水工建筑物论文

摘 要: 整体式门槽预埋件的推广应用既能提升闸门门槽的制作安装质量,又能提高施工工效和工程外观质量,文章简述整体式门槽埋件的结构型式和选材、典型设计尺寸明细;从预埋件制造的工艺流程、操作要点、埋件成品保护等细化整体式门槽预埋件制作过程,从安装前的检查与测放,安装时的吊入、检查、定位、检验、复核,浇筑前的检验、复核等简述预埋件浇筑前的安装步骤;列举整体式门槽埋件在水利工程中的应用实例,说明功能符合设计及规范要求,肯定混凝土浇筑质量以及工程外观质量;可将整体式门槽埋件在全省水利工程涵闸工程中推广应用。
关键词: 整体式门槽预埋件; 水利工程; 涵闸; 应用;
Abstract: The popularization and application of integral door slot embedded parts can not only improve the production and installation quality of gate slot, but also improve the construction efficiency and engineering appearance quality. This paper briefly describes the structural type, material selection and typical design size of integral door slot embedded parts,refines the production process of integral door slot embedded parts from the technological process, operation points and finished product protection of embedded parts, from inspection and discharge before installation, lifting, inspection, positioning, inspection and review during installation. The installation steps of the embedded parts before pouring are briefly described, such as inspection and review before