������������

���õĿ��ٷ�չ����Դ����������,����ʯ����Դ���㷺��������,����ԭ�͵IJ����ͼӹ���Ҳ��������.�ӹ�����ԭ��������ҵ�����˾���Ч��,ͬʱҲ����������ؽ�����������.
������,������ԭ�͵ļӹ������о�,������:ȫ���ӹ������̡�װ�õ�����;�豸���չܵ���ѡ��;ԭ������װ�õ�һ����ע;���²�λ��ʴ���;ע����»�ʴ����,��������װ�����ܹ����õ���Ӧ�ӹ�����ԭ�͵���Ҫ.
��Ը����������ԭ�͵ļӹ�,���ͼ�ʯ�ͻ�����ҵ�����������ͼ�������ӳٽ�����������ͼӹ�����·��,�Դﵽ�������������,������ĿͶ�ʵ�Ŀ��.
��ԭ�ͼӹ������̶Ը�����װ�õ�Ҫ����,����ѹ����װ�ô��������ʯ���͡�ú�͡����͡������͡������ͺ����͵ķ���.Ϊ������ȫ��ԭ�ͼӹ����巽������Ҫ,����ѹ����װ�ö���ó���(����)→��ѹ����→��ѹ����ļ���·��.
ԭ�ͳ���ѹ����Ĺ��չ����Ǽ��ȡ���������������ȴ�����ʡ��������н�ϵ���������.����֮,װ����Ҫ����һ��������,ͨ���������̰�ԭ�ͷ����������μӹ�װ����Ҫ�ĸ������.ǡ����ֵط���ԭ����ֶ�,�dz���ѹ����װ�õĻ�������,Ҳ�DZ������ӵ���Ҫ����.�κη���IJ��㶼��Ӱ�쵽Ŀ���Ʒ�����ʺ�����,��ֱ��Ӱ�쵽����װ�õ�������ȫ���ľ���Ч��.
���κι��ֵķ���,���������Ӳ���Ҫ��Ͷ�ʲ����Ĺ��������.���,ԭ�ͳ���ѹ����Ĺ������̺��豸���ñ�����������������Ҫ���ͬʱ,ǡ����ֵط���ԭ��.��ֱ�ӹ�ϵ��Ŀ���Ʒ�����ʺ�����,Ҳ��װ�õĽ���Ͷ�ʡ��������Ľ��ܹ���.
1 ����ѹ����װ�õ�һ������.
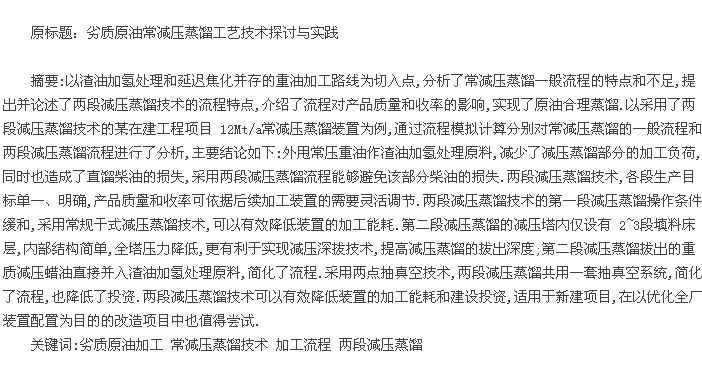
������,����ԭ�ͼӹ���������ͼ�������ӳٽ�����������ͼӹ�����·��.������Ŀ����滮,����ѹ����Ĺ�����������������ѻ�װ��ԭ�ϵĻ�����,һ��������˦һ���ֳ�ѹ������Ϊ���ͼ����װ��ԭ�ϵķ���,�Լ��ټ�ѹ����ļӹ�����;��ͨ�����ü�ѹ��μ���,���ԭ�͵��и��¶�,�Դﵽ���ͼ�ѹ�������ʡ��õ������ʵĽ���ԭ�ϡ��������ͼ����װ��ԭ��������Ŀ��.�÷����Ļ������̼�ͼ 1
1.1 �����ص�.
