机械工程论文

螺纹连接是汽车制造技术中使用最广泛的连接方式,螺纹连接质量直接影响到汽车装配质量和行驶可靠性[1].而影响螺纹联接可靠性的因素有材料、摩擦系数、紧固件加工方法等[2].我国传统汽车产品的螺纹联接一般基于经验设计,对螺纹紧固件没有明确的摩擦性能要求,螺栓轴向预紧力分散,联接可靠性较差,经常发生松动、断裂等质量问题[3].国标里缺乏车用螺栓的摩擦系数的标准规范,一些汽车厂商将摩擦系数控制在 0. 13 ±0. 03 和0. 18 ~ 0. 3 这两个范围[4-5].微车中的连接螺栓多用六角头或六角法兰电镀锌螺栓、达克罗螺栓[6]等,国内对于微车的常用高强度螺栓的摩擦系数对其联接性能的影响缺乏深入研究.
从控制螺栓扭矩系数稳定性、防松脱两个方面分析了摩擦系数对其联接特性的影响,并通过实验验证,提出了摩擦系数控制范围的建议.
1 摩擦系数对螺栓联接性能的影响
1. 1 摩擦系数对扭矩系数的影响
装配螺栓大多使用扭矩法[7],扭矩系数是宏观反应轴向夹紧力与拧紧扭矩的线性关系[8].而摩擦系数是一个材料常数,当接触面的材料、表面状态一致时,摩擦系数基本不变.
国家标准 GB/T16823. 3 - 2010《螺纹紧固件紧固通则》中指出,扭矩的计算公式为
T = Tw+ Ts+ Tf= KFfd ( 1)
扭矩系数的计算公式为
K =1/2d(P/π+ μsd2secα' + μwD)w= K1+ K2+ K3 ( 2)
式中: 克服螺栓头摩擦消耗的扭矩 Tw=1/2FfμwDw;克服螺纹摩擦消耗的扭矩 Ts= Ffμsd2/2cosα'; 转化为预紧力的扭矩 Tf= FfP/2π.
螺栓的扭矩系数也可分为 3 个部分: 螺栓头部扭矩系数 K1=1/2dμwDw,螺纹扭矩系数 K2=1/2dμsd2/cosα',预紧力扭矩系数 K3=P/2πd.
扭矩转化率的计算公式为
η =K3/K1+ K2+ K3=P / ( 2π)/μwRw+ μsr2secα' +P2π ( 3)
式中: K 为扭矩系数; P 为螺距,mm; d 为螺纹公称直径,mm; d2为螺纹中径,mm; μs为螺纹摩擦系数;α'为螺纹牙侧角,°; μw为支撑面摩擦系数; Dw为支撑面等效摩擦直径,mm,Ff为轴向预紧力,kN.在螺栓拧紧实验中,通常将螺纹摩擦系数 μs与支撑面摩擦系数 μw近似相等,以总摩擦系数 μ 来表征不同装配螺栓的摩擦系数.
轴向预紧力稳定,螺栓联接性能好.而扭矩系数的散差过大,不利于螺栓的可靠服役.由式( 2)可以看出,紧固件的摩擦系数散差与扭矩系数散差呈同方向变化的.在微车批量装配螺栓的条件下,根据不同供应厂商提供的高强度螺栓,同一型号各个螺栓的摩擦系数存在散差,若摩擦系数散差过大,则可能导致扭矩系数散差过大,轴向预紧力分散,螺栓联接会过早地失效,所以要控制同种高强度螺栓摩擦系数的散差.
拧紧螺栓需要克服摩擦力的作用,消耗拧紧力矩的能量一部分为克服螺栓头摩擦力矩消耗的能量,一部分为克服螺纹摩擦力矩消耗的能量,剩下的转换为保持螺栓预紧力所需要的能量[9].取 d =10 mm,α' = 30°,P = 1. 25 mm,查 GB / T196 - 2003得到,d2= 9. 188 mm,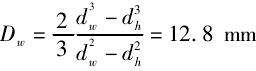 .μs= μw= 0. 10,μs= μw= 0. 15,μs= μw= 0. 20,μs= μw=0. 30 时扭矩的分布情况[10],如表 1 所示.
.μs= μw= 0. 10,μs= μw= 0. 15,μs= μw= 0. 20,μs= μw=0. 30 时扭矩的分布情况[10],如表 1 所示.
由表 1 可知,摩擦所决定的力矩要占 90% 左右,而用于产生螺栓预紧力的力矩仅占 10% 左右,拧紧力矩中大部分能量都被摩擦消耗.摩擦系数大,摩擦消耗的能量就越多,装配扭矩转换为预紧力的比例就小.从能量利用率上说,摩擦系数越小,扭矩的利用率越高,同时,对高强螺栓的工艺和拧紧设备的要求更加严格,成本也更高.
