职称论文

摘要:因产能措施井增多,大量的压裂液进入污水系统,导致采出水的黏度增大、乳化严重,已建污水处理系统工艺难以适应,污水水质达标率低。为解决此问题,大庆油田采油九厂加大新技术应用力度,引进高精滤技术,利用改性陶瓷膜颗粒抗污染能力强、过滤精度高的特点,以此取代常规的核桃壳、石英砂、磁铁矿等颗粒滤料。通过对含油污水处理系统进行分析,确定不同污水处理工艺的除油沉降段、过滤段的技术界限,在此基础上强化水质节点管理,优化污水系统运行参数,全力推进注水质量提升,保障"十三五"期间含油污水综合达标率稳步提升,污水水质达标率保持在90%以上。
关键词:含油污水; 工艺流程; 适应性评价; 解决措施;
Abstract:Due to the increase of the wells for assurance of oil output,a large amount of fracturing fluid enters into the sewage system,resulting in the increased viscosity of produced water,severe emulsification, difficulty in adapting to the process of the established sewage treatment system, and low quality of sewage. In order to solve the above problems,the application degree of new technology is increased,and a high precision filter technology is introduced. It uses modified ceramic membrane particles with strong anti-pollution ability and high filtration accuracy to replace the conventional walnut shell,quartz sand,magnetite and other particle filters,and through the analysis of oil-bearing sewage treatment system,the technical boundaries of oil removal settlement section and filtration section of different sewage treatment technologies are determined. On this basis,water quality node management is strengthened,the operation parameters of sewage system are optimized,and the improvement of water injection quality is promoted with all efforts. By doing so,during the 14 th Five-year Plan period,the comprehensive compliance rate of oily sewage can be steadily improved, and the compliance rate of sewage water quality can be maintained at above 90%.
Keyword:oily sewage; process flow; adaptability assessment; countermeasure;
目录
1污水深度处理工艺……………………………………………………………………1
1.1两级沉降一两级压力过滤 工艺……………………………………………………………………2
1.2溶气气浮-两级压力过滤I艺……………………………………………………………………2
1.3溶气气浮-高精滤过滤工艺……………………………………………………………………2
2存在的主要问题……………………………………………………………………3
3解决措施……………………………………………………………………4
4结束语……………………………………………………………………5
文内图表……………………………………………………………………6
表1大庆油田采油九厂含油污水深度处理站统计……………………………………………………………………6
参考文献……………………………………………………………………7

大庆油田采油九厂已建含油污水处理站6座,总处理能力13 100 m3/d,实际处理污水能力10 390 m3/d,平均运行负荷率为79.3%.为保证油田稳产,大规模压裂等各类作业措施井增加,导致采出水的黏度增大、乳化严重,采出水在油水分离和悬浮物去除的难度上增加,污水处理工艺难以适应。"十三五"期间,该厂通过加大新技术应用力度,强化水质节点管理,优化运行参数,全力推进注水质量提升工作,含油污水综合达标率稳步提升,由61.4%提升至94.4%.
1 污水深度处理工艺
污水深度处理工艺主要有以下三种:自然沉降-混凝沉降-两级压力过滤;溶气气浮-两级过滤;溶气气浮-混合罐-高精滤过滤。详见表1.
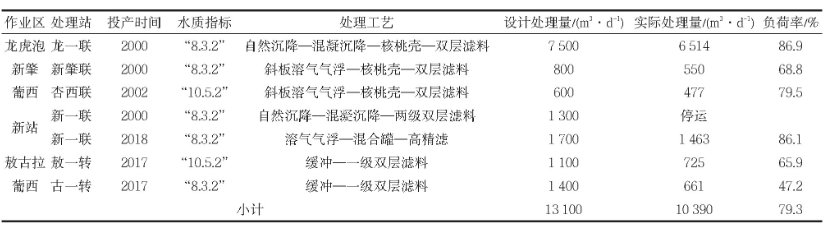
Tab.1 Statistics of oily sewage depth treatment stations in Daqing Oilffield No.9 Oil Production Plant
表1 大庆油田采油九厂含油污水深度处理站统计
1.1 两级沉降-两级压力过滤工艺
采出水黏度在0.74 m Pa·s左右;采出水中油Zeta电位为-16.07~-37.35 m V;矿化度在3 000~6 000 mg/L,采出水呈碱性,p H值平均在8.2左右,粒径中值为2.7~28.4μm.随着外围油田的深入开发,为了满足低渗透油层的注水水质要求,采油九厂2000年开始建设采出水深度处理站,主要采用两级沉降、两级压力过滤工艺。该工艺主要在龙一联、新一联应用。
1.1.1 两级沉降工艺
(1)自然沉降罐。水中含油量在1~4 h时随沉降时间延长呈下降趋势,在4 h后含油量无明显变化趋势;水中悬浮固体在1~2 h时随沉降时间延长呈下降趋势,在4 h后悬浮固体无明显变化趋势。自然沉降罐设计停留时间应为4 h.
