摘要:随着互联网计算不断发展, 机械加工工艺也在不断更迭, 在此背景下, 钣金数控加工技术得到了提升和完善。传统钣金加工有着成本高、冲压效率低以及无法进行批量生产等问题, 为了解决这些问题, 对钣金数控加工工艺特点进行详细研究, 对生产过程存在的问题进行分析, 并提出相应解决方法。
关键词:钣金; 数控加工; 优化策略;
Discussion on the Optimization Strategy of Sheet Metal NC Machining Process Application
ZHOU Bolong CHEN Hongyan
Guangdong Industrial and Trade Vocational and Technical School
Abstract:With the continuous development of Internet computing, the machining process is constantly changing. Under this background, the CNC machining technology of sheet metal has been improved and improved. Traditional sheet metal processing has the problems of high cost, low stamping efficiency and inability to mass production. In order to solve these problems, the characteristics of sheet metal CNC machining process are studied in detail, and the problems in the production process are analyzed, and corresponding solutions are proposed.
钣金数控加工工艺涵盖流程较多, 所用设备也比较多, 主要包括激光切割机、数控剪板机、数控弯板机和数控冲床等, 钣金数控加工工艺对缩短产品研发周期、提升钣金加工能力有着非常重要的作用, 但钣金数控加工工艺也存在着加工成本高、冲压效率低以及无法进行大量生产等问题, 所以如何解决这些问题是目前研究的重要方向。
1 钣金数控加工工艺特点
1.1 加工精度高
数控加工通过外围系统来完成整个加工过程, 然后再输送到冲床上进行产品加工, 所以整个加工精度比较高。钣金数控冲床主要由转塔和单冲组成, 数控加工模具通用化程度高, 其加工精度也比较高。
1.2 冲切加工
1.2.1 蚕食加工
对于大孔径零件, 加工过程使用小圆模或者倒圆角, 使大孔径零件能够加工的更加规范与合理。在钣金数控加工工艺中, 数控切边加工采用的多是蚕食加工, 不仅可以减少模具更换频率, 而且能够提升整个加工工艺生产效率, 通常不同规格零件都会采用蚕食加工方式。
1.2.2 连续冲载
使用正方形或长方形模具来进行连续加工, 解决了规格比较大的钣金件冲裁问题。
1.2.3 单冲孔加工
针对零件上各种规格小孔进行冲切加工, 一次完成冲孔, 包括方孔、冲切圆孔等。单次孔加工工艺能够有效保证各种规格小孔加工质量和效率。
2 钣金数控加工工艺的趋势
随着数控技术不断发展, 钣金加工制造发生了根本性的变化, 整个钣金数控加工工艺向着科学化、智能化、网络化方向不断发展, 钣金加工设备及加工工艺效率和质量不断提高。随着加工技术和相关设备的不断完善, 钣金数控加工工艺发展趋势会越来越好, 从而推动整个制造行业快速发展。