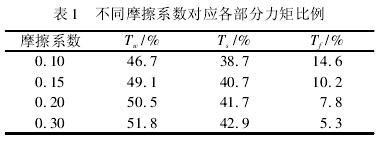
从式( 3) 可看出,随着紧固件支撑面的摩擦系数和螺纹摩擦系数减小,扭矩转化率增大,说明摩擦系数小有利于能量利用.根据式( 3) 绘制出扭矩转化率的三维图和平面图( 图 1、图 2) .
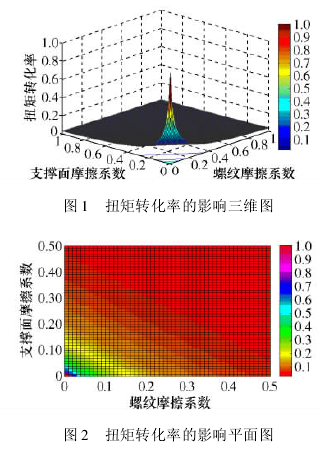
可知摩擦系数越小,对扭矩系数的影响越大,但当支撑面摩擦系数超过 0. 18,螺纹摩擦系数超过0. 23 时,摩擦系数对扭矩系数的影响不大.当控制螺栓的摩擦系数小于 0. 18 时,更应该控制摩擦系数的散差.
1. 2 摩擦防松机理
变载荷、振动和冲击是造成螺纹紧固件松动的主要因素[11].微车在行驶过程中,其螺栓都处于振动、冲击、磨损或者高温的环境中,由于各零件的惯性和与其相连零件的相互作用,使螺纹的摩擦系数急剧降低,甚至出现摩擦阻力瞬时消失,破坏原有的平衡关系,使螺纹副不能满足自锁条件,产生微量的相对滑动,多次相对滑动累加,就会导致预紧力减小,最终连接松动[10].
摩擦所决定的力矩要占 90% 左右,上述环境的变化,都对摩擦所决定的力矩造成大的波动,所以在联接中,要保持稳定的摩擦系数,才不致使拧紧力矩迅速降低而产生松动.同时摩擦系数越大,摩擦阻力也越大,螺栓联接松动的可能性就越小[12],有利于提高螺栓的防松性能.
2 实例
以上理论分析可知摩擦系数是影响扭矩系数的主要因素之一[13].扭矩系数是一个经验参数,影响扭矩系数的原因有很多,即使一批螺栓的摩擦系数恒定,扭矩系数也不可避免地出现散差.是否对摩擦系数进行控制,控制到哪个程度,控制摩擦系数能否使扭矩系数稳定,需要实验进一步探索.
螺栓的摩擦系数小,有利于更多的能量转换为轴向预紧力,提高扭矩的利用率,但是摩擦系数大,能提高摩擦系数的防松性能.对摩擦系数的控制范围需要进一步实验研究.而目前有些汽车厂商将摩擦系数控制在 0. 13 ±0. 03 和 0. 18 ~0. 3 两个范围,所以,针对这 2 组摩擦系数的范围,综合控制扭矩系数的稳定性和保证防松性能两个因素,对摩擦系数的控制范围进行分析.
2. 1 摩擦系数对扭矩系数稳定性影响的实验
实验采用 Schatz 多功能螺栓紧固分析系统,该系统可以测量出螺栓的极限强度、螺栓拧紧过程中的夹紧力、螺纹副上的扭矩等.实验严格按照 GB/T16823. 3-2010 实施.
以控制摩擦系数在 0. 13 ± 0. 03 范围的电镀锌螺栓和未控制摩擦系数的电镀锌螺栓[14]为实验对象,通过紧固件拧紧实验分析两种螺栓的扭矩系数散差.试验螺栓统一为六角头螺栓,螺母为六角法兰螺母,螺栓型号为 M10 × 1. 25 × 60,强度等级为10. 9 级,螺母型号为 M10 × 1. 25,相应等级为 10级.两者表面处理方式相同,处理后螺栓与螺母采用 6H/6g 配合.垫块板厚为 3 mm,机械加工后表面粗糙度为 3. 2 μm,锐角倒钝.