(2)混凝沉降罐。含油量对加药后絮凝体沉降效果有显著影响。含油量<100 mg/L时,絮体下沉,水中悬浮絮体较小;含油量在100~300 mg/L时,絮体有上浮有下沉,水中悬浮絮体较多;含油量>300 mg/L时,絮体上浮,水中悬浮絮体较少。
(3)絮凝剂。絮凝剂有两大类,无机絮凝剂以聚合氯化铝为主,有机絮凝剂主要为聚丙烯酰胺类,包括阳离子、阴离子、非离子以及共聚PAM.药剂复配使用会增加絮凝剂的协同效应,改善单一药剂的使用效果。药剂筛选试验表明阳离子聚丙烯酰胺效果好于阴离子、非离子和共聚PAM[1,2],并且阳离子度越大效果越好。沉降工艺采用聚合氯化铝、有机阳离子聚丙烯酰胺(相对分子质量1 000×104~1 200×104)加药体系[3].加药浓度在19.6~35.2 mg/L,无机、有机絮凝剂加药比为40∶1~60∶1.
(4)来水适应性。来水含油量在100~350 mg/L、悬浮物含量在50~100 mg/L时,两级沉降段出水含油量为20~86 mg/L、悬浮物含量为25~50 mg/L,两级沉降出水水质不能稳定达到滤前水质"20.20"的指标;当来水含油量≤100 mg/L、悬浮物≤50 mg/L,油厚≤0.3 m、污泥厚≤0.5 m时,两级沉降出水含油量≤20 mg/L、悬浮物含量≤20 mg/L,能稳定达到滤前水质"20.20"的指标。压裂返排液回收量占污水处理总量百分比1%~4%时,统计龙一联检测数据悬浮固体达标率91.7%,含油达标率97.9%.近3年龙一联污水系统年回收压裂返排液最高3.52×104m3,总来水量220.41×104m3,龙一联回收压裂返排液占总来水量比为1.6%,系统运行不足1年,过滤罐出现憋压问题,过滤罐压差为0.1 MPa;龙一联2019年回收压裂返排液2.12×104m3,总来水量205.81×104m3,2019年龙一联回收压裂返排液占总来水量比为1.0%,系统运行1年,过滤罐压差为0.1 MPa.新一联老污水系统总计接收压裂返排液量2.49×104m3,压裂返排液回收量占污水处理总量百分比最高达17.2%时,滤料污染、憋压,出水水质无法实现稳定达标。
(5)沉降段运行效果分析。自然沉降罐含油去除率7.2%~23.9%,悬浮物去除率11.6%~19.0%;混凝沉降罐含油去除率9.3%~24.4%,悬浮物去除率2.0%~44.8%.沉降罐收油、清淤不及时易造成沉降系统去除率低,特别是混凝沉降罐长期不清淤,易造成加药后形成的絮体无法有效分离、污水混层的问题,造成混凝沉降罐检测出水水质比进水水质差的问题。
1.1.2 过滤工艺
采用两级压力过滤工艺,一级过滤主要采用核桃壳过滤罐,二级过滤采用双层滤料过滤罐。
过滤主要以滤料表面截留作用为主。核桃壳过滤罐设计填料厚度1.4 m,均质滤料;双层滤料过滤罐设计填料厚度1.15 m,采用不同规格垫料层,滤层厚度0.8 m.
(1)核桃壳过滤罐。过滤罐随滤速增加纳污量降低,滤速6 m/h时纳污量最大。滤速超过15 m/h时,反冲洗周期下降至19 h以下;滤速为12 m/h时,反冲洗周期接近24 h,其纳污量相对滤速15 m/h增加9.0%.从现场运行情况看,最佳设计滤速应为12 m/h.
(2)双层滤料过滤罐。过滤罐随滤速增加纳污量降低,滤速4 m/h时纳污量最大。滤速超过8 m/h时,反冲洗周期下降至19 h以下;滤速为6 m/h时,反冲洗周期接近24 h,其纳污量相对滤速8 m/h增加10.5%.从现场运行情况看,最佳设计滤速应为6 m/h.
