���������

������ʯ�ͻ�������,�����Ŵ����Ĵ�ֱ���������,��Ҫ�����ڸ��¼���ʴ���ʻ���,��ĸ���ڱ�����Ѻ�����ֲ�,�������ʹ������.��ʯ����˾�ļ��ⷴӦ��Ϊ��,�����豸�����ڸ��¡���ѹ�Լ�����������,����ʹ�ú����ֶѺ�����ĸ����ʵIJ����롢�Ѻ�����濪�ѡ����ϻػ�����������[1 -2].������ĶѺ���������Լ��������ƵIJ�����Ӱ�쵽����������ʹ������,��������ȫ��������,��˼�ʱ�ط��ֶѺ�������벢���ڽ��и��ټ��,�����ڰ�ȫ�����ļ�ʱ���ֺ��ų�,��Ϊ����������ʹ�����������ṩ�ɿ��ļ���������[3 -4].
����Ŀǰ,��ԶѺ��������ļ�ⷽ��ͨ���Dz��ó�����ֱ̽ͷ�ֶ�ɨ��.�����ֵ���ز��쳣���߶Ѻ������ز�����ʱ,���ݳ����ź��Լ���ر��ж��������Ƿ����,��������������˹�ȷ���Ͱ����������.�����ֶ������Ҫ��������ȱ��:
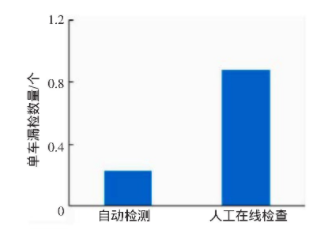
����( 1) �ֳ�̽ͷ����ɨ��,������ظ��Բ�; ( 2)���Ч�ʵ�; ( 3) ���������������Ϊ����Ӱ��ϴ�,�ɱ��Բ�; ( 4) �����������,�����Բ�; ( 5) �������ֱ��[5 -6].Ŀǰ,�����д��������ۺ������,������ʯ����ҵ�ļ��ⷴӦ������ʱ���ѳ��� 10 ��,�Ѻ�����������ΪӰ���䰲ȫ�ɿ����е���Ҫԭ��,Ϊ��,�����μ������ж�Ͷ����������������жѺ��������.���,�з��Ѻ��������Զ��������ϵͳ����������Ч��,���̼����� ( ���ʱ��ԼΪ�ֹ����� 1/5) ,��߾���Ч��,ʹ�������ֱ��,���������Ŀɱ���[7 -8].��Ҫ���ֱ��Φ4 257 mm / Φ4 247 mm,ĸ�ıں� 221 mm /221 mm���Ѻ����� 7. 5 mm �ļ��ⷴӦ��,����һ���������ֳ����ĺ�������Ѻ�����볬��������ϵͳ,ʵ�ֺ�������Ѻ������������۰��Զ�����ɨ��,������ݵ��Զ��洢������������,ͬʱ��ϵͳ�Բ�ֱͬ������ͬ��ȵĺ��������һ����������.
�������о��ɹ��Ѿ�������������������,���� 2010��Ӧ����ij��˾�ļ��ⷴӦ���ĶѺ����������.
����1 ϵͳ���
������������Ѻ�����볬��������ϵͳ��Ҫʵ�ֵĹ�����: ( 1) �����ֲ��������Զ�ɨ��,���������������ij���ָ��������; ( 2) �Զ�ʶ��ȱ��; ( 3) ʵʱ��ʾȱ�ݵ����λ�á���״�Լ���С;( 4) ����ʵ��ȫ����ɨ��Ͷ��㡢������ɨ��; ( 5)��ȱ��ȷ��λ�붨��; ( 6) ��¼���洢ɨ����,ʵ�����ݵĿ�����.