�ڳ���ѹ�����һ��������,��ѹ������Ҫ���ԭ����ʯ���͡�ú�͡�������ֵķ���,��˦һ���ֳ�ѹ���ͼ����˼�ѹ���ֵļӹ�����,�ﵽ����Ͷ�ʺͽ�ʡ�ܺĵ�Ŀ��.��ѹ�������ҪĿ��������:
(1)���������ѻ�ԭ��,ͨ�������ᡢ�����͵ķ��뾫�Ⱥͼ�ѹ���ֵļӹ���,��������ѻ�װ��ԭ�ϵ�����������Ҫ��.
(2)��������ԭ��,��ѹ����һ����������ԭ��,һ���������ͼ����װ�õ�ԭ��,ͨ��������ѹ����İγ���������ڽ���ԭ�ϵ�����,���ѹ����γ���ȿ��Դﵽ���������ʵĽ���ԭ�ϡ��������ͼ����װ��ԭ�ϵ�Ŀ��.
1.2 ���̵IJ���.
����ѹ��������˼·��ǡ����ֵط���ԭ��,����ԭ������,������ȫ������ӹ�������װ�����úͲ�Ʒ����Ҫ���ǰ����,����ǡ��������,��ԭ�ͷ���������������װ����Ҫ�ĸ������.ǰ��ԭ�ͳ���ѹ����һ�����̴��������²���:
(1)��ѹ������˦���ܿ��Լ��ټ�ѹ���ֵļӹ�����,�ﵽ����Ͷ�ʺͼ����������ĵ�Ŀ��,���ǻ���ʧһ����ֱ�����.��װ����������ʱ,��ѹ�����л��ܽ�һ���ֲ������,һ������ɴﵽ 8%����,�ⲿ�ֲ������ų�ѹ������Ϊ���ͼ����ԭ��,�������ѻ��Ͳ�Ʒ����,���ճ�Ϊ��Ʒ.��Ȼ,�ò��ֲ��͵ļӹ����������ͼ����װ�úʹ��ѻ�װ�õ���������Ӧ���ܺ�.�ڳ�ѹ����β�ȡ�����ֶν����ⲿ�ֲ����ڳ�ѹ�����е��ܽ���,�������������,Ҳ����ѹ���ֵIJ����������Ѷ�.
(2)Ϊ�˵õ����ʻ��ļ�ѹ����������װ�õ�ԭ��,�Ը������ͼ����װ��ԭ�ϵ�����,һ�������м�ѹ������ü�ѹ��μ������ԭ�͵��и��¶�,�����û��������ԭ�ϵ��Dz��ּ�ѹ���ͱ��������,�൱��һ����ԭ���и��¶���520��(TBP)���ҵ�����,���֮���ֶ��˻�ȥ,����豸Ͷ�ʵ����Ӻ��������˷�.
2 ���μ�ѹ������.
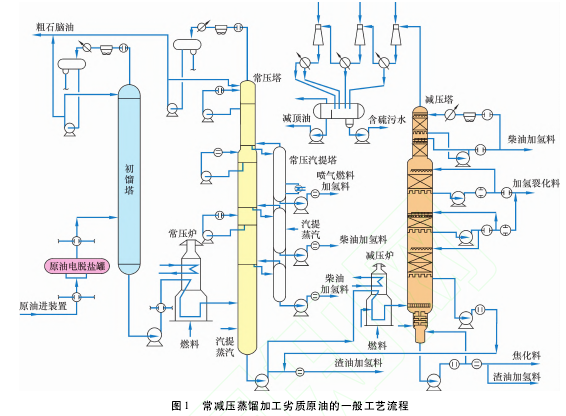
Ϊ�˽����������,�������μ�ѹ������,����Ŀ���Ʒ������������Ҫ��,ͬʱʵ��ǡ���ط���ԭ��,�ﵽ����ѹ����װ��Ͷ�ʺ��������ĵ���С��.���μ�ѹ����Ļ������̼�ͼ 2.