(3)反冲洗方式优化。单一强度反冲洗以水流的剪切力为主。通过反冲洗机理研究,充分利用滤料间的摩擦力、滤料间的碰撞力和水流的剪切力的作用,开展变参数反冲洗现场试验。现场试验优选确定三梯次反冲洗运行参数:一阶反冲洗强度采用7.5 L/(m2·s),以摩擦力为主;二阶反冲洗强度10 L/(m2·s),以碰撞力为主;三阶反冲洗强度14 L/(m2·s),以水力剪切力为主。采用三阶梯反冲洗技术后,相对单强度反冲洗核桃壳过滤罐悬浮固体去除率提高了18.3%,油去除率提高了10.7%;双层滤料过滤罐悬浮固体去除率提高了32.4%,油去除率提高了15.3%.
(4)反冲洗周期优化。反冲洗周期主要受滤床纳污量、过滤速度等因素影响。为方便管理,通过现场试验归纳出过滤罐运行压差控制原则:核桃壳过滤罐正常过滤压差≤0.08 MPa(最高过滤压差≤0.10 MPa),双层滤料过滤罐正常过滤压差≤0.06 MPa(最高过滤压差≤0.10 MPa)。
1.1.3 工艺适应性评价
(1)普通含油污水。来水水质含油量≤100 mg/L、悬浮物含量≤50 mg/L时,两级沉降-两级压力过滤工艺能稳定达到"8.3.2"注入水水质,滤料更换周期3年。
(2)含压裂返排液污水。自然沉降-混凝沉降-两级压力过滤工艺,接收压裂返排液回收量占污水处理总量≤4%(体积分数)时,能保障污水系统出水水质稳定达标,压裂返排液全年回收量占污水全年处理总量≤1%时,可保障污水系统滤料稳定运行1年。
1.2 溶气气浮-两级压力过滤工艺
1.2.1 溶气气浮工艺
为了适应含油污水水质的变化,大庆油田采油九厂2010年应用了溶气气浮技术,取代射流气浮和横向流除油工艺。
随着溶气量增加、溶气压力变大,溶气量和溶气释放效果均增强。溶气气浮装置的溶气压力在0.2~0.3 MPa时出水水质不稳定,溶气压力现场执行参数应不低于0.3 MPa[4,5].
气浮箱体内部出现乳白色的沸腾状微小气泡时,达到最佳运行状态,现场参考气水比为10%~12%[6].
设计回流比为20%~30%,现场试验20%、25%和30%三个回流比参数,随着回流比升高,出水水质的悬浮固体和含油的去除率也相对较高。因此,在来水水质恶化、出站水质不稳定时,应提高气浮的回流比参数以保障污水处理站出站水质的稳定。
通过对比相对分子质量500×104~600×104和1 000×104~1 200×104的有机阳离子絮凝剂的处理效果,500×104~600×104相对分子质量的絮凝剂相对1 000×104~1 200×104相对分子质量的絮凝剂除油率和除杂率分别提高了38.1和11.8个百分点。相对分子质量低,生成的絮体小,更易气浮分离。气浮工艺采用聚合氯化铝、有机阳离子聚丙烯酰胺(相对分子质量500×104~600×104)加药体系。加药量在22.4~36.6 mg/L,无机、有机絮凝剂加药比为10∶1~20∶1.
工艺对水量变化抗冲击能力较差,前端应设计来水缓冲罐。可适应悬浮物含量≤120 mg/L、含油量≤150 mg/L的来水水质,通过调整加药量,保障气浮出水达到"20.20"标准,含油去除率83.8%,悬浮物去除率85.8%.
1.2.2 工艺适应性评价
(1)普通含油污水。来水水质含油量≤150 mg/L、悬浮物浓度≤120 mg/L时,溶气气浮-两级压力过滤工艺能稳定达到"8.3.2"注入水水质,滤料更换周期3年。
(2)含压裂返排液污水。2017年11月新肇联大量回收压裂返排液,占处理量17.6%~38.5%,污水系统出水水质悬浮固体、含油均无法稳定达标,开罐检查发现筛管堵塞、滤料污染问题突出。
1.3 溶气气浮-高精滤过滤工艺
1.3.1 高精滤工艺
气、水反冲洗特点为"脉冲塌陷"气洗和不(微)膨胀冲洗。高精滤过滤技术设计反洗水量占比为4%~5%,现场运行反洗水量占比均值3.9%(常规压力过滤为12%~20%)。
高精滤采用纳米镀膜不定型复合滤料,材质为改性微孔陶瓷均质颗粒,孔隙率为73%~82%,抗剪切强度3.98 MPa,滤料填料高度即滤料的有效过滤厚度。过滤精度不仅受滤料颗粒直径影响,也受过滤路径影响。微孔陶瓷滤料因具有较高的过滤路径,所以可采用较大的颗粒直径。微孔陶瓷均质颗粒的直径为1~3 mm,低于石英砂最小颗粒直径0.5~0.8 mm,低于磁铁矿颗粒直径0.25~0.5 mm.
