职称论文

摘要:汽车车灯的生产制造中,注塑工艺有着重要的主导作用,它的工艺制造直接影响着车灯模具内部的溶体流动性状况与车灯最终成型的质量,所以得到优质的注塑工艺参数变成了提升车灯高质量发展的前提条件。本文提出影响车灯制造工艺的因素与注塑成型质量高低的主要参数还有过程,并提供解决方案及一些注意事项,避免出现的缺陷,同时在对策方面进行深入研究与概括。本文是运用CAE模拟技术作为理论的基础,在车灯的注塑工艺上进行研究。
关键词:知识工程; CAE; 车灯注塑模; 工艺优化;
1 引言
市场需求量逐渐增大,制造业开始由大批量的生产转变成高质量、不同种类、小批量的制造上,开始追求质量,少追求数量。注塑的产品质量也要求较高,这就对于工艺的要求变得越来越高,要求更加严格的把关。车灯是汽车的眼睛,车灯的好坏决定着汽车的销售量,在市场上有很大的需求。我们国家现如今大多数都依赖着进口车灯,运用在中高档车上,自主生产的车灯企业也是承接式的生产,车灯的模具没有主动的去生产,即用户给出订单需求,给到车灯设计者,然后根据这一需求来制造车灯的模具。
注塑工艺是模具设计师要掌握的一大技术。注塑工艺的参数需要匹配设定,也是为了让塑料溶体有很好的塑化,接着再按部就班的冲模、冷却再定型,有一套成熟的工序才能生产出高质量的产品。现在汽车品牌的剧增,不同车型的车灯的种类也多了起来,导致不同的类型的注塑工艺有缺陷,所以在车灯的注塑过程中,要有规律、把握正确的注塑参数,是国际上都在研究的问题。一些老的注塑工艺里,一般是由设计人员根据以往的生产经验和设计手册来设计出车灯模具的图纸纲要,然后再进行下线加工,一旦试模的过程中出现了问题,就要重新来设定注塑的参数,甚至要重新更改图纸,这就无形中增加了人工成本,也降低了生产效率,给生产制造带来不必要的损失。
2 注塑成型工艺优化的研究进展
车灯制造过程中,要控制成本与增大生产效率,改善注塑生产的质量,是生产经营者一直在研究与探讨的,所以不断改进方式方法与参数的设定,一直是此行业者的方向与动力。工艺参数的合理设定,可以在一定情况下减少设计的缺陷以此来得到高质量的模具塑件。可是参数的设定可以影响到很多方面的加工,涉及面广,如果单靠实验总结很难在快速的时间里得到最优秀的成型条件。很长一段时间的证明,设计师们在工艺参数的配置下足了功夫,主要是用人工智能、CAE模拟技术分析和模数实验的方法,而此文用的是前面两种方法。
3 知识工程技术在注塑模工艺设计中的应用动态
现如今人工智能技术已经被广泛应用,运用其推理的领域可以分成概括归纳与演绎推理两种。其中,概括归纳推理是在事例的基础上进行推理,适用于经验丰富的问题领域;演绎推理却是在理论很丰富的情况下进行推理,需要很强大的知识储备来支撑。
3.1 CAE技术在注塑成型工艺中的应用
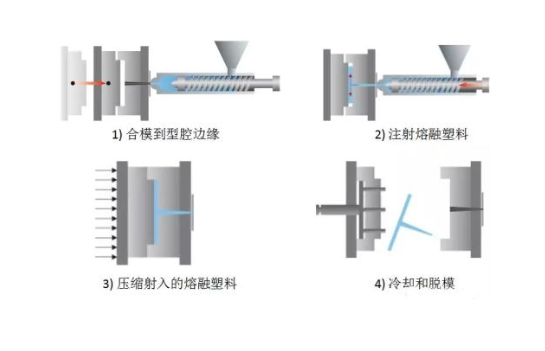
塑料的成型一般使用注塑的方式,是一个较为复杂的制作过程,它的主要设计有预算成本、选择使用的材料、注塑机器设备的挑选还有工艺参数的匹配等。这些过程与步骤都需要有充分理论基础与实践丰富的设计师和工程技术人员来完成。但是,我们国家的设计信息的落后和专业技术人员的缺乏,很多局限性使得生产不能成为高效率加工。为了能够提高生产效率,国内外都在不断研究。
我们国家在CAE注塑技术使用上比较滞后,不过通过近年来的不断投入与发展,汲取国际经验与技术,在软件设计上有了明显的提升,发展较快,还取得了不错的成果。华中理工大学的技术研究实验室自主研究出了我国第一个注塑模CAD/CAE/CAE集成系统HSC2.0,研制出的产品相当于国外的先进水准,近几年又相继推出了HSC5.0和用C.MOLD设计的注塑加工工艺,使用像工艺窗的那种技术来获得比较合适的注射温度与注射压力,立即用冷却的方法让制造的模具有合适的温度。
3.2 注塑成型的车灯主要工艺及对制品的影响
车灯的注塑制造品在质量上表现在两个方面,一个是外部的质量,另一个是内部内在的质量。内部质量主要是在塑料聚合结构形态的结合、方向、形变、圆方等一些内应力表现,与之有关的属性有横向与纵向的拉升和热胀冷缩的尺寸。言而总之,制造品的内部质量表现直接影响到产品的性能与使用年限。想要增加使用寿命,在使用新型材料与新型技术的同时,还要在加工过程中根据分子结构形态来改变制造品的精度来解决。