�����ɴ���Ƶĸ�ϵͳ�ɳ���̽ͷ���о�������������忨���������ݲɼ���������ͼ����ʾϵͳ����еɨ��װ�á�����λ������ϵͳ���.�Ѻ�����볬��������ϵͳ��Ҫ��������Ϊ: ��λ���ƻ�������λ�������˶������Ʋ������������ϵͳ���→��еɨ��װ�ô�������̽ͷ���趨�Ĺ켣����,ͬʱ����ϵͳʵʱ����̽ͷλ�����겢�����������ϵͳ→�������ϵͳ������в�ʵʱ���տ���ϵͳ���͵�̽ͷλ���ź�→�������ϵͳ��������Լ�̽ͷλ����Ϣ����洢����ʾ.ϵͳ����ͼ��ͼ 1 ��ʾ.
����
����1. 1 ��еɨ��װ��
������������Ѻ�����볬��������ϵͳ��еɨ��װ����Ҫ�ɴ��������������е�����������ֱ�ƶ������ͬ����ѹ�������֧���������̽ͷ�о�����Լ��������.
������������ʽ����,ͨ����������������еɨ��װ�ù̶��ں�����������,ͨ��˿�ܴ����Լ�ͬ��������,����̽ͷ�о����� X��Y �����ƶ�,ʵ�ֳ���̽ͷ�Ķ�����ɨ��.����ɨ��켣�Կɵ��ڵȼ���դ����ʽ����.
�������ǹ���Ӧ�õı���,����װ�ò���ģ�黯���˼��,ϵͳ����֮���ж��װ����,��ˮ����ؾ����ò��ʽ����,�����������ֳ��IJ�װ.װ��ʵ�P�����ͼ 2 ��ʾ.
����
�����û�еɨ��װ�þ��������ص�:
����( 1) ����ģ�黯���˼��,������еɨ��װ���ɶ��������߲������,��װ���ж����,����ط����ֳ�����Ӧ��,ͬʱҲ���ڻ�еɨ��װ�õ�ά�����Ľ��Լ�����;( 2) ��еɨ��װ�ýṹ��Ƽ��,��������Ż�,����������,�����˹���Ӧ��;( 3) ����ƫ��������,���������ӱ,�����˴������İ�װ���ж;( 4) ��е��������봹ֱ�ƶ�����Ļ���ʽ����,ʵ���˻�е��������봹ֱ�ƶ�����ķ������;( 5) ����ʽ̽ͷ�оߵ����,������ͨ�ó���̽ͷ,���Ը��ݲ�ͬ��Ҫ��������̽ͷ,ʵ�ּо���Ƶ�ͨ����,ͬʱ����������ֱ���Ӵ���ʽ,�ܴ�̶��ϼ�����̽ͷ���������ڶ�ά�ƶ�����Ļ���Ħ��.
����1. 2 ����ϵͳ
������������Ѻ���������ϵͳ�Ŀ���ϵͳ��������һ����ά���˶�����ƽ̨,��ϵͳҪ�������ָ������,����ϵͳ��Ҫ��������ָ��:
����( 1) ˮƽɨ���ٶȿɴ� 6 mm/s ���ɵ�; ��ֱɨ���ٶȴ� 300 mm/s ���ɵ�;( 2) �ܹ�ʵ�ִ�ɨ��;���ɨ��,��ָ��������ʵ�־���ɨ��;( 3) ϵͳ�Ŀ��Ʒ�ʽ��Ϊ�ֶ�/�Զ�,����֮������л�;( 4) X �� ( ˮƽ) �� Y �� ( ��ֱ) ���������ϵ��˶������� ± 1 mm.
����1. 2. 1 ����ϵͳ�������
�������˶�����,������� X��Y �����ϵ� 2 �����Э���˶����������õ���Ӧ�ٶ�.�ɴ�ѡ���� Tech-nosoft ��˾�� IPM100.IPM100 ���˶����ƺ��ŷ�����������һ��,�������С�����ܸߡ����Ƽ��۸�͵��ŵ�,����ÿ��ֻ�ܿ���һ�����.��Ҫ��̨���Эͬ����,ͨ�� RS485 ���߽�����������.���� Technosoft �˶�����ƽ̨ IPM motion Studio ʵ�ֿ��ٰ�װ�����Ժ��˶�����.ǿ��� TML ָ�������ʵ���˶�����Ķ����ִ��.