现场检测纳米镀膜不定型复合滤料压实时间为1.5 h,核桃壳滤料、双层滤料压实时间分别为1 h和1.5 h.
设计最高运行压差为0.05 MPa,现场最高运行压差可达0.30 MPa,而核桃壳滤料、双层滤料现场检测最高运行压差分别为0.08 MPa和0.06 MPa.微孔陶瓷滤料深床过滤的特性使其能承受更高的运行压差。
1.3.2工艺适应性评价
与常规的两级沉降-两级过滤工艺相比,混合罐兼具混凝沉降和缓冲提升的作用,除油沉降段设计可减少一级工艺;高精滤滤料密度与水几乎相同,有更深的过滤路径,有效过滤层3.0 m,与常规压力过滤有效过滤层几十厘米相比,滤层的纳污能力更高,设计过滤级数可由常规两级过滤减少到一级过滤。
现场运行滤速10 m/h,检测高精滤出水水质,悬浮物固体和含油量去除率分别为38.7%和54.0%,出水悬浮物固体含量均值1.9 mg/L,含油量均值2.3 mg/L,高精滤出水水质稳定达到"8.3.2"注入水水质指标要求。
新一联污水系统回收处理压裂返排液,来水含聚浓度87.86 mg/L,在相同进水水质的情况下,两级沉降-两级过滤工艺出水粒径中值为2.7μm,溶气气浮-高精滤过滤工艺出水粒径中值为1.3μm,气浮-高精滤工艺有较高的过滤精度。
气浮-高精滤工艺处理污水压裂液占比3.3%~22.7%时,系统运行相对稳定,滤料不用化学清洗、不需更换,而两级沉降-两级过滤工艺无法保障出水水质,滤料污染问题较为严重。
压裂返排液占处理液量大于10%时,高精滤出水水质综合达标率为85%,压裂返排液占处理液量小于10%时,高精滤出水水质综合达标率为100%.
2 存在的主要问题
(1)大规模集中压裂期,大量压裂液无法全部处理、回注。
(2)污水系统老化严重。采油九厂3座污水处理站运行时间均在15年以上,沉降罐附件及工艺管线腐蚀老化,如水箱腐蚀渗漏,罐壁出现砂眼等。近5年来,管线穿孔65处,罐壁砂眼113处,阀门渗漏35处,增加了日常管理难度。
(3)沉降罐液位不易控制。由于沉降罐出水调节堰在系统投运稳定后很少再动用,检查各站都存在调节堰锈死问题。收油现场依靠调节沉降罐进出口阀门控制沉降罐液位,沉降罐液位不易控制,造成收油难度大的问题。
(4)溶气气浮装置采用机械曝气,易造成气泵结垢、泵轴腐蚀损坏。通过垢样检测分析,包括二氧化碳、重质油、化合水以及少量的硫、氟、氯等,剩余物质中钙、镁垢类含量较多。
(5)出站水质在输送过程中存在二次污染问题,导致注水井井口水质超标。
3 解决措施
(1)完善加药工艺。大规模压裂时,来水含油乳化严重,仅靠调整絮凝剂加药量无法保障出站水质稳定达标,需要在系统内投加反相破乳剂[7,8],以有效改善油包水或水包油乳液的界面张力,使污水内的胶体颗粒脱稳,通过进一步的化学桥链使油水及杂质分离。现有常规处理工艺,设计上没有考虑反相破乳剂的投加工艺,建议考虑增加反相破乳剂的加药流程。
(2)微孔陶瓷均质滤料与核桃壳滤料、石英砂、磁铁矿滤料相比杂质去除率更高,过滤精度更高(0.1~1.0μm),无需化学清洗,滤料再生能力更强,将在杏西联污水站进一步加大新技术的应用力度。同时,选择压裂返排液污水回注区块,压裂返排液经处理后达到"20.20"标准进行回注。根据开发预测,针对已建压裂返排液处理站处理能力和污水处理站接收能力不足,已建压裂返排液处理站冬季无法正常运行的问题,选择砂体发育零散、连通差,注水开发已进入特高含水期,常规注水调整难以改善开发效果的区块回注压裂返排液。采油九厂在北部油田塔3、塔20区块以及新站油田的4口回注井建设集中处理回注工艺。
(3)更换沉降罐附件。利用老区改造及生产维修项目,对腐蚀、老化严重的水箱、布水器、出水调节堰等附件进行更换和修复。
(4)液位连锁控制保障沉降罐收油液位。建议沉降罐出口安装电动控制阀,用沉降罐液位来控制出口阀门的开度,使沉降罐液位始终保持在收油槽上部,实现连续收油。
(5)定期拆卸清洗溶气泵,一般清洗周期为1~4个月;投加阻垢剂,配套建设加药装置、加药管线;采用鼓风机曝气技术替代机械曝气技术,加气点由回流泵前改为回流泵后。
4 结束语
为实现"十四五"期间含油污水综合达标率稳步提升,应强化"上游",实现油系统平稳供水,油系统来水水质控制在含油量≤100 mg/L、悬浮物浓度≤50 mg/L;优化"中游",优化加药制度、反冲洗制度、完善污水站"一站一方案"制度,保障污水站出站水质;控制"下游",加强注水罐清淤工作,以及每年春秋两季两次对注水管线进行冲洗,降低水质二次污染。
参考文献
[1] 吴迪。化学驱采出水特性和清水剂研究进展[C]//大庆油田核心技术人才优秀科技论文精选,北京:石油工业出版社,2014:1328-1337.WU Di.A critical review on characteristics of and clarifying chemicals for produced waters from chemical flooding reservoirs[C]//Selected technical papers of technical elites in Daqing Oilfield, Beijing:Petroleum Industry Press, 2014:1328-1337.