�볣��ѹ�����һ���������,���μ�ѹ��������������Ҫ�ص�����:һ��ȡ������˦��ѹ��������,����ʹԭ���еIJ�����ֵ���ȫ������;���ǵ�һ�μ�ѹ�����Ŀ�������������ѻ�ԭ��,�и���� 510������,��Ʒ�����ܺ�,��������Ҳ��Ϊ����,���Բ��ø�ʽ��ѹ������,������װ�ý���;���ǵڶ��μ�ѹ�����Ŀ������������ԭ��,���ü�ѹ��μ���,���Ը��ݽ���װ�õļ�����������������ڰγ���Ⱥ͵ڶ��μ�ѹ����Ľ�����,�����㽹��װ�õ�������Ҫ,ʵ���������ʽ���ԭ��,�������ͼ����װ��ԭ����������ͼ.
�����μ�ѹ������������,��һ�μ�ѹ����ļ�ѹ���ͳ���Ϊ�ڶ��μ�ѹ�����ԭ����,ʣ�����;����Ⱥ�ֱ���ͳ�װ�������ͼ����װ�õ�ԭ��,���������ͼ����ԭ�ϱ����������ֶһ�ȥ������.�������ɴ˴������豸Ͷ�ʵ����Ӻͼӹ��ܺĵ��˷�.�ڶ��μ�ѹ�������ڿɸ��ݾ�����Ŀ���,������ 2~3������,ȫ��ѹ�������Դﵽ 800Pa����,�����ڼ�ѹ���.
�ڶ��μ�ѹ������������2�����߳��(������������),��Ϊ���ͼ����ԭ��,�������ʵ���λ�ò������ͼ����ԭ�ϲ��뻻��,���̼�.
���μ�ѹ�������ļ�ѹ���������ϵͳ����‘2��1��1’��ʽ,������һ�����ϵͳ�������鲢��,�ֱ�����һ�κͶ��μ�ѹ���������,��·���������ھ���һ�����ϵͳ����,֮�����ν�����������������ϵͳ,ʵ���������ռ���,���˳�������̺�Ͷ��.
�볣��ѹ����һ���������,���μ�ѹ��������������һ̨��ѹ��μ���¯��һ������2~3�����ϴ���ļ�ѹ���� 5~7̨����,��һ�μ�ѹ����ļ�ѹ���ͼ�ѹ����¯�Ĺ��ߴ�Ҳ��һ�����̼�ѹ�������ͼ�ѹ����¯�ijߴ����Լ�С.
3 ����ʵ��.
���μ�ѹ��������Ӧ����ij�ڽ�������Ŀ12Mt/a����ѹ����װ��.һ�μ�ѹ���ø�ʽ��ѹ������,��Ҫ���������ѻ�ԭ��;���μ�ѹ���ü�ѹ��μ���,��Ҫ��������ԭ��.���μ�ѹ�������һ����������ϵͳ,��װ�õļӹ�����(ͼ 2).�����μ�ѹ�������볣������(��ͼ 1)ͨ������ģ���������˶Ա�.
3.1 ԭ�ͼ���������.
3.1.1 ԭ������.
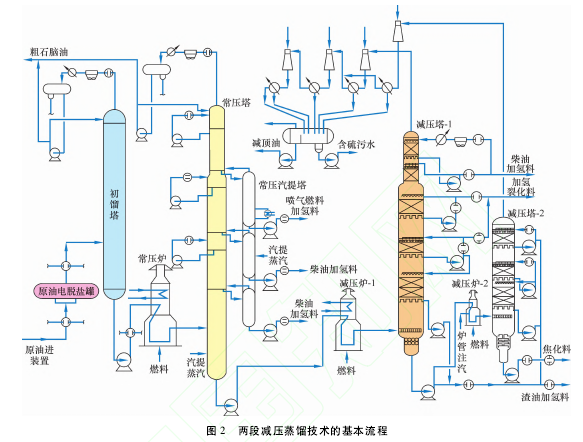
װ����Ƽӹ�������ԭ��,��������ʼ���1.