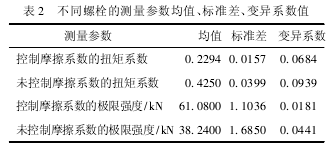
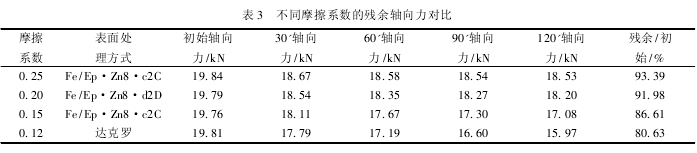
每组按照不同的连接部位进行 50 次实验,通过Matlab 软件对记录的数据分别进行正态分布拟合[15],如图 3,图 4,并计算两种螺栓的扭矩系数和强度极限的均值、标准值和变异系数[16].将扭矩系数和极限强度制成分布盒图,如图 5,图 6 所示.
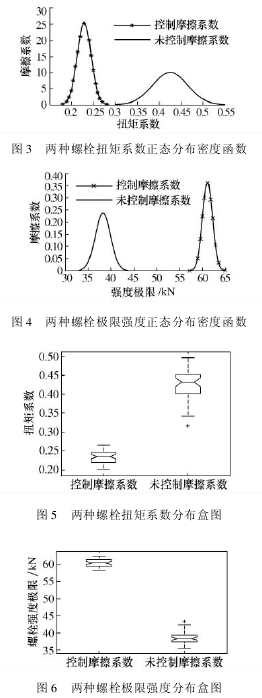
从图3,图5 可以看出控制摩擦系数后的扭矩系数的正态分布更为集中,而未控制摩擦系数的扭矩系数的正态分布则分散.从表 2 可以看出,控制前扭矩系数大多分布在0.43 左右,而控制后扭矩系数大多分布在0.23 左右,扭矩系数显着减少,降低了46.5%,标准差和变异系数反映了扭矩系数的散差,控制后扭矩系数的标准差、变异系数分别降低了 60.7% 和 27.2%.
说明摩擦系数散差对扭矩系数散差的影响大,控制摩擦系数有利于控制扭矩系数的稳定性.
从图 4,图 6 可以看出控制摩擦系数后的极限强度的正态分布更为集中,而未控制摩擦系数的极限强度的正态分布则分散.从表 2 可以看出,控制后螺栓的极限强度要高出控制前的 59. 7%,控制后极限强度显着提高,控制后极限强度的标准差和变异系数分别降低了 34. 5%和 59. 0%,说明控制摩擦系数可以显着提高螺栓联接性能的稳定性.
2. 2 摩擦系数对螺栓防松性能的影响实验
横向振动相对于轴向振动更易产生螺纹连接松动[17].直接测试微车工作时螺栓摩擦系数的动态变化耗费多,这里以横向振动为例,通过测试预紧力的衰减,衡量不同摩擦系数的微车常用高强螺栓的防松性能.
实验采用横向振动试验机,夹紧力测量误差在± 3% 内,横向位移测量误差在 ± 1% 内.将紧固件拧紧在试验装置上,试验机产生交变横向位移,连续记录螺栓预紧力变化的瞬时值,根据记录的数据,判定紧固件的防松性能.实验严格按照 GB/T10431-2008 实施.
试验螺栓为 4 种摩擦系数的六角头法兰面螺栓,表面处理方式分别为 Ep. Zn8. c2C、Ep. Zn8.c2C( 控制摩擦系数为 0. 15 ) 、Ep. Zn8. c2D、达克罗,与之相配的螺母的表面处理方式相同,螺栓与螺母采用 6H/6g 配合,每组取 10 个螺栓螺母,计算均值.对不同摩擦系数的螺栓进行横向振动实验,测试初始、30'、60'、90'、120'后的轴向力,实验结果如表 3.
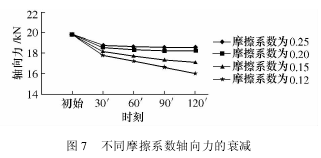
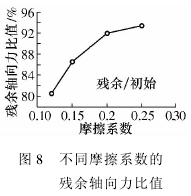
通过不同摩擦系数的螺栓残余轴向力对比,得出摩擦系数越小,防松性能越好.从图 7 中可以发现轴向力下降的趋势大致相同,而且在最初的 30'下降最显着,最大降幅分别为 5. 90%、 6. 32%、8. 25% 、10. 20% .摩擦系数为 0. 25 和 0. 20 的螺栓在 60'后轴向力的降幅很小,不到 0. 4%,预测这两种摩擦系数的螺栓防松性能稳定,摩擦系数为 0. 12的螺栓在 60'以后,预紧力有持续下降的趋势,但不明显,其防松性能较好.图 8 中通过对不同摩擦系数残余/初始的对比,当摩擦系数从 0. 15 变化到0. 12,虽然摩擦系数只降低了 0. 03,但是剩余预紧力与初始预紧力的比值下降了 6%,降幅最大,而且随着摩擦系数的降低,剩余预紧力降低的越多,说明摩擦系数小的螺栓也要控制散差,保证螺栓防松性能稳定.