[2]王临红,赵振兴,韩桂华,等。含油污水除油净水技术研究与发展[J].工业水处理,2005,25(2):5-8.WANG Linhong,ZHAO Zhenxing,HAN Guihuan,et al.Treatment technology and research on oil-bearing sewage[J].Industrial Water Treatment,2005,25(2):5-8.
[3]宋群华,李国勇,王超。延长油田污水处理工艺升级改造研究[J].油气田地面工程,2019,38(6):39-44.SONG Qunhua, LI Guoyong, WANG Chao. Upgrading and reforming study on the sewage treatment process in Yanchang Oilfield[J]. Oil-Gas Field Surface Engineering,2019,38(6):39-44.
[4] VALADE M T.Pretreatment effects on particle removal by flotation and filtration[J]. Journal-American Water Works Association,1996,88(12):35-47.
[5] MANS Lundh, LENNART Jonsson, JAN Dahlquist. The influence of contact zone configuration on the flow structure in a dissolved air flotation pilot plant[J]. Water Research,2002,36(6):1585-1595.
[6]李都望,詹健,黄晓东,等。气浮技术控制影响因素的探讨[J].江西科学,2006,24(1):47-50.LI Duwang,ZHAN Jian,HUANG Xiaodong,et al.Discussion of the control and effect factor of dissolved air flotation[J].Jiangxi Science,2006,24(1):47-50.
[7]吴迪,孟祥春,张瑞泉,等。大庆油田三元复合驱采出水的稳定性及反相破乳剂的应用[J].精细化工,2001,18(2):86-88.WU Di,MENG Xiangchun,ZHANG Ruiquan,et al.Stability and chemical treatment of Daqing Oilfield ASP flooding produced water[J]. Industry of Fine Chemicals, 2001, 18(2):86-88.
[8]张威,黄斌,王莹莹,等。三元复合驱采出水处理技术研究进展[J].化工环保,2017,37(2):152-155.ZHANG Wei,HUANG Bin,WANG Yingying,et al.Research processes on treatment technologies of alkali/surfactant/polymer(ASP)flooding produced water[J]. Environmental Protection of Chemical Industry, 2017, 37(2):152-155.

现从电子元器件的组装工艺流程入手进行分析,以取得更好的组装运行效果为目标,提出有针对性的改进策略。 ...

本文基于提升洁净厂房管道施工工艺和施工质量的目的,综合分析了各个工艺的流程与操作关键点,希望以此提高施工的规范性,增强管道施工的质量,最后实现最佳的管道施工效果,用科学有效的技术为相关工程建设带来更好、更多的社会与经济效益。...

社会经济的发展增加了对矿物的需求,做好岩石矿物分析化验,能够更加直观、准确的了解岩石矿物中各类元素的含量及占比,为下一步的资源挖掘和利用提供必要的指导。...

文章就铝合金的锻压技术工艺流程进行简要的描述, 然后就工艺流程中的某些问题进行详细的研讨, 并就这些问题提出适应于现代化趋势的改进措施, 以期为我国铝合金锻压技术做出创造性的突破。...

当前我国社会经济正处于高速发展的阶段,人们生活质量也得到有效提高,对电力供应方面要求比较高,需要增强电力输送的高质量和高安全性程度....