pouring. The application examples of integral door groove buried parts in water conservancy projects are given to show that the function meets the requirements of design and code, and the pouring quality of concrete and the appearance quality of the project are affirmed. The integral door slot buried parts can be popularized and applied in the culvert sluice project of hydraulic engineering in the whole province.
Keyword: integral door slot embedded parts; hydraulic engineering; culvert gate; application;
引言
在水利工程建筑物施工过程中,经常会遇到水闸的施工,而门槽埋件是闸门不可缺少的构件[1]。长期以来,我省平面钢闸门门槽埋件通常采用3个部分单独制作、分别架立安装的分体式结构型式。这种结构型式,有以下几方面不足:首先埋件安装、模板架立和混凝土浇筑同时施工或交叉作业,影响施工安全,并容易出现埋件偏位的现象;其次增加施工工序和作业难度,基本都分两次预埋、两期浇筑,易出现振捣不密实和表面不平整等质量缺陷,一期和二期混凝土浇筑界面易留下一道施工冷缝;焊接位置不准确或者二期浇筑过程中跑模等原因导致的闸门无法正常放入门槽或闸门安装后止水密封不严漏水现象[2];另外分期预埋、焊接、浇筑降低施工工效,增加工期。
为进一步提升闸门门槽的制作安装质量,提高施工工效,我省水利工程建设平面钢闸门门槽埋件推广使用整体式门槽埋件,现对整体式门槽的结构组成和典型设计、制造和安装以及在工程上的应用介绍如下:
1、 整体式门槽埋件的结构组成和典型设计
整体式门槽埋件是指主轨、反轨、侧轨等构件通过焊接或栓接形成一体的结构型式[3]。门槽埋件的本体与混凝土通过锚杆结合,锚杆与门槽埋件本体通过栓接或焊接结合。主轨、反轨、侧轨等构件采用钢板、型钢或铸钢制作。

(1)主轨轮的设计荷载小于100kN时,宜采用钢板焊接的L形或T形截面(如图1)。
