������������

����һ������
������ҵ�Ĺ����������������ά�ֺ��쳣����Ĵ��ù��������쳣����ķ������ӳٽ�����������ҵ��Ӫ�ɱ�������������ҲӰ����ҵ�ij�Զ��չ���쳣������ʵʩ�������ںܴ�̶��ϱ�֤����ҵ���õ�����ͻ���������˾��Ӫ��Ч������ȵؽ������쳣����ҵ��������ʧ�������г����������漤�ң��ִ�������ҵ��Ҫ������߶Բ�ȷ�������صĿ��ٷ�Ӧ�ʹ�����������ά�ֺ������ҵ�ۺϾ�������������״̬�£����������������չ������ϸ�����ƻ�˳��ƽ����ɡ�������ʵ�����������У�������������Ʒ�ֶࡢ����С������Ҫ��ߵ��ص㣬��ʹ�������̻����ĸ����Դ����ߣ��������������쳣����ǰ��������ҵ��ԵIJ�ȷ��������Խ��Խ�࣬��Щ���ذ�����ҵ�ڲ������仯�IJ�ȷ���Ժ���ҵ�ⲿ�����仯�IJ�ȷ���������档���ڴ��������ҵ��˵�������������̵ĸ����ԺͲ���Ԥ���Ե��������쳣���豸�쳣����Ա����������ƻ�����ͽ������������쳣���ʱ�з����������쳣�¼��ķ���ʱ�����������ͣ����������ʱ��ͣ�����Ӷ�Ӱ����ҵ���������ִ�кͲ�Ʒ���������������ڡ���ˣ��ִ�������ҵ������Ҫһ�ֶԳ��������쳣�¼�������Ч������ʵʱ����ϵͳ����ʵ�ֶ������쳣�¼��ļ�ء��ɼ������ݡ�Ԥ�������á����۵�һ�廯�������У��Ӷ������ҵ���쳣�¼��Ŀ��ٷ�Ӧ�ʹ���������Ŀǰ�������ר�Һ�ѧ���Ѿ��Գ����ֳ��������쳣�¼������˲��ٵ��о���̽�֣�������Ҫ���������������档
������һ�� ���������豸�쳣�¼��������о���״
���������ֳ��������豸����ҵ�������������Ҫ��������֮һ������������ҵ��˵�����䳵�������豸�쳣�¼�������Ч�Ĺ��������Ա�֤�����豸�����������Ե���Ϊ��Ҫ�����ϴ�ѧ����������Ե糧Ϊ�����������MESϵͳ���ݲֿ��˫����ϵ�ṹ�������˵糧MESϵͳ���ݲֿ�ĸ���ģ�ͺ�����ģ�ͣ���������MESϵͳ���ݲֿ��ڵ糧�豸����Ԥ���������Ӧ�á�
���������� �������������������쳣�¼��������о���״
�����������������������쳣�¼������Dz�Ʒ������������Ҫ���ڣ�Ҳ�Dz�Ʒ�������������������Ҫ��Դ֮һ��Ŀǰ����������ר�Һ�ѧ�߶Գ������������������쳣�¼��Ĺ����ͼ�ܽ����˴������о����Ѿ�ȡ���������м�ֵ���� �� �� �� �� �� �� ShankarChakraborty��DigantaTah�����һ����ѯ����֧��ϵͳ����ϵͳ�ܰ����ռ�����ͳ�����ݣ����ܶ�����з������Ӷ���ʵ����������صľ���֧�֡�
���������������쳣��������
������ǰ�����������в���ר�Һ�ѧ���ڳ��������ֳ���Ϣ�����ͼ�ط�������˴������о�����ȡ���˿�ϲ�ijɹ��������������ż�������������缼����Ѹ�ٷ�չ���Ƚ�������˼��������MES�õ��˳���ķ�չ�����MES���Ƚ�����˼�������Գ��������ֳ��������ֵ������쳣�¼�������Ч������������ҵ�Ŀ��ٷ�Ӧ�����Ѿ���Ϊһ���µķ�չ���ơ�
����Ŀǰ����Щ�о��ɹ�Ϊ��������������Ϣ�Ĺ����ͼ�������������ṩ��������֧�֣�����ּ�ڹ���һ����֧�������쳣�¼���Ϣ�Ķ�̬�ɼ���ʵʱ���ݡ����ٴ������ۺϲ�ѯ�����ij��� ���������̣������쳣�¼�ʵʱ����ϵͳ��
�������������쳣���γ�������
