWC工艺优化[J].农业工程学报,2005,21(2):92-95.
[6]孟海波,韩鲁佳,刘向阳,等.秸秆揉切机用刀片断裂失效分析[J].农业机械学报,2004,35(4):51-54.
[7]付雪高,李明.秸秆粉碎还田机甩刀的研究进展[J].中国农机化,2011(1):83-87.
[8]周俊生,周百祥.秸秆粉碎还田机专用甩刀:中国,200720100610.4[P].2008-08-20.
[9]周学旺.玉米秸秆切碎还田机用甩刀:中国,200620030687.4[P].2007-09-05.

0、引言在当今世界诸多新能源中,生物质能源是最安全、最稳定的能源,也是国家重点鼓励和发展的新能源之一。我国热带地区具备了丰富的农业生物质资源,其中最主要的有甘蔗叶。据统计,每年甘蔗叶总量为2700万t。甘蔗叶属纤维素原料,其纤维素含量为52...

当前减速器普遍存在着体积大、重量大,或者传动比大而机械效率过低的问题。国外的减速器,以德国、丹麦和日本处于领先地位,特殊在材料和缔造工艺方面占据优势,减速器工作可靠性好,利用寿命长。...