(2)主轨轮的设计荷载100kN~500kN时,主轨宜采用钢板焊接的H形截面,反轨宜采用型钢焊接的H形(如图2)。
(3)主轨轮的设计荷载大于500kN时,主轨宜采用铸钢H形截面,反轨宜采用钢板焊接的H形截面(如图3)。
图1 轮压小于100kN典型门槽结构
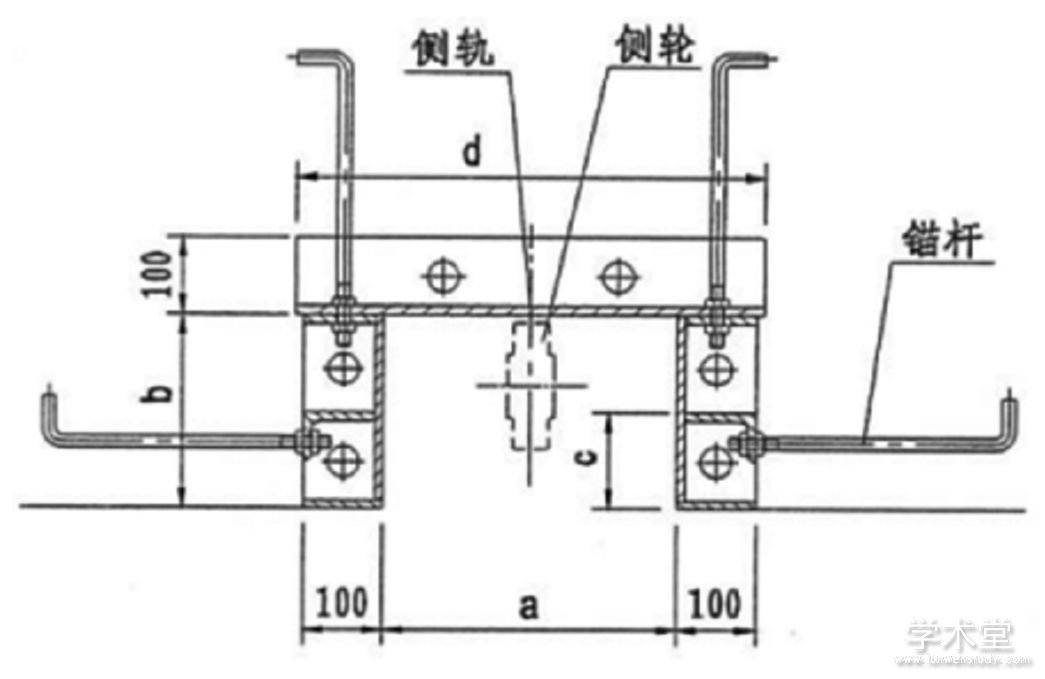
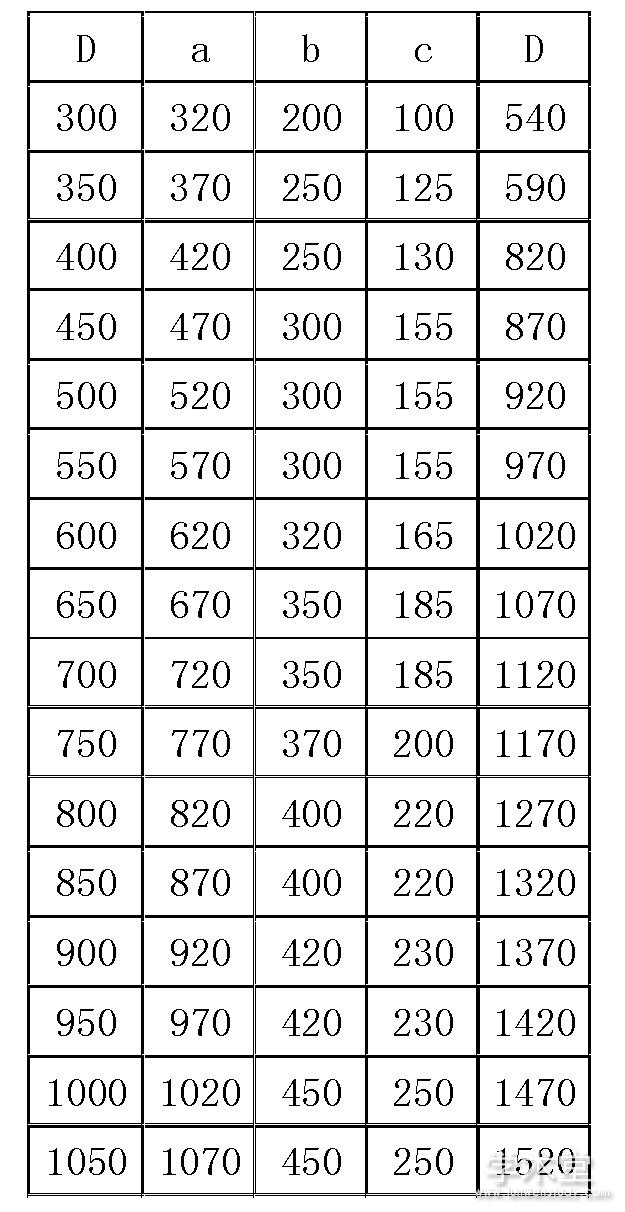
门槽的尺寸,根据主滚轮的直径,在典型整体式门槽尺寸系列中选用,典型整体式门槽埋件的尺寸详见表1。
图2 轮压100kN~500kN典型门槽结构
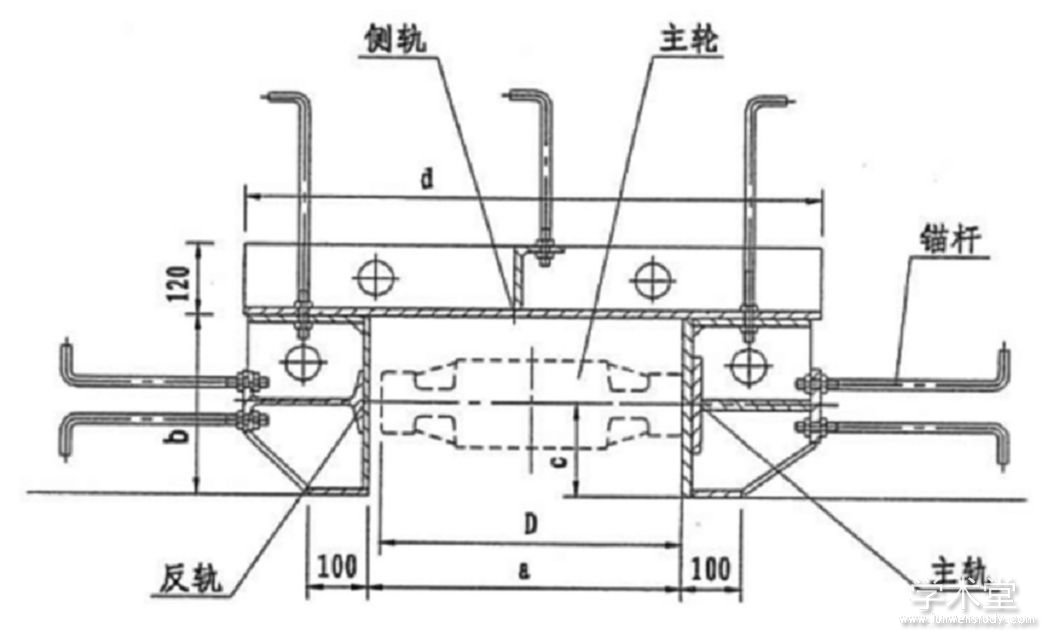
图3 轮压大于500kN典型门槽结构
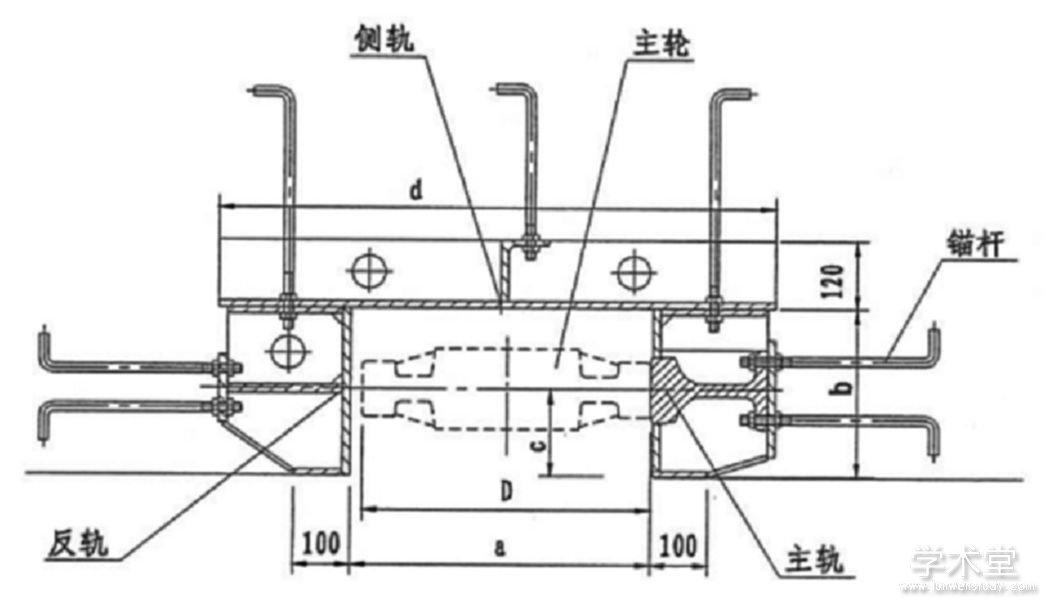
表1 典型整体式门槽尺寸系列
承受双向水头的闸门,宜根据主滚轮的反向荷载,参照主轨选择反轨的截面形式。滑块支承的闸门,主轨、反轨宜采用钢板焊接L形或T形界面。
整体式门槽埋件的设计符合《水利水电工程钢闸门设计规范》(SL 74-2013)的要求。
2、 整体式门槽埋件的制造和安装
2.1、 整体式门槽埋件的制造
在水利工程施工中,预埋件的位置正确与否,直接影响到工程后期的各种结构、各种设备的安装工作[4]。因此,整体式门槽预埋件的制造必须满足设计要求和具备相应的强度、稳定性和耐久性要求,确保运输、安装、埋设等阶段工作顺利完成。整体式门槽预埋件的制造流程、操作要点及成品保护如下:
(1)工艺流程图:放样→数控下料→刨边加工→分部件小拼→焊接→校正→组装→检验→焊接→加工→主轨、反轨、侧轨等构件焊接或栓接→编号。
(2)操作要点:板材、型材、铸件等应当按照规定进行检验;构件的下料、焊接、校正等工序应当符合设计和规范要求,首件检验合格后,再进行其余相同构件的加工;门槽的组装宜在胎膜上进行;焊接组装的,应当重点控制门槽开口尺寸及主轨、反轨面的扭曲,检验合格后进行标识;栓接组装的,应当在厂内进行组装,侧轨与主轨、反轨的结合面间隙应不大于1mm,检验合格后进行标识或构件编号;构件外露面、结合面的防腐涂层质量应当符合设计要求;构件埋入面预处理后清洁度不应低于sa2级,并涂苛性钠水泥浆保护;对制造完成的埋件按规范进行质量检验。
(3)埋件成品保护:对检验合格的埋件应当做好标识、整齐存放,做好保护工作,防止在搬运及堆放过程中产生变形或损伤。在运输过程中,应当采取防止变形的措施。
2.2、 整体式门槽埋件的安装