����1. 2. 2 ϵͳ�������
��������ϵͳ������Ҫ��ɶ�̽ͷλ�õ��˶�����,��ͼ 3.�û��������湦����:
����( 1) ������������ʾģ����Ҫ������һЩϵͳ���� ( ��ɨ�鳤�ȡ���������) �Ϳ��Ʋ��� ( ���ٶȲ��������ٶȲ�����) ;( 2) �κ�ʱ��,���Ƴ���ʱ�̼���ϵͳ������״��,��ʱ��ϵͳ����������Ӧ�Ĵ���.
����
�����������ְ��� X ���˶��� Y ���ɨ���˶������ݴ洢���������ֶ����ơ����ϴ������˶�״̬��ʾ��������ʾ��.�������� ( GUI) ��������,�����û����ԡ�����,ͬʱ�ܹ����ŷ����������ݹ�������Ϣ��ʾ����,���ڼ��.������ģ�����Ҫ����Ϊʵ�ֿ�������Ĺ滮,�� X ��� Y ���˶���,�������ϲ�ѯ������.
����1. 3 ���ݲɼ������ϵͳ
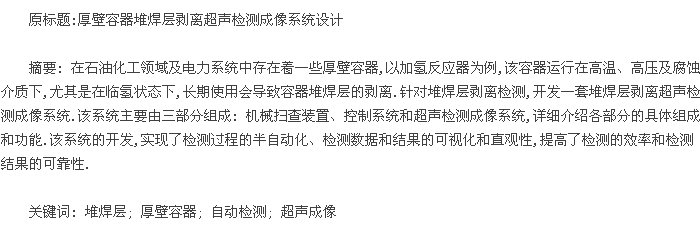
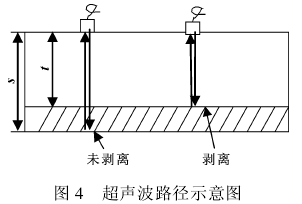
������������ڼ���ڱڶѺ��������Ҫ�����ó������巴�䷨�ڰ�����洦����ǿ�ҵķ��䲨���е�,ͬʱ,ԭ�ײ�������˥������.������·��ʾ��ͼ��ͼ 4 ��ʾ,����������ز�ʾ��ͼ��ͼ 5 ��ʾ.
����
����1. 3. 1 ��������ԭ��
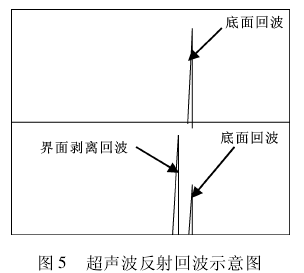
������ͼ 4 ��֪,����֪����ĸ�ĺ�� t �����ܺ�� s ʱ,�趨��ⷶΧ����������Ⱥͳ���բ�� A,ʹբ�� A ��ʵʱ�ɼ���ʾ�� A ɨ�ź�ͼ��λ�ڹ����ܺ�� s ֮ǰ�İ���ĸ�ĺ�� t ��.����ɨ���������һ���̶� ( ����) �İ���,��ز��źŻᳬ��բ�� A �������������Զ���¼.����ȿ��ò�ͬ����ɫ��ʾ.���,���̽ͷ�˶���λ����Ϣ,���γɰ��� C ɨ��ͼ��,��ͼ 6 ��ʾ.
����
����1. 3. 2 ����ģ�����
���������ݲɼ������ϵͳ�ɲ������õ���ģ�顢ʵʱ�ɼ�ģ���Լ������봦��ģ�����.
����( 1) �������õ���ģ��.��Ҫ������ٲ��Լ�У; ̽ͷ�ӳٵ�����; ɨ���ٶ�/���̵�����; ̽�������ȵ��趨; ��������������.