3.1.2 ��������װ�������ҪΪ����װ�á���ú����װ�á����ͼ���װ�á������ѻ�װ�á����ͼ����װ�úͽ���װ���ṩԭ��.��Ҫ����ʯ���� 1.9Mt/a,�� 2Mt/a����װ�õ�ԭ��;ú����� 1.37Mt/a,�� 1.4Mt/a��ú����װ��ԭ��;������� 2.3Mt/a,�� 3.75Mt/a���ͼ���װ��ԭ��;������2.2Mt/a,�� 2.6Mt/a�����ѻ�װ��ԭ��;����2.7Mt/a,�� 3Mt/a���ͼ����װ��ԭ��;���� 1.45Mt/a,�� 1.6Mt/a����װ��ԭ��.
3.1.3 ��Ʒ����Ҫ��ʯ����:����ԭ�ϲ����� C4���Ħ������������ 2%;ASTMD86����㲻���� 170��;ú�����:��ú����ԭ��,�ܶȲ�С�� 0.77g/cm3;���㲻С�� 38��;���㲻���� -47��;ASTMD8610%������204��;EP������280��;�������:���;�����,���㲻С�� 55��;ASTMD8695%�㲻���� 360��;������:�����ѻ�ԭ��,ASTMD116098%�㲻���� 550��;����:���ͼ����ԭ��,���� +��ѹ����;����:����ԭ��,���ʼ�ѹ����,538��֮ǰ��ֲ����� 5%.
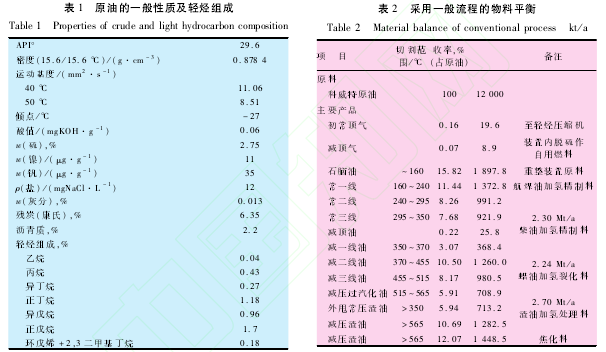
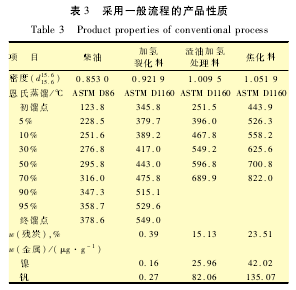
3.2 ����ѹ����װ��һ������ģ���������ѹ��������� 565��,���� 2.
�ӱ� 2���Կ���,�ӹ� 12Mt/a������ԭ��,����һ������,װ����˦��ѹ���� 713.2kt/a,ռԭ������ 5.94%;װ������������� 2.31Mt/a,�����ѻ�ԭ�� 2.24Mt/a,���ͼ����ԭ�� 2.7Mt/a,����ԭ�� 1.45Mt/a.�ӱ� 3���Կ���,���͵� 95%��Ϊ 359��,�����������Ҫ��;�����ѻ�ԭ�ϵĸɵ�549��,����Ҫ��;���ͼ����ԭ�ϵIJ�̿ 15.13%,�ؽ����������� Ni26μg/g,V82μg/g;����ԭ�ϵIJ�̿23.51%,ASTMD11605%��526��,��С��538���������������������� 5%��Ҫ��,�����о���.
3.3 ���μ�ѹ��������(�ڶ��μ�ѹ��������� 565��)ģ�������Ϊ���ڶԱ�˵������,���μ�ѹ�����������еĵڶ��μ�ѹ����γ�����Բ��� 565��.
