机械工程论文


0 引言
自动化立体仓库的广泛应用,极大程度的促进了现代物流业的快速发展。与传统存储仓库相比,具有土地空间利用率高、节约劳动力、作业安全、物流效率高、使用范围广等优点。巷道堆垛机作为自动化立体仓库的运动核心,在可编程控制器PLC的控制下,可实现立体仓库的自动、智能化存/取货操作。特别是西门子S7-300PLC和激光测距技术的组合应用,进一步推进了自动化立体仓库技术的发展。
1、 自动化立体仓库组成及功能
自动化立体仓库由立体存储货架、电气设备和巷道堆垛机三部分组成。其中,立体存储货架负责对所存储货物进行科学归类、存放;电气设备包括:电气控制装置、驱动装置、变频调速装置、操作面板、PLC控制模块、位置检测装置、通讯设备、在线监控装置、计算机管理设备等;巷道堆垛机为立体库仓库的存/取货执行机构,在PLC控制系统的控制下完成货物的精确存/取货动作。
2、 堆垛机控制系统组成
自动立体仓库巷道堆垛机的自动取/存货动作的控制是由PLC进行直接控制和状态记录,是整个控制系统的核心部分。在进行巷道堆垛机控制系统PLC选择时,大都选择西门子S7-300 PLC,其具有:价格适中、工作稳定性高、兼容性强、扩展能强等方面的特点。
2.1 硬件选型配置
自动立体仓库巷道堆垛机控制系统在进行选型配置时,应做到在顾全整体通讯负载平衡的情况下,进行合理的硬件配置。主要选择原则为:在一个项目中尽可能的配置一个主站和多个从站。以某单位自动化工装立体仓库为例:在控制系统中只有一个主站(也控制各巷道自动送货小车),各巷道堆垛机控制系统PLC都做为从站,主站和从站之间的通讯通过有DP协议的红外通讯实现的,如图3所示。
根据生产现场使用要求和设备的后续改造升级的需求,本控制系统选用西门子S7-300 PLC,CPU为 313C-2 DP 紧凑型 CPU以满足设备对控制系统信息处理能力和响应时间较高的使用要求。
同时,内部集成的数字量输入/输出模块还可直接与光电检测传感器、电机编码器等连接,实现对巷道堆垛机的安全、精确控制。此外,第二个串口可以与其它的外围设备相连接,例如打印机、条形码扫描器等实现对工装存放的科学管理。
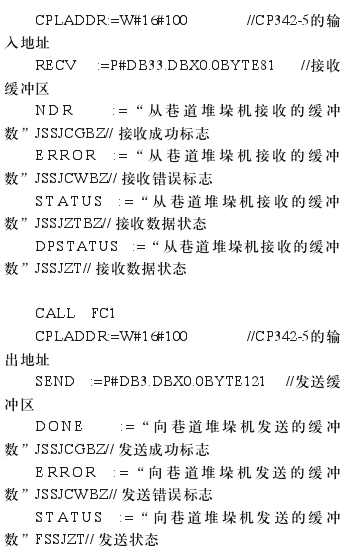
同时,注意在硬件组态网络通讯时,因主站采用CP342-5通讯模块,主站在访问从站时需调用标准的CP通讯功能块FC1(发送数据)、FC2(接收数据),在S7-300编程软件Library->“SIMATIC-NET-CP”-“CP300”中复制,格式如下:

2.2 网络通讯的实现
自动立体仓库巷道堆垛机控制系统的数据通讯是通过Profibus-DP网络进行(以某单位刀具立体库巷道堆垛机为例)。将可编程控制器、激光测距仪、水平电机变频器、升降电机变频器、货叉电机变频器、控制面板触摸屏、上位机控制平台等连接到同一个Profibus-DP网络中,为连接在DP网络上的每个模块分配不同的总线地址, 通过访问不同的DP总线地址实现PLC可编程控制器与激光测距器、触摸屏及各驱动变频器之间的数据通讯。并通过红外通讯,实现PLC与上位机控制台之间的数据通讯,如图4所示。
2.3 绝对认址的实现
S7-300 PLC与激光测距技术在巷道堆垛机中的应用,实现了巷道堆垛机的绝对认址。与相对传统的认址片相对寻址技数相比具有:计数、定位的精度高,方便日常维护的特点。以SickDME5000-111型激光测距仪在巷道堆垛机中的应用为例:在与S7-300PLC进行在进行项目硬件组态之前,需先进行对应GSD文件的加载。之后,才能进行正常的硬件组态及相关通讯参数的设置和实现最终的现场设备控制通讯连接。
同时注意:在进行机架、电源、CPU、扩展模块、输入输出模块、接口等模块进行硬件组态,各模块订货号必须与最终所选硬件订货号完全一致,这样才能确保整个项目进行组态编辑后,使设备与PLC和上位机之间进行正常的数据传输通讯。
在选择激光测距仪的数据传输线时,要选用带有屏蔽功能的双绞线,以确保数据传输的可靠性。电气连接要按标准接屏蔽层,并可靠接地。
尽可能远离强干扰源,如变频器电缆的出口、电焊机的电源、动力电缆等等。
3、 控制方式及编程技巧
3.1 控制方式
为了便于设备安全操作和日常维护,自动化立体仓库巷道堆垛机的控制系统需具有以下四种操作方式:
1)手动操作:主要包括对运行机构、升降机构、取货机构的控制,报警指示和报警信息的查询及现场故障处理。但在此种模式下进行堆垛机操作时,一切保护装置失效,操作危险性较大,只能在设备维修时使用。
2)半自动操作:主要用于系统运行中的报警指示和报警信息查询,此种操作模式下,安全保护报警装置有效。
3)单机自动操作:可实现巷道堆垛机的自动控制,多用于联机网络断开和零星存/货时应用。
4)联机自动控制:实现成批货物的远程自动存/取控制和设备运行状态监控。
以上四种操作模式之间为两两互锁关系。当操作方式从当前某一操作方式切换到另一种操作模式时,只要动作未完成,系统默认当前正在执行的操作模式。同时注意,在设备工作时,请勿进入工作区域,以免造成人身伤害。
3.2 编程技巧
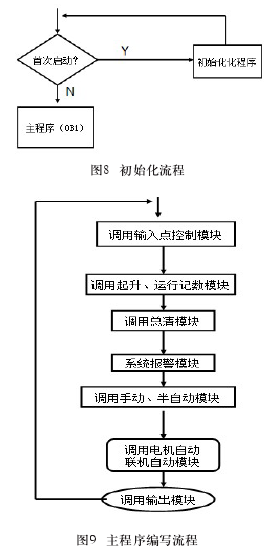
在进行控制程序编写时,需熟悉S7-300 PLC程序编写的特点。需有一个OB100暖启动程序块,用于PLC第一次上电启动时执行组织块,它可把程序中的初始化代码放到该程序中执行(控制程序初始化)。为了使所编写程序不显得过于臃肿、零乱,方便查找、修改,在控制程序编写时需编一个OB1主程序,采用主程序调用功能块(子程序)FC、FB的编程模式,使控制程序模块化。当控制程序在执行时,系统直接访问主程序,若需执行行某一功能,主程序会直接调对应的功能控制块子程序块。既优化了整个控制程序的编程结构,又便于设备各控制功能的拓展和优化。
注意在程序编写时:FC、FB是将控制系统中的不同控制功能实现模块化的编程。当FC、FB模块中不带参数时,编程形式没有区别。当带参数时,FB需要背景数据块的支持,需建立对用的背景数据块DB块,而FC不需背景数据块支持。
根据以上流程图进行主控制程序和各控制功能模块的编写,将会使编程人员的思路清新,也可进行团队分工编写,提高程序编写效率。
4、结束语
S7-300 PLC在自动化立体仓库巷道堆垛机控制系统中的应用,极大程度的推动了自动仓储技术的发展。特别是其与激光测距仪的组合使用,在实现了巷道堆垛机绝对认址的同时,也提高了设备运行的定位精度和日常运行的可靠性,方便了设备日常维护,将成为当前一段时间自动化立体仓库巷道堆垛机控制系统发展的方向。
参考文献:
[1] 廖常初.西门子S7-300/400应用技术.北京:机械工业出版社,2008.5.
[2] 向晓汉.西门子PLC高级应用实例精解.北京:机械工业出版社, 2010.7.
[3] Sick DME5000激光测距仪应用手册.