摩擦系数对于螺栓的防松性能影响大,摩擦系数越小,越不利于防松,这与摩擦防松机理相吻合.
随着车况、环境的影响,微车的高强螺栓的摩擦系数是动态变化的,摩擦系数越小的螺栓在服役过程中摩擦系数的继续降低是导致螺栓联接松脱的主要原因.经过实验可知,微车高强螺栓摩擦系数 0. 12 左右及以上的螺栓的防松性能比较好.
3 结论
1) 对拧紧扭矩的能量损失和扭矩的利用率进行分析,得出降低螺栓的摩擦系数能提高扭矩的利用率,有利于减少拧紧力矩的能量损耗.
2) 通过扭矩转化率的三维图和平面图可以看出摩擦系数不同取值对扭矩系数的影响,发现当支撑面摩擦系数超过 0. 18,螺纹摩擦系数超过 0. 23时,摩擦系数对扭矩系数的影响不再显着,摩擦系数小于 0. 18 的螺栓要注意控制散差.说明摩擦系数越小,对扭矩系数的影响越大,必须控制摩擦系数,提高扭矩系数的稳定性.
3) 对控制摩擦系数前后的电镀锌高强螺栓进行了拧紧实验,发现控制螺栓的摩擦系数能提高扭矩系数的稳定性.摩擦系数在 0. 13 ± 0. 03 的电镀锌高强螺栓的扭矩系数稳定性好.
4) 通过横向振动实验对不同摩擦系数的螺栓的防松性能进行评估,可知随着摩擦系数增大,防松性能越好.同时,摩擦系数为 0. 12 左右及以上的螺栓的防松性能比较好.摩擦系数为 0. 13 ± 0. 03 的螺栓的防松性能比摩擦系数为 0. 18 ~ 0. 3 的螺栓差,但是前者的防松是可靠的.
5) 针对目前有些汽车厂商将摩擦系数控制在0. 13 ± 0. 03 和 0. 18 ~ 0. 3 两个范围,从控制扭矩系数的稳定性和防松可靠两方面综合考虑,摩擦系数控制在 0. 13 ± 0. 03 的螺栓比控制在 0. 18 ~ 0. 3 的螺栓联接性能更好.
[参考文献]
[1] Nassar S A,Matin P H,Barber G C. Thread frictiontorque in bolted joints [C]/ / American Society ofMechanical Engineers, ASME / JSME 2004 PressureVessels and Piping Conference,2004: 145-154
[2] 李至广. 钛合金螺纹连接结构预紧力、应力、可靠性分析[D]. 长沙: 国防科学技术大学,2004Li Z G. Analysis of preload, stress, reliability oftitanium screw joint structure[D]. Changsha: NationalUniversity of Defense Technology,2004 ( in Chinese)
[3] 熊云奇,张琼敏,卢海波. 汽车螺纹紧固件摩擦性能要求探讨[J]. 汽车科技,2000,( 1) : 30-32Xiong Y Q,Zhang Q M,Lu H B. Automobile frictionperformance requirements of threaded fasteners [J].Auto Mobile Science and Technology,2000,( 1) : 30-32( in Chinese)
[4] 林湖. 高强度汽车紧固件调查报告[J]. 汽车工艺与材料,2006,( 6) : 27-29Lin H. Investigation report on high-strengh automotivefasteners [J]. Automobile Technology and Material,2006,( 6) : 27-29 ( in Chinese)
[5] 林浩. 如何合理选择螺栓的装配扭矩[J]. 汽车与配件,2012,( 46) : 26-27Lin H. How to select the reasonable assembly torque ofthreaded fasteners [J]. Automobile and Parts,2012,( 46) : 26-27 ( in Chinese)
[6] 徐关庆,林胜荣. 汽车防护性表面处理技术发展[J].电镀与精饰,2007,29( 4) : 27-32Xu G Q,Lin S R. Development of automobile protectivesurface treatment technique[J]. Plating and Finishing,2007,29( 4) : 27-32 ( in Chinese)

液压螺母破切器是一个快速拆剪废旧螺栓的工具。对现有产品的多处改进,使得液压螺母破切器的可使用性大大提高,并且提高了工作效率,降低了生产成本。 ...

螺栓是工业生产中常用的紧固件,不锈钢螺栓相比碳钢螺栓、合金钢螺栓,无论在低温、高温环境,其应用范围更为广泛,因此在石油、化工、冶金、能源、宇航工程和海洋开发等领域得到广泛应用。不锈钢螺栓失效断裂的事故在各石化企业时有发生,一旦管道阀门螺栓...