������һ�������쳣���γ�
�������������ǹ�˾��Ӫ�������ص㣬�Ǵ����ҵ��Ӫ��ּ��ӯ��Ŀ�����Ҫ;������������һ������������֣�������֯��������ƻ�����������ƻ��ͨ�������Ż���������ϵͳ����ҵ���Դ������һ��������ʽ���������;����Ͼ߱������ԡ����ʺͻ����������������ܹ�Ѹ�ٵ��������������з����ĸ��ֹ�ϵ��ʹ֮�������ƶ��IJ��ܼƻ������Ӷ�ʵ���������Ŀ�꣬��֤��Ʒ�����ɿ������������ÿͻ����⡣
�������������������£��������ij�Ʒ����������ȶ��ķֲ����Σ�Ȼ����������ʱ����������̣���������һЩ����Ʒ����ɲ���Ʒ��ԭ��һ���ǻ�����ԭ���Dz��ɱ���ģ�Ҳ�������Ƶģ���һ���Ƿǻ�����ԭ���ֳ��쳣ԭ��������Ϊ���أ���������ǵ�������Ʒ�ʲ������ص�Ӱ�죬���Ա����ȡ��Ч�Ĺ�����Ԥ����ʩ�������쳣�����ʹ�����Ψ����ˣ����ܱ�֤�����ش��ģ������ȡ�ó��ڵij������ơ�
���������ֳ���������������һ�߽��е��ۺϹ���������Ҫ��������е����Ҫ�أ����ˡ��豸��װ���ӹ��������������ʺ���Ϣ�л�Э������֯�������Ա�֤���ʡ���Ч���ͺġ����⡢��ȫ�ؽ��������������ֳ�������ͨ���ֳ������������������еġ���Ʒ����������һϵ������������ɣ�һ������ӹ�������̡�������̡�������̺�ͣЪ���̵ȡ��������ں���ԭ����ɵIJ�Ʒ�������̵��жϣ�����ͣЪ���̡��������ֳ�������ͣЪ���̶౻��Ϊ�����쳣��������Աÿ�졢ÿʱ��Ҫ������Ч��Э����������������е��ϰ������������е�DZ����������������쳣������úû�������ֱ��Ӱ���Ʒ�����������һ��漰������������������ҵ��������Ч�Լ������ԡ�
�����쳣������ָ�����õķ���չ�������쳣��ָ���������̡���ҵ�����������豸���з���ơ����ϵ����ض���ɵ��������ϲ��ϸ�Ʒ��������������Ч���½����������������������ɵĽ����ӳٻ�����ͣ������������������˷ѣ�������Ӱ����ҵ����������������������̴����쳣����ʱ�����dz�֮Ϊ����������ʧ��״̬��������ָ�������쳣��ָ������첿��ͣ�������������ӳ١�����Ƴ�Ʒ�ʵ�Ӱ������Σ��ɴ���ɵ���Ч��ʱ�����Ϊ�쳣��ʱ�����չ�ҵ���̷������������쳣���������̴���Ϊ���˽�ʵ������״����ȡ����������������ֱ������쳣���絥�Ͼ��������ܺ�ʵ��֪ͨ�����������ź�Ʒ�ʹ������Ŵ���������������������쳣ʱ��һ�㶼�ǴӴ������̡��쳣��ʱ��������δ����������������п��ǣ��Ա��ƶ���ʱ��Ӧ�취��
���������������쳣����Ҫ����
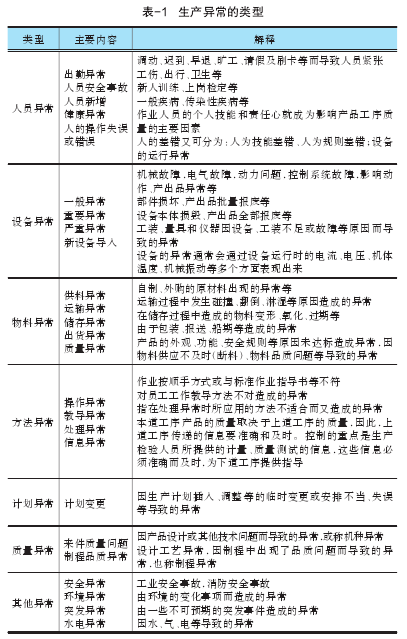
�������쳣�¼��ķ�������dz��������쳣�¼�������Ԥ���Ļ�����������ҵ���ʼ��������Ͳ�ͬ���������쳣�ķ�����ص�Ҳ������ͬ�����е���ҵ���Ƴ��쳣��Ϊ��Ҫ�������쳣�����е���ҵ�ƻ������ϡ�Ʒ�ʵ��쳣��Ϊ��Ҫ�����쳣����Ʒ������������У������ˡ��豸�����ϡ����������ա������ȵIJ��ȶ��ԣ����ײ���ȱ�ϡ��豸�쳣�������쳣���������ʵ������������������쳣��ԭ��ͬ���Խ������쳣��Ϊ������Ҫ���ͣ������ƻ��쳣�������쳣���豸�쳣���Ƴ�Ʒ���쳣����ƹ����쳣��ˮ���쳣