(1)安装准备。安装单位应对送到工地的门槽埋件进行检查,将其表面的浮锈、油渍、浮皮清理干净,针对局部有变形、防腐层破损的,由生产厂家按原设计进行尺寸矫正和防腐涂层处理。吊装前,闸室布设埋件支撑脚手架,门槽支撑横杆的步距应当不大于1.5m,支撑横杆顶端应当设置顶紧螺栓;同时完成“三线”测放,即门槽中心线、埋件安装位置线以及检查线,并经监理单位复查确认。
(2)埋件安装。整体式门槽埋件采用一期预埋,按照“三线”吊入就位,通过撑杆及顶紧螺栓撑住主轨、反轨的护角和侧轨面,在主轨、反轨、侧轨的埋入面设置支撑,检查、调整整体式门槽埋件的垂直度、平行度和相对位置后,进行埋件定位。然后在埋入面将门槽埋件最下端和底槛埋件焊接,安装连接锚杆。
(3)复核检验。埋件安装后,安装单位应当按照设计图和相关规范对垂直度、平行度和相对位置以及埋件定位进行检验,监理单位应进行复核确认。
(4)混凝土浇筑。一期预埋,一次浇筑成型。混凝土浇筑时,应当避免振捣器接触埋件影响定位、影响埋件的安装质量。若检验合格后未及时浇筑,间隔时间超过5天的,应当对埋件安装质量进行复测、复核,再进行浇筑。
3、 整体式门槽埋件在工程上的应用
新沭河三洋港挡潮闸枢纽是淮河流域新沭泗河洪水东侧南下工程的组成部分[5],挡潮闸闸室每孔净宽15m,门槽高9m,门槽埋件为耐蚀合金铸铁材料,单扇闸门尺寸为16.22m(宽)×6.4m(高)×1.7m(厚)。工作闸门埋件采用合金铸铁新材料,其机械化性能比普通铸铁有所提高,耐腐蚀性能尤其是抗碱性能大幅度提升,具有良好的耐热性能,还应用整体式门槽埋件。门槽埋件制作按照下列工艺进行:造型→浇筑→清砂→表面清理→校正→精加工→主轨、反轨和底槛等构件的预拼→检验→入库→编号;其中铸造工艺采用消失模铸造,使用泡沫造型,实行真空负压铸造,铁水在接近真空的状态下浇筑,确保铁水充型精确性,保证尺寸精度和表面光洁度,内部缺陷控制在最低水平;根据材料硬度较高的特点,采用龙门铣床加工,将加工刃口的“崩边”现象控制在最低限度;采用炉前光谱快速化验、碳硫分析等化学手段确保材质的稳定性和化学成分的稳定,较少材料误差保证材料质量;拼装是在符合要求的平台上进行的,拼装时严格控制形位误差;埋件制造检验合格后,运至成品区整齐堆放并注意保护,防止搬运途中及堆放过程中产生变形或损伤;对于生产完成的埋件由质量检验部门进行检验,按照相关规定预留三个试块,对试块采取钻孔取样等多种方式确定成分和金相等检测,确保每批铸件均有化学成分分析和金相检测报告,确保门槽埋件的质量。