3 钣金数控加工工艺的优化
3.1 提升编制效率, 开发编程自动化
数控程序是钣金数控加工工艺的一个突出优势, 它与传统手动编程方式相比, 能够大大提高加工质量和效率, 实现了加工过程自动化与离线编程, 所以想要优化钣金数控加工工艺, 开发数控编程自动化是一个很好的思路。就目前钣金数控加工工艺发展情况, 现代工艺要求不断提高, 这需要对编程自动化进行进一步升级, 从而提高加工效率。针对厂家实际生产要求, 可以以自动化体系为基础, 开发操作性高、多样化多的编程软件, 提高钣金数控程序使用效果和编制效率, 例如利用三维模型来对生产过程中的成本、材料和加工进行自动化管理, 从而提升生产效率, 便捷生产管理。
3.2 优化工艺路线
目前钣金数控加工工艺中存在生产效率不高问题, 这与钣金零件加工工艺路线较为复杂有很大关系, 为更好地满足行业发展实际需求, 有必要对现有工艺路线进行优, 灵活应用零件套材加工法。具体来说就是对展开后的规则零件进行并排加工, 用长方形等切边模具进行零件分离, 保证产品质量和操作准确性, 同时利用零件微连接点, 让零件更加稳固, 并且其宽度需保持在0.25~0.5mm。另外, 切边模具选择也要慎重, 为满足零件加工需求和规格特点, 模具宽度可选择5mm或7mm, 这种零件套材加工法可以提高冲切加工整体效率。
对于不规则零件, 采用的零件套材加工方式应当适当调整, 根据零件规格优化现有模具, 以满足各种不同规格零件加工需求, 在保证其标准化基础上, 提升加工效率。
3.3 创新加工方式, 提高效率和质量
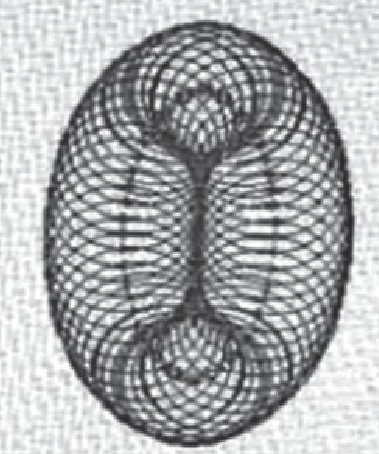
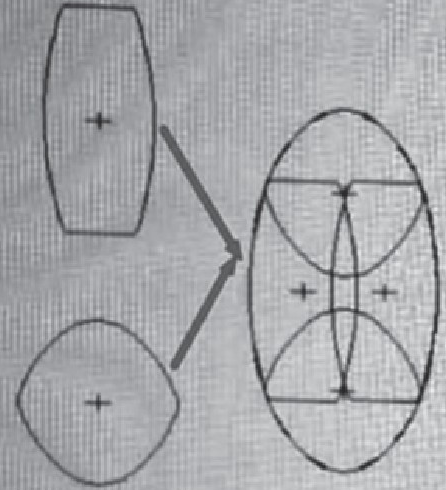
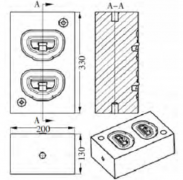
钣金数控加工工艺中比较普遍的模具加工方式是蚕食加工工艺, 如图1所示。但如果零件结构比较复杂, 会降低整个钣金数控加工效率, 而且最终产品外观也会受到影响, 出现毛刺等问题, 导致钣金件质量无法满足厂商要求。目前钣金数控加工工艺开始对模具加工方法进行优化, 如图2所示, 应用异形模加工, 提高加工效率, 并解决钣金数控加工工艺中存在的各种质量问题:首先, 用蚕食加工工艺来完成一些基本零件加工;其次, 针对不同零件特点开发相应的异形模具, 保证零件产生的毛刺能顺利去除, 而且去毛刺操作应该设置模具使用规范, 毛刺操作的同时能够产生小圆角, 这样可以提升断面质量。
创新应用异形模具加工方式能有效提高加工效率, 而具体异形加工模具包括很多种, 例如滚筋、百叶窗、群孔冲切等。去毛刺操作可以根据不同零件加工需求来进行调整。总而言之, 异形模具对于整个钣金数控加工工艺加工效率提高有着重要作用, 而且它还能够降低费用支出和废料产生量。
图1 椭圆结构蚕食加工
图2 椭圆结构异形模加工
4 结语
提高与优化钣金加工工艺是满足制造厂家发展要求的有效途径, 随着数控技术不断进步, 对数控加工精度、速度进行升级, 实现数控系统网络化和智能化是重要的发展方向。希望通过本文研究, 能够帮助提升我国钣金数控加工工艺技术, 为我国零件制造行业发展做出贡献。
参考文献
[1]胡冰瑞峰.钣金数控加工工艺应用优化策略探讨[J].科学技术创新, 2018, (32) :183-184.
[2]杨可平.钣金数控加工工艺应用优化策略[J].山东工业技术, 2017, (23) :12.
[3]薛光强.钣金数控加工工艺的优化及应用[J].科技展望, 2016, (16) :40.