ģ����������� 4~5ѹ������,ֱ�������ֲ�������� 63.5kt/a,ռһ��������˦��ѹ���͵� 8.9%;�����ѻ�ԭ�ϲ��������� 43.5kt/a,�ڶ��μ�ѹ��������� 565��ʱ,���ͼ����ԭ�ϵIJ���������107kt/a,����ԭ�ϵIJ�������û��.


�ӱ� 3,5���Կ���,�������̲�����֡������ѻ�ԭ�ϡ�����ԭ�ϵ�����������ͬ.�������μ�ѹ�������Ľ���ԭ�� ASTMD11605%����¶� 545.1��,����С�� 538���������������������� 5%��Ҫ��.���ͼ����ԭ�ϵ��������б��.
�ӱ� 3,5�����Կ���,����ԭ�ϵIJ�ֻ̿��23.55%,�뵱���Ƚ��Ľ����������ܼӹ�������ԭ��(��̿���Դﵽ 28% ~29%)���,����һ�����ʻ��ռ�.���μ�ѹ���������Ƚ��Ծ����ڿ���������ߵڶ��μ�ѹ����İγ����,��һ���ӻ�����ԭ��,�����ø��õ����ͼ����ԭ��.
3.4 ���μ�ѹ����������(ʵ�е���������� 590��)ģ���������һ��������μ�ѹ�������еڶ��μ�ѹ����İγ����,�ﵽԭ��ʵ�е��и��¶� 590��,���ʽ���ԭ��,�������ͼ����ԭ�ϵ�����.ģ����������� 6~8.
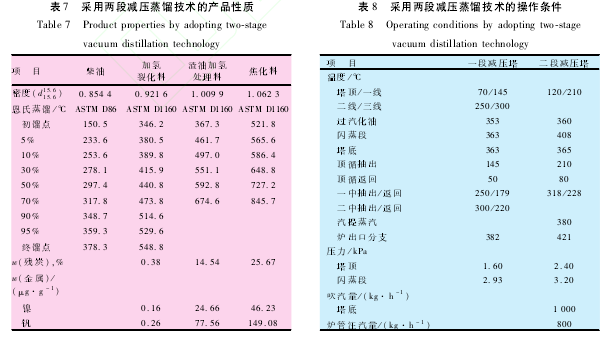
�� 7��ʾ,�������μ�ѹ������,�ڶ��μ�ѹ����ʵ�е������ 590��ʱ,δ�ı�װ�õ�����ƽ��,����˽����ʵĽ���ԭ��,��̿25.67%,�ؽ��� Ni46.23μg/g,V149.08μg/g,�����Ƚ��Ľ���������ȫ�ܹ��ӹ�������ԭ��.���ͼ����ԭ�ϵ������õ��˸���,��̿Ϊ 14.54%,�ؽ��� NiΪ 24.66μg/g,VΪ 77.56μg/g.
���õڶ��μ�ѹ���������ʵ�е� 590��,������������ 8.4 �� ���������ԭ�͵ļӹ�,�����ͼ�������ӳٽ�����������ͼӹ�·��Ϊ�����,��ϸ�����˳���ѹ����һ�����̵��ص�Ͳ���,��������������μ�ѹ�������������ص㡢���������̶Բ�Ʒ���������ʵ�Ӱ��,ʵ����ԭ��ǡ����ֵ�����.�Բ��������μ�ѹ��������ij�ڽ�������Ŀ 12Mt/a����ѹ����װ��Ϊʵ��,ͨ������ģ�����ֱ�Գ���ѹ�����һ�����̺����μ�ѹ�������̽����˷���,��Ҫ��������:
(1)��˦��ѹ���������ͼ����ԭ��,�����˼�ѹ���ֵļӹ�����,ͬʱҲ�����ֱ����͵���ʧ,��ʧ���ɴ���˦��ѹ��������8%����,�������μ�ѹ���������ܹ�����ò��ֲ��͵���ʧ.
(2)���μ�ѹ������,��������Ŀ�굥һ����ȷ,��Ʒ���������ʿ����ݺ����ӹ�װ�õ���Ҫ������.
