ְ������

����ժҪ����Ժ��յ��Ӳ�Ʒ��������һ��������ƵĹ�����֤������Ϊ���յ��Ӳ�Ʒ�����̽��к��ӹ�����֤�ṩ��ָ�������Ӳ�Ʒ�����Ͷ��ֶ�����������Ҫ��Ժ��յ��Ӳ�Ʒ���ص㣬���亸�ӹ��յ���֤��������̽�����о���
�����ؼ��ʣ�����; ������֤; �ɿ���;
����Research on soldering process verification method of avionics
����Liu Bingjin
����Xi'an Aeronautics Computing Technique Research Institute,AVIC
����Abstract��For military avionics products, a relatively perfect process verification method is described, which provides guidance for military avionics manufactures to do soldering process verification. There are many types of electronic products. This paper focuses on the characteristics of avionics, and explores and verifies the welding process verification methods.;
�������ŵ���Ԫ������С�ͻ����ɶȵķ�չ��������װ����Ҳ�����˼�����չ�Σ���20��������ʮ������ֹ����ӵ�20����70�����ȫ�Զ����庸�ӣ��ٵ�20����80������ֵı�����װ�������ӣ�������װ���������ǵ�����װ�����ķ�չ����Ŀǰ�ѳ�Ϊ������װ������������
�������յ��Ӳ�Ʒ��ʹ�õ�Ԫ������װ��ʽԽ��Խ�࣬����DIP,PGA,CHIP,SOP,QFP,PLCC,LGA,BGA,CCGA�ȣ����ż��Ҳ����խ��༼����չ��Ԫ�����ķ�װ����Ҳ�漰�ܷ⡢�մɡ�������ȶ���ʽ������Ԫ������Ԫ����չ�Ʊ����ӹ��ռ����Ľ�����ͬʱ��Ҳ�Ժ��յ��Ӳ�Ʒ�ĸ߿ɿ���Ҫ���������ս����ˣ����ں��ӹ��յ���֤����Ҳ�����Ҫ��
����1 ���ӹ�����֤��������
��������Ԫ�����IJ��Բ�����ȫ��ӳ��������Ʒ��ʵ���غɣ��ڰ弶���Թ����У�������������оƬ���������Լ�����������BGA��װʹ�õ��������࣬���ܻ����Ӱ弶������“����Ԥ��”���ڲ�Ԫ����ʧЧ��
����Ϊ��ȷ�����յ��Ӳ�Ʒ��·����ĺ������Ӵﵽ�ھ���ʹ�û����еĿɿ���Ԥ��ֵ����ʹ�������ʵ��Ŀɿ�����Ʒ�����ͨ�����б�Ҫȷ������һЩ����Ӧ���еĿɿ��ԡ���Ϊ���ϵ�����Ӧ���ɳ�������ʱ���йأ������ڼ��ٲ����е�ƣ���ƻ���ƣ������ͨ����ʵ�����������ͬ����ͨ�������ʵ��ļ������ӣ����ɴӼ��ٲ��Խ���й������Ʒ�Ŀɿ���[1]��
����Ŀǰ����ʧЧ����ҪʧЧģʽ���¶�ѭ�������µ�ƣ��ʧЧ�����Ժ��ӹ�����֤����ʹ���¶�ѭ��������Ϊ����Ӧ�������潫�ص�����¶�ѭ�������鷽������������֤�����ж�����������Ҫ���¶�������ѡ���ж����ȷ���ľ��顣
����1.1 ��������Ҫ��
������֤����������Ҫ�����֤Ŀ�ļ����������������ǣ����Ҫ�Ժ����¹��ս���ȷ�ϣ����纽�յ��Ӳ�Ʒ�е��������ȷ�ϣ�ÿһ��Ԫ��������Ӧ������3���������֤Ŀ�Ļ�Ҫ�Ե��Ӳ�Ʒ��ƣ��������������������Ӵ���֤��������������ʱ��ÿһ��Ԫ��������������Ҫ�ﵽ33����
��������֤�����⣬������������ѡȡ����ע�����¼��㣺
����(1��������֤����������ӡ����·�壨Printed Circuit Board,PCB����Ԫ����Ҫ������ʵ�ʲ�Ʒ����һ�£�Ҳ��Ϊ��֤�������ƵĹ��������������Ҫ���ϸ��չ��չ淶������������2��������֤����PCB�IJ��ϡ�����������Լ������İ�װ�ͽṹҪ��������ʵ�ʲ�Ʒ����ģ��ʵ�ʲ�Ʒ����������顣��3��������֤ѡ�õ�Ԫ�����Ƽ����þջ�����ʽ���Ա�����������еļӵ���ԡ����ijЩԪ�����ɱ�̫�ߣ�Ҳ�ɲ��÷ǹ����Թ�����������ҵ���������棬�������η�װ���������߲��ϼ��Ʋ㣩Ӧ�����֤Ԫ��������һ�¡���4�������º��ӹ�����֤ʱ��Ӧ��֤������ϵ�Ԫ����Ϊ�ѳ���ʹ�õĸ��ֵ��ͷ�װ�����η�װ���ϱ�Ҫ��ֹ��װ�����������ɿ����ء�
����1.2 �¶�������ѡ��
����IPC-9701A������Ԫ�����ڸ��ԡ����Լ���-�ӽṹ��·���Ϻ������ӵ����ܺͿɿ��ԵIJ�ͬ�ȼ���Ҳ�������¶�ѭ�����������Ҫ�����1��ʾ��
������1 �¶�ѭ��������Ҫ��
����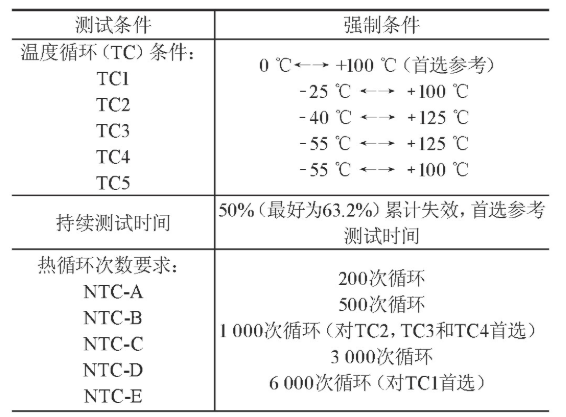
��������ԭ��
���������¶�ѭ����Temperature Cycle,TC����������ѭ��������Number of Thermal Cycles,NTC�������˶����������ѡ�ο����������û����ݲ�Ʒ�ض������л�������ȷ����
�������ŷ�վ�ECSS-Q-ST-70-38C[2]���жԺ��ӹ�����֤���¶�����Ҫ�����ں��յ��Ӳ�Ʒ�ϰ�������Ҫ������¶�ѭ�����飺
����(1���¶�ѭ������Ϊ��55��100�棬�¶ȱ仯���ʲ�����20��/min���ߵ���ͣ��ʱ�����ٱ���10 min�����ٽ���200��ѭ������2�������������¶�ѭ������ǰӦ����Ԥ��ȥ�����濾�¶ȣ�60��80�棬ʱ�䣺1��2 h��
����1.3 ���̼�ⷽ��
�������¶�ѭ����֤��������У��Ƽ����þջ����ĵ�����ⷽʽ���й��̼�⡣�������������м�⣬��ͼ1��ʾ���Ա����˽⺸��ʧЧ��ȷ��ʱ�䡣������߱��ջ������������������ͨ��������Ƭ���ƻ��Է�ʽ�Խ������ȷ�ϡ�
����ͼ1 �ջ����ĵ�����ⷽʽ
����ͼ1 �ջ����ĵ�����ⷽʽ ����ԭͼ
����1.4 ���
������������������֤������������м�����Ŀȫ���ϸ��־��֤ͨ����
����(1����ۼ�⡣������40���Ŵ��¼�������Ԫ����������ã���������������������Ա仯��
����(2���ӵ���ԡ������þջ���ʽоƬ���ӵ���Թ�����Ӧ���źŶ�ʧ���迹�����仯ӦС��1 000Ω���ʼֵ��20%��
����(3����������������Ӧ���н�����Ƭ���������������ڲ�����δ����������Ҫ���ֵ�25%��
����2 ������֤����
�����ڹ�����֤ʵʩ֮ǰ�������������֤������ʮ����Ҫ�ģ�������֤����һ�㰴����ͼ2��ʾ��˳��չ������ǰ���������ÿһ��Ӧ��¼����״̬���Ա����ǰ��Աȡ�
����ͼ2 ������֤�Ƽ�����
����ͼ2 ������֤�Ƽ����� ����ԭͼ
������Ҫ˵�����ǣ�
����(1�������֤�����������������飬�����¶�ѭ����ʱ��˳����û��ǿ��Ҫ��ǰ�ɺ�
����(2����������������Ƽ����мӵ���ԣ��Ը�ȷ��֪���������������ʧЧʱ�䣬�Ա�����������ȷ���������ӵ�������Ƽ����DZ���ġ�
����3 ����
�����γ�һ��������ƵĹ�����֤���̡�Ϊ���յ��Ӳ�Ʒ���Ӻ��ӹ�����֤�����ṩ��ָ���������յ��Ӳ�Ʒ����࣬�����Ӧ�û���Ҳ�����Ų��죬��ˣ�����ƹ�����֤����ʱ������Ҫ�������ڴ˻����ϣ��ۺϿ��Dz�Ʒ�ľ���ʹ�û�����������Ƴ����Ӻ�������֤������
���������
����[1]THE SMT ATTACHMENT RELIABILITY TEST METHODS TASK GROUP.IPC-9701 A perfor mance test methods and qualication requirements for surface mount solder attachments[EB/OL].(2006-02-01)[2020-04-10].http://h-s.shop.ipc.org.forest.naihes.cn/IPC-9701AEnglish-D.
����[2]THE EUROPEAN SPACE AGENCY FOR THE MEMBERS OF ECSS.ECSS-Q-ST-70-38C High-reliability soldering for surfacemount and mixed technology[EB/OL].(2008-07-31)[2020-04-10].http://h-s.www.doc88.com.forest.naihes.cn/p-4993561459801.html.