机械制造和自动化在农业机械制造业的发展中具有十分重要的作用,大量的农业生产机械的出现使得粮食不足的问题得到有效解决,在提升农业生产效率的同时,还有效的减轻了操作人员的劳动强度,这样就使农业生产可以实现快速、稳定和持续的发展。然而在社会经济...
在新时代下,高新技术融入传统产业必将会引起一场革命。在新技术革命浪潮的冲击中,传统产业中产品与生产系统结构都会发生历史性的转折。相应地,在机电一体化技术飞速发展的过程中,作为关键元素的运动控制技术,也得到了前所未有的发展。一些运动控制新技...
1机械工程自动化的应用现状及注意问题分析(1)机械工程自动化的应用现状。机械自动化就是一些机器或者装置通过机械方法来掌握自动化控制的整个过程。在自动化的应用中,我国的机械工程行业发展比较快,但是与其他发达国家相比,我国的自动化技术在机械工...
引言随着科学技术的不断发展,对机械制造产业也起到了带动作用,人们对机械自动化的实际应用也有了愈来愈多的关注,机械自动化是比较新型的生产力,其对机械制造业的发展有了很大的推动作用。机械制造产业在这一发展过程中所面临的挑战比较严峻,同时这也是...
1机电一体化的发展和计算机的应用1.1机电一体化的发展工业革命推动了人类社会的进步和发展,1971年,提出了机电一体化的概念,其目的就是将人力劳动从生产中解放出来,实现更高的生产效率和效益。1984年,对机电一体化提出了初步的定义,其中计算机信...

本文提供几篇优秀机械设计制造及其自动化毕业论文,希望对大家有所帮助。范文一:论文题目:计算机辅助机械零件精度设计研究摘要:现代的机械产品中,机械的精度计算是整个机械设计的完整度的判断标准。计算机辅助机械零件的精度设计作为整个机械设计中...
1我国机械工程自动化技术的现状以及存在的问题1.1自动化技术的概述.自动化技术是指机器或装置在没有人操作的情况下仍然能够按照预定的指令或程序进行操作的过程.机械自动化技术的产生与发展标志着机械工程业进入了一个崭新的时代,自动化技术在生产中的广...
自动化设备广泛应用于机械制造生产实践过程中,是机械工程科学技术现代化的重要标志。在自动化设备安装的过程中,各零部件的安装将会直接影响到整个设备的结构精度,安装周期的长短、安装质量的好坏会直接影响产品的后期效益,安装技术在自动化设备安装过...

本文针对城市中停车难的问题,开展PLC技术在智能立体车库设计研究。应用PLC自动控制技术设计智能操作平台,从任务分析与PLC接口分配、车位定位功能设计、车位升降功能设计、车辆查找定位功能设计、客户身份识别功能设计等功能项完成智能立体车库的设计。...
1概述在我国,装备制造业的发展可谓与时俱进,尤其是机械加工制造工程的迅速发展,同时机械工程自动化技术也正在走向成熟,这种成熟发展则主要体现在以往的简单化系统模式正在发展成集智能、复杂和先进国内外技术于一身的现代化机械自动化技术。此类智能化...