外部质量顾名思义就是车灯表面的质量表现,是用户能够直观感受到的一个因素,对于车灯来说,外部质量的好坏直接影响着用户是否需要并且接受这个产品,同时是与其内部质量相辅相成的,存在着不可分割的联系。比如说:注塑条件不成熟的时候,车灯的外部就会有瑕疵:参差、铣孔、气孔、流纹、焦烧、暗部褶皱、银纹、变形(翘曲、扭转)、溢边等表面缺陷。形成以上的缺点大多数是跟工件内部与外部不成熟制造导致的,和冷却成型的过程有着直接关系。
3.3 车灯注塑成型时的主要工艺参数分析
车灯成型很重要的几项步骤是塑化流动和冷却的时间把握等,这个注塑成型的过程里,主要温度有两种:料温与模温。
(1)模温指的是模具制造生产的过程中其外部的温度,在这个参数设置里要注意设定最低的模温开始进行设定,从最低线开始慢慢往上升,根据成型的样式来调高温度。这样的严格要求是因为模具的温度大小对熔料的冲模流动性影响很大,会导致后期制造品的性能下降冷却时间的增加。模温的设定取决熔料的黏度。熔料粘度不高的一般使用低的温度来注射减少时间,使得生产效率得到提高。熔料粘度比平均水平要高的则使用高温度来注射成型。根据实践表明利用升高温度可以让冷却的速率保持一致,这样也能有效地避免了凹凸与裂痕的出现,结晶塑料的温度直接决定了冷却的速度,进一步提升了生产效率。
(2)料温指的是料筒的温度,即塑胶与喷嘴注射时的溶体温度。影响的因素有注塑机机筒和喷嘴两方面的温度,温度的高低直接影响着塑料的塑化和熔体的注射充模。线下的生产经验表明,升高温度对分子传递以及改善冲模的状况是有利的,同时也有利于生产成品综合性能的提高,不过过高的温度也是不可行的。
4 车灯模具工艺智能推理策略及推理模型的研究
此篇文章研究的是在车灯注塑工艺以及策略推理的理论基础上,架设了需要研究的结构体系。因为车灯的注塑工艺有很多设置参数与不同的知识体系,同时有很多不确定成分,但是知识储备的建立要有合理的逻辑性、规范性与准确性,这样也使得工艺知识储备的扩充与积累带来了一定的困难。知识的积累与运用是长期让当前知识库系统发展和运用滞后的一个瓶颈。所以,车灯注塑工艺建立系统库时,怎样建立一套准确的知识扩展与应用机制,是知识库系统成功与否的关键。根据车灯工艺的特性,本系统所存储的知识主要分为公式型知识、图标认知、表格呈现、规则填补和实例运用五大类,并分别以基于框架的实例知识的表示方法和基于模糊产生式规则的知识表示方法将各类知识进行了表示。
5 总结
注塑成型工艺参数设定的研究长期以来都是工程技术人员与模具设计人员所研究探索的问题。近年来,注塑工程技术人员通过线上线下不断往复的试验加反复试模的方法被其使用。经验的运用需要平时工作生产中的不断积累,没有一个长时间的探索与研究,很难得到其稳定工艺的制作规律。但是长期往复的试验必定会增加生产成本和降低生产的效率,成为了模具企业长期生存的瓶颈问题。车灯模具有很多样式,影响其制作工艺的因素也有很多,所以设置好注塑成型工艺参数是提升车灯质量的关键。科技技术的不断发展,汽车变成人们的必需品,车灯技术也会越来越先进,人们对车灯质量的要求越来越高,怎样在生产制造中既保证生产效率和生产质量,是车灯技术开发人员长期研究与所追求的目标。
参考文献
[1]陈军,石晓详,赵震,等。KBE关键技术及其在现代模具智能设计中的应用[J].锻压技术,2003(4):47-50.
[2]王德翔。基于人工神经网络技术的注塑成型工艺参数优化[J].模具技术,2001(6):1.
[3]刘春太,申长雨,肖长江,等。注塑模充模过程动态分析[J].应用力学学报,2002,19(3):31-35.
[4]王健,贺琼义,黄伟,等。注塑模具注射过程分析[J].天津职业技术师范学院学报,2001,11(4):16-19.
[5]刘春太,陈静波,董斌斌,等。塑料注射成型保压过程的数值模拟[J].应用力学学报,2002,19(4):89-93.
[6]陈静波,申长雨,王振飞,等。注塑成型冷却过程的数值模拟[J].高分子材料科学与工程,2002,31(4):21-25.
[7] 李凯岭。基于SolidWorks的塑料注射模具CAD系统开发研究[D].山东大学,2004:5.
[8]周治震,凌玲。一种用于设计型专家系统的模糊知识表示与推理模型[J].中国机械工程,2002,13(21):1859-1861.

通过对从事网络运维工作的通信工程师职能的重新定位,阐述了一种经过实践论证的通信工程师ICT转型的有效途径。...
随着汽车行业快速发展,越来越多的人开始重视车灯的照明质量以及外观造型。车灯是汽车行驶的重要保障,为汽车安全行驶提供良好的照明以及信号功能。车灯设计的好坏将直接影响着汽车整体的美观以及安全性能。...