机械工程论文

摘 要: 为满足多工位加工生产线的需要, 结合近年来在制造领域应用广泛的PLC技术, 设计了3自由度气动机械手, 在机械手本体部分、驱动部件、测控电路设计的基础上, 对PLC控制系统的元件选用、I/O口分配、程序编制进行了详细设计, 满足了机械手运行轨迹, 行程, 载荷等方面的要求。
关键词: 气动机械手; PLC控制; 步进电机;
Abstract: In order to meet demands of the multi-station production line in mechatronics, the 3-DoF pneumatic manipulator was designed in this paper based on the widely used and developed PLC technology in the machinery manufacturing field in recent years. Based on design for the manipulator structure, the power-driven components, and the measurement and control circuit, the component selection of the PLC control system, the I/O port allocation and the control programming are designed in detail. The result could satisfy the manipulator requirements on aspects of the moving trajectory, route and the loading quality.
Keyword: pneumatic manipulator; PLC control; stepper motor;
0引言
在机械制造业中机械手已广泛应用, 并深刻地影响现代机械加工, 对机械手的结构、运动和控制的研究日益增多[1]。为满足多工位加工生产线的需要, 本文设计了圆柱坐标型的3自由度机械手, 执行部件能够按照规定的动作顺序, 以一定的速度和运动轨迹将重物从生产线上A处移动到B处。机械手的水平和垂直直线运动由气缸活塞的运动实现, 采用开环控制的步进电机实现机械手的旋转, 结构简单并具有一定的旋转精度[2,3]。PLC控制气缸、真空吸盘和步进电机的动作顺序, 并能对机械手的动作和运动轨迹进行实时监控。