����( 2) ʵʱ�ɼ�ģ��.��Ҫ��ɲɼ��������;�����ļ��Ĵ洢·�����������е����ϵͳ��ͨ��;�Բɼ�̽ͷλ����Ϣʵʱ��ʾ A ɨ����; �ֶ�/�Զ��ɼ�.
����( 3) �����봦��ģ��.��Ҫ��� A ɨ��C ɨ����; ���ݻطš�����; ����IJ���������.
����2 �������
����Ӧ���������ϵͳ,��װ��ģ�����ϵIJο��Կ���м��,�òο��Կ�ں�Ϊ 108 mm,���жѺ�����Ϊ 8 mm.�˹�������Ϊ Φ2��Φ3��Φ4��Φ10 ��ƽ��,�ӶѺ��㴦�ӹ������洦.
�����ο� JB4730. 3-2005 ��,��ĸ�IJ���Ѻ�����ĸ�ĵİ���,Ӧ���� ��10 ��ƽ����Ϊ���Ļ�������[9].�Դ˻���������� 6 dB ��Ϊɨ�������������ο��Կ�,��������ͼ 7 ��ʾ.
����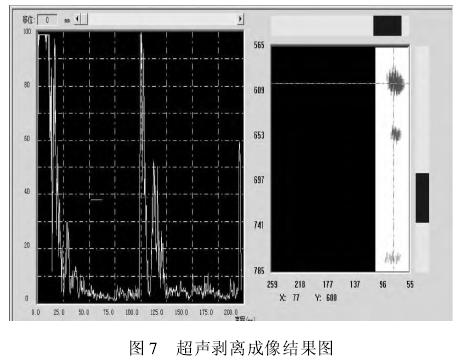
�����ɳ��������Կ���: ���Զ�������ϵͳ���趨�ļ����������,���� Φ4 ��ƽ��,������������.ʵ�ʼ�������,���ݼ���,�Է��ֵİ�����ȱ�ݽ�����������.
����3 ����
������������Ѻ�����볬��������ϵͳ�Ŀ������н�Ϊ�㷺�Ĺ���Ӧ��ǰ��.��ϵͳ�Ŀ���ʵ���˴�ֱ����������ĶѺ��������Զ��������,�����������ֶ���������Ч�ʵ��¡�������ظ��Բ������ݿ����Բ��ȱ��,�ƶ��˼����̵��Զ���,����˼�����Ŀ��ظ��ԡ��ɿ��ԡ��ɶԱ��ԺͿ�����.
�������о��ɹ�������ģ�黯�����˼��,�������ֳ��Ĺ���ʹ��,ͬʱ��ϵͳ��ά���Ľ��ṩ�˷���.���о��ɹ����д�����,���������Զ���ʵ������һ����.���о��ɹ��Ѿ�Ӧ����ij��˾�ļ��ⷴӦ���ĶѺ����������,ͬʱ��ϵͳҲ��Ӧ�����������ƴ�ֱ����������ĶѺ����������.
���������:
������1��������. ���ⷴӦ����������[J]. ������ҵ,2005,18( 2) : 47 -50.
������2��������,���Ļ�,¬�촺. ���ⷴӦ���ķ�չ��ʷ[J].һ�ؼ���,2004( 1) : 1 -3.
������3��ë����,��ƽ�. ���ⷴӦ����������е���������( ��) [J]. ѹ������,2005( 4) : 17 -21.
������4���,����Ƽ,֣����. ���ⷴӦ�����˼����鼼��̽��[J]. �����Ƽ�,2004,12( 5) : 39 -42.
������5������. �������Ӵ��ͼ��ⷴӦ���ĺ��Ӹ�ʴ[J]. ʯ�ͻ�����ʴ�����,2005( 4) : 37.
������6��������,�̺���. ���ⷴӦ��ѹ�����������ԭ��ʹ�ʩ[J]. ʯ�ͻ�����ȫ����,2004,20( 4) : 41 -43.
������7��������,����,�����. ѹ������������---���ⷴӦ���������⼼��[J]. ������,2005( 2) : 96 -99.
������8��̸��ף. ���ⷴӦ���������˻��������о�[J]. ʯ�ͻ����豸,2003,32( 2) : 9 -11.