(3)���μ�ѹ�������ĵ�һ�μ�ѹ���������������,���ó����ʽ��ѹ������,������Ч����װ�õļӹ��ܺ�.
(4)�ڶ��μ�ѹ����ļ�ѹ���ڽ����� 2~3�����ϴ���,�ڲ��ṹ��,ȫ��ѹ������,��������ʵ�ּ�ѹ��μ���,���ѹ����İγ����;�ڶ��μ�ѹ����γ������ʼ�ѹ����ֱ�Ӳ������ͼ����ԭ��,��������.
(5)�����������ռ���,���μ�ѹ������һ�׳����ϵͳ,��������,Ҳ������Ͷ��.
(6)���μ�ѹ������������Ч����װ�õļӹ��ܺĺͽ���Ͷ��,�������½���Ŀ,�����Ż�ȫ��װ������ΪĿ�ĵĸ�����Ŀ��Ҳֵ�ó���.

ժҪ:�����˳���Ӧ��ϵͳ����ԭ����ʱ��ǰ�������ʵ��״�����з����������������а���ϵͳ������Ŀ�꣬�����ҵ�豸����Դ���������ƽ�ָ�������������ַ��ӿƼ�Ч�ܣ���־��Ϸ��룬�����������Ч�����ٽ������������������ĺͿƼ������ľ������ؽ���:...
�����豸��ú�����������в��㼰����Ҫ��
һ���������.�����ǻ���һ�廯�ļ��,����һ�廯�ֳ�Ϊ��е���ӹ���ѧ.��Ϊһ�Ÿ�������ѧ��,���缯��е�����ӡ�������ȼ���Ϊһ��,ʵ�ֻ�е�Ĺ���,�Լ�����͵��Ӽ�����Ϊ��е����,δ������ķ�չ������ʵ�����ֻ������ܻ���չ.���缼���ķ�չ��...
�ֲ�������;������������С��ҵ��Ʒ���ݴ�
ժҪ:����С�ͻ�е������ҵ�ж༶���Ͳ�νṹ��Ʒ���������ͼ�����д������������ϸ���ۣ��ڷ�����Ʒ���ṹ�Ĵ��������Ļ����ϣ���ϲ�Ʒ�ṹ���IJ�νṹ�ص㣬����˲�Ʒ�ṹ���ݵķֲ�������Ͳ�ξ���������������Ʒ�ֶ����������ҵ�����ֲ�Ʒ��...
����ˮ��վ���������Ŀ��������ϵͳ�о�
ժҪ�����ˮ��վ�����Ŀ��֪ʶ�Ժ����ԣ�����һ��P3E/C�Ĵ���ˮ��վ�����Ŀ��������ϵͳʵ��ģʽ�������ϵͳ���е�����ṹ��ϵͳ����ƽ̨��ͨ��ϵͳʵ�ֵĶ�̬��������ͼ����Ŀ�������ת����Ŀ��Ʒ��ȫ3���ؼ������Ľ������������˻���P3E/C����Ŀ...
�ֳ����鴿�����������������Ч���ij����
��ժҪ�����������ֳ�����Ļ����ϣ���ϴ�����������ʵ�������������ȷ�˵Ͳ���Ч���Ķ��壬���ԵͲ���Ч��������ϸ�µķ��࣬��ʣ��ɲɴ�����ɰ�巢��������Ǿ����ԡ���估ƽ��ì�ܵȷ������֣�����ϵͳ�ط����˲�ͬ���͵Ͳ���Ч���ij���...
1���������O���ոſ�.����������õ��Ƕ�����վ������,���ɾ��ܾ�����90%Ͷ�õ���˫�ܲ�ˮ���ȼ�����,�ܾ�����10%���õ��ܼ�����.ȡ����˫�ܲ�ˮ���ȼ������ϵIJ�ˮ����ϴ�Ĺ��վ��ǵ��ܼ�����,�����˼���������ģ������,�����ﵽ��...