1机械手的本体结构设计
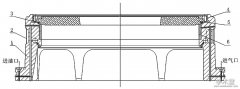
机械手本体设计如图1所示。
图1 机械手的本体设计
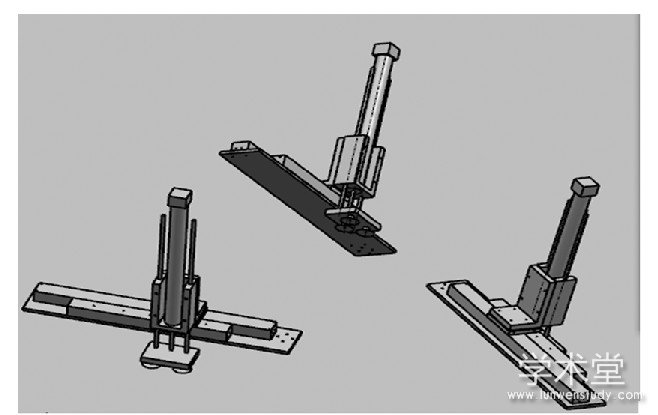
机械手吸附重物较轻, 采用较为简洁的悬臂方式, 水平气缸采用SMC公司的MY1H25-450A型无杆气缸, 为提高气缸活塞的刚度和强度, 气缸安装在步进电机驱动的拖板上, 避免受力弯曲;竖直有杆气缸采用导向装置, 提高承受横向载荷的能力, 增强导向精度。
2机械手驱动部件设计
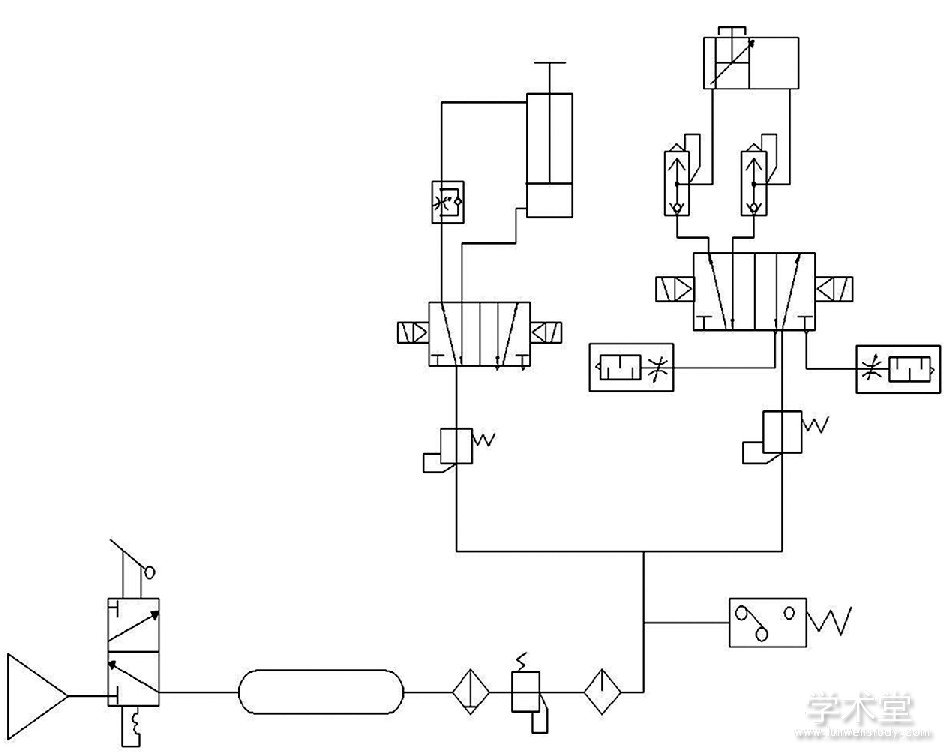
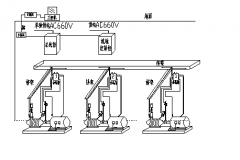
机械手水平、垂直直线运动及吸附抓取工件采用气压驱动, 以水平移动物品为例, 手动阀启动, 空气经空压机压缩, 通过气动三联件过滤减压, 此时压力继电器开始工作, 右路二位五通电磁阀右线圈通电 (左路电磁阀不通电, 气体无法进入标准气缸, 左路回路处于关闭状态) , 减压阀调整气体压力, 通过电磁阀进入快速排气阀, 快速排气阀开启加快启动速度, 气体进入无杆气缸, 推动活塞向左运动, 完成机械手伸展动作。当需机械手缩回时, 二位五通电磁阀左线圈通电, 推动活塞向右运动。机械手伸缩时, 两个节流阀同时工作, 调节气缸的运动速度, 减少噪音。气压驱动回路如图2所示。
为提高机械手工作的精度, 减小误差, 在本次设计中采用步距角为1.8°的二相混合式步进电机。工件和标准气缸的质量为11.81 kg, 导向装置的质量为0.67 kg, 无杆气缸的质量为8 kg, 水平托板的质量为1.82 kg。
图2 气压驱动回路
由数据可得转动惯量J=0.38 kg·cm2, 转矩M1=1.32 N·m;即电机所承受的最大转矩为M=M1+M2=1.25 M1=1.65 N·m, 而保持转矩则为M3=3 M2= 0.75 M1= 0.99 N·m, 由此选用森创公司的56BYG250DK-SASSBL-0241步进电机及配套的SD-20403驱动器。