ѹ���ܵ����̺��Ӽ�����Ӱ�����ؼ���Ч����̽
��ѹ���ܵ����̵İ�װ�����У����йܵ�֮��ĺ����Ƿdz��ձ�ķ������ܵ����������ĺû��ܹ�Ӱ��ܵ��ں������е�ʹ�ã���רҵ������Ա���ص��ע�Ĺܵ���װ�Ļ��ڡ�...

��ֵ���漰ģ�⼼��Խ��Խ�ܵ����ӣ����������ֵ�������ʵ���������������������˹����ܼ���[36]ʹ�ý�ģ�ͷ�������ʵ�ָ����ͻ�ƣ����ֽν��н�ģ��ģ��ı������̼����������DZȽ�����ʵ����ġ�...
������Ҫ�������ӽ���ṹ��Ƶ��ص�ʹ��ڵ����⣬���������Ӧ�Ľ����ʩ������Ϊ��ؼ�����Ա�ṩһ���ο���...

���Ľ��Ӻ��ӽṹ�ı�����֣��Թ��̻�е���Ӽ�����չ�봴��˼·չ��̽�֣�ּ��Ϊ��ع�����Ա�ṩ�ο���...

�����������������Զ������Ӽ�����Ӧ��
�Զ������Ӽ���������Զ���ˮƽ�ϸߣ���е����ҵӦ�ø������������������ʵ��������Զ������Ӽ���������Ч�о���ȷ������������������Ĺ������ܹ��ﵽ��ر������Ķ��Զ������Ӽ����ڻ�е�����е�Ӧ�ò��Խ��м�Ҫ������...

������Ե�ǰ�������Ϻ��ӹ����д��ڵ����⣬�������ԵĽ����ʩ��ϣ���ܹ�Ϊ��ص�ҵ����ʿ�ṩһ���IJο��ͽ����...

ͨ�����������ӽ����ά�������������������ά�������Ļ����ϣ�ͨ��һ�ָ�Ϊ����ݡ���Ч�Ĵ�������������������ӽ����ά�����������ϵ��ƶ�����ά���ܵ��������Ӷ���������о�ά������...

ʯ����Ȼ�����蹤�̵ĺ��ӷ��������ӹ���
ʯ����Ȼ���豸�����չܵ�������ܵ��ĺ��Ӿ�Ϊ�ۻ��������ӷ�����Ҫ�����������绡�����ټ����屣�������Ա���ҩо��˿���Զ������ۻ������屣���绡�����Զ�����[1]....

��ƪ����ͨ����Ŀǰ��ҵ�����������ֳ�����������Է���������Ӧ�����һЩ���ӷ��������������ȥ�����ܵı�֤����ʱ�������ԣ���ߺ��ӹ��յ�������������֤��ҵ�ķ�չ��...

��ʯ������ʯ����Ʒ����������ԭ�����ʻ�������Ŀ�����¼��������������Ŀ������Ϊ����ʯ������ר��ͽ���ʡ�ص���Ŀ��...