������9��ȫ����¯ѹ����������ίԱ��. JB/T4730. 3-2005 ��ѹ�豸������: �������[S]. ����: ��е��ҵ������,2005.

�����ۺ����ܼ����ά����������״����չ
�����������ҹ����ڷ��ٵķ�չ�Σ������ĽṹԽ��Խ���ӣ������Ĺ���ҲԽ��Խ�����������ľ���Ҫ��ҲԽ��Խ�ߣ��������������ά�ļ���Ҫ��Ҳ��Ӧ��ߣ���Ҫ�����������ά�����������������ȷ�������Ż��ķ�������ݣ�����֤���������ά���ܹ�Ӧ��...

�������ɽ���ܺͽ�������������ɣ����������Ҫ������������Ϊ�˱�֤�˿���ʹ�õ���ʱ�İ�ȫ�����Ǿ�Ҫ�Խ���ܵĽṹ��ʽ����С�Լ�ѡ�Ľ�����Ʋ���������ǿ�Ƚ���У�ˡ�...

1ѹ������ȱ�ݵIJ���ѹ����������ư�ȫ�����ձ�ϸߣ�������ʹ�õ�����£���������ѹ���������Ҫ��ķ�Χ�ڣ���ʹ�Dz��ó���̽�˷������ס�������ȱ�ݵ�����������������ܹ�������ȫ�����С�ѹ����������Ҫ��������һ��ѹ���Ļ����´洢���ʣ���ʹ��...
ѧ����������Ҫ�㼯8ƪ�������������ά�����ķ��ģ�����Ҳο�ѧϰ�����������������⡢����ά�ޡ�������ȫ�����ķ��ģ����������ʱ����Ժ����IJο�һ�¡�...

Ϊ�ܹ�ʹ�����ֶ������õ��Ϻñ�֤, Ӧ��ѡ��ͨ����Ч�������ԶԳ����ֶԽ��п�ѧ����, �Ӷ�������ֶ��й��ϳ���, ��֤������ʹ�á����ľ���·�����ֶԼ�⼼�����н��з�����...
����Ϳװ���գ�һ��ɷ�Ϊ���֣�һ��Ϳװǰ�����ı��洦����Ҳ��ǰ��������������Ϳװ��ʩ�����ա����洦����Ҫ�������������������ۡ���������ʴ���Լ���������ҵʱ��Ϳ�ϲ������ȣ��Ը��ƹ����ı���״̬���������ݸ��־�������Թ���������л�е...

�ܶ���ҵ�ķ�չ���벻����е���̵�ʵʩ���������Ż�е���Ŀ��ٷ�չ����е����ʵʩ���dz�Ϊ������ҵ����ҵ��չ�Ĺؼ����ء���е����ʵʩ�����У����Ӽ����Dz��ɻ�ȱ�ļ�����...

��ȼ��װ������ȫ�Զ�����Ħ��Ť���������Ӧ
���ž���ˮƽ����ߺ;������Ƶĸĸ�ҹ���ҵҲ���ֳ�������չ�����ơ����Ź�ҵ�ķ�չ����ȼ�����㷺ʹ�ã�����Ч��Ͱ�ȫˮƽ��ߣ��ٽ����ҹ���ҵ�����Ŀɳ�����չ��...
���Ź��õķ��ٷ�չ���Ƽ���չ�ٶ��ڲ������죬���Ҵ����˻�е���̼����ķ�չ�����Ƕ���������ȫ�Լ�ƽ����Ҳ���˸��ߵ�Ҫ����Ϊ�����������Ǵٽ���������ƽ���⼼����չ����Ҫǰ�ᡣ���ͬʱ�������������̵��е�ƽ����Ч���Լ���е�豸������...

��ǰ�ҹ��Ƽ����ٷ�չ�����и�ҵ��������������������Ҫʱ�ڡ���������ά�����⼼����˵������Դʱ�������IJ��������µĻ����������µ���ս��...