3PLC控制系统设计
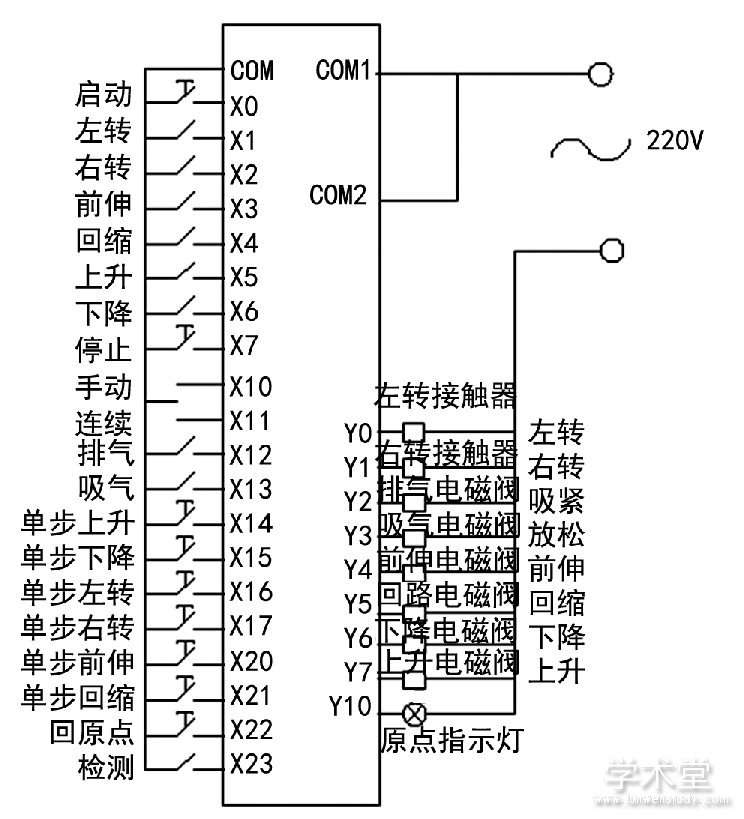
PLC作为小型处理器, 指令集丰富, 操作简单, 可扩展和抗干扰强;PLC控制水平气缸伸缩、垂直气缸升降、真空发生器真空生成和破坏、步进电机的速度和方向, 空行程快速移动等, 输出端口至少需要8个。而输入端口包括启动、停止、按钮输入、手动开关输入等22个输入点。根据输入输出点的个数, 采用三菱公司的FX2N-48MR型号的PLC。机械手收缩、升降等动作的末端须设置限位开关, 检测手臂动作是否到位。原理接线图如图3所示。
图3 PLC接线图
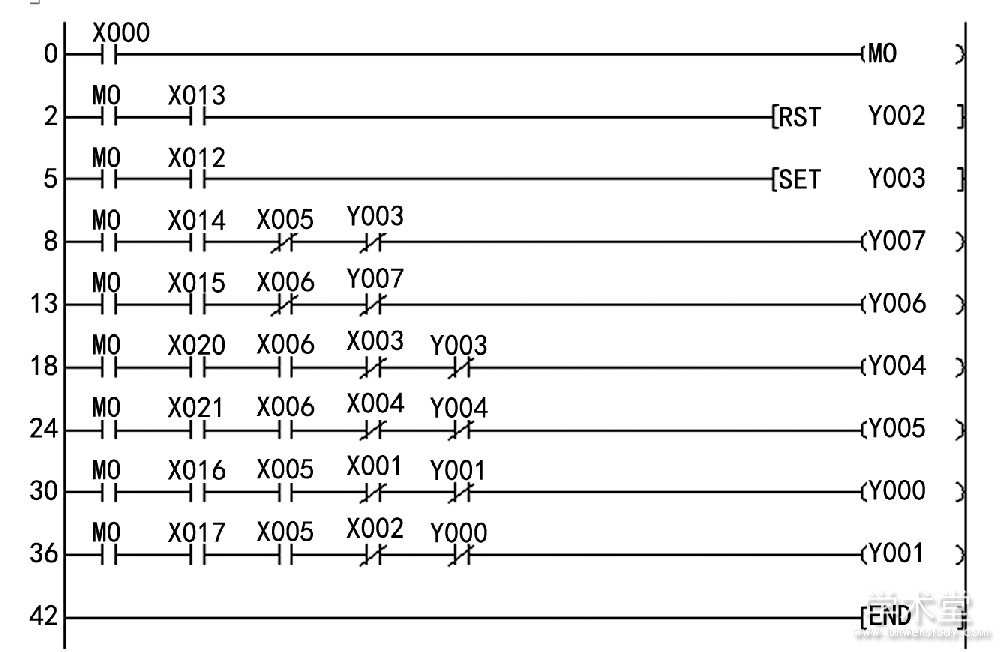
气动机械手的启动、复位和运动由PLC程序实现, 可实现手动、单动和自动3种工作模式, 自动模式下机械手各部件按预定的顺序动作。一个运动周期如:启动-水平伸出-垂直下降-吸附工件-腰部旋转-卸下工件-竖直上升-水平缩回-回转-等待下次启动。机械手可根据实际情况修改程序, 程序采用顺序梯形图编程方式, 应用STEP-7 MicroWIN编译, 包括回原点、手动单步和自动连续操作程序, 回原点与自动操作程序采用步进顺序方式编程。手动单步程序摘录如图4所示。
图4 手动单步程序
本文设计的机械手经加工、调试和组装, 能够将工件准确地从A工位移动到B工位, 基本满足了加工生产线的需要, 工作稳定性好。可根据生产节拍改变运动速度, 灵活变更动作顺序, 适应不同的工况, 具有一定的柔性;真空吸盘尤其适合小型不规则板类工件的搬运, 避免破坏工件已加工表面;整体采用模块化的设计, 组装调试维修方便, 提高了生产线的自动化程度, 节约了人力和成本。
4结语
基于PLC的控制方式对3自由度机械手的本体结构、动力驱动、控制系统进行了详细设计, 该机械手运动灵活, 有一定的可靠性, 可手动或自动控制, 可根据需要调整和改变驱动和控制单元, 通用性和扩展性好, 基本满足物料搬运的需要;但由于本体采用悬臂结构, 强度和刚度较低, 速度、位移可控性及系统柔性还有待提高。
参考文献:
[1] 陶湘厅, 袁锐波.气动机械手的应用现状及发展前景[J].机床与液压, 2007 (8) :226-228.