门槽埋件埋入混凝土部位,进行除锈后需涂刷改性水泥胶浆,其涂锈等级应按照GB8923中规定的等级,露出混凝土表面喷砂;处理到ISO8501的SA2.5级后,喷涂一道40微米环氧底漆,中间喷涂一道120微米改性耐磨环氧漆,面漆喷涂两道聚氨酯面漆,保证埋件防腐到位。安装在新沭河三洋港挡潮闸枢纽工程闸门及整体式门槽埋件已于2012年通过水下验收、投入运行,其性能完全符合设计及规范要求,埋件的质量和安装精度优于传统的分体式施工方法,混凝土的外观质量进一步提升。
4、 结束语
整体式门槽埋件不仅具有刚度较大、安装就位方便、混凝土浇筑效果好等优点,且门槽埋件结构和尺寸系列化,提高了施工工效和施工质量,节省了工期和工程投资。总体来说,整体式门槽埋件适合在水利工程尤其是建筑物尺寸空间较小、不便于大体积混凝土施工的条件下应用,目前已广泛推广应用于闸门门槽安装的施工中。
参考文献
[1]高永昕,张有昌,周学雷.水工闸槽钢埋件与闸墩混凝土同期浇筑的尝试及控制[J].黑龙江水利科技,1999(01):88-89.
[2]王建华.一种新型平板门槽埋件结构的应用[J].甘肃水利水电技术,2017,53(08):51-53.
[3] 水利建设工程采用整体式门槽埋件的指导意见[Z].2016.
[4] 赵俊成.水利工程平面闸门及预埋件的制造及安装探析[J].建材发展导向,2012(7):99-100.
[5]朱小琳,仇明.新沭河三洋港挡潮闸枢纽工作闸门埋件制造技术简析[J].水利天地,2012(12):40-41.

在水利工程维修养护施工中,只有建立科学的质量保证体系,并实行有效的质量控制措施,才能保证整个维修养护工程的质量,从而使水利设施能够发挥其作用。...

随着我国社会经济的发展,水利工程建设项目也在不断增多,在水利工程建设中衬砌混凝土技术也在水利工程施工中得到了广泛运用。衬砌混凝土技术在水利工程运用中取得了良好的效果,对提高水利工程渠道的质量起到了一定的帮助。但由于这种技术运用时间较短,在...
水利工程中的坝体建筑在蓄水、防洪、水利工程发电中起着重要作用,但是一些坝体建筑在经过长时间的使用后,其稳固性不断降低,出现坝体松动或者部分坝体坍塌的情况。所以对于水利工程的坝体建筑应当定期进行检查,同时采取一些加固措施,使水利工程坝体建筑...
“U”型河谷布设拦河式砂砾石大坝枢纽工程,其中泄水建筑物采用台阶式溢洪道形式是可行的,在保证安全泄洪的情况下,经台阶式溢洪道泄槽段消能,有效减缓水流流速,消能率可达到87%以上,保障大坝枢纽工程的安全运行。...