[2] 洪琳, 孙宇.多工位送料机械手的机构设计及电机同步控制[J].锻压技术, 2018 (6) :89-93.
[3] 张忠雷, 金振林.新型送料机械手及其工作空间分析[J].中国机械工程, 2016 (13) :1743-1747.

客观分析当前铁路车辆伤害存在的风险问题,认真探索控制铁路车辆伤害的内在规律,对铁路车辆伤害风险问题进行新的研判,提出控制铁路车辆伤害风险的对策。...
介绍了铝合金圆棒气滑铸造原理和特点, 设计制造了一种能铸造较大规格的铝棒气滑结晶器, 并在调试出合理工艺参数后, 生产出满足企业规格和质量需求的产品...

随着我国经济的发展,人们生活水平的提高,工作节奏日益加快,许多人没有时间或者忽视了对身体的锻炼与调理,导致部分人身体素质下降并且出现一些疾病,为此我们设计了多功能自发电理疗健身一体机,该机具备健身与理疗的双重功能,以满足不同人群的需求.一...
[摘要]目的:研制一种用于生物芯片、免疫渗滤(IFA)及免疫层析(ICA)等化学发光信号检测的多用途成像仪器。方法:借助计算机辅助设计与辅助工程(CAD/CAE)技术,针对设计的多用途成像仪关键部件进行建模和仿真,对整体调焦定位架构进行分析,得到其...
对于煤矿企业而言, 排水系统是煤矿开采中非常关键的一个组成部分, 其主要的功能是负责将矿井之中所出现的涌水及时排出井外, 井下排水系统的运行情况, 和煤矿安全开采存在的极大关联性。...
在工程机械中的液压传动具有体积小,传递平稳等的特点。为了能够保证液压传动的正常使用,需要对液压设备进行定期的检查与保养。不仅是为了保证液压设备的正常使用,更是为了液压传动过程中的安全着想。1液压油的污染1.1液压油污染的原因由统计的资料...
一、简要叙述轴类齿轮在生产过程中的加工工艺的确定关于轴类齿轮在生产过程中的加工工艺的确定,本文主要从八道工序来阐述。第一道工序是进行齿轮毛料的确定。第二道工序是进行齿轮的粗加工。第三道工序是进行轴类齿轮的热处理。第四道工序是进行轴类齿轮...
机械工程测试技术是高等院校机械类专业的一门专业基础课,该课程既要使学生具备扎实的理论基础,又要使学生具有较强的实践能力,为以后从事机械工程测试工作打下坚实的基...
新能源汽车定转子冲片生产是大批量的叠片生产, 冲压机械手的应用使得这种具有循环性、危险系数高、节奏快的加工的效率得到明显提高, 同时有效节约人力劳动成本, 提高操作人员自身安全以及设备的安全性, 保持较高的产品产能、质量和工艺稳定性。...
在我国交通运输体系中具有非常重要的地位和作用,它的发展呈现出高速化、多样化、高效化等特点。以下是本文优选的“10篇铁路车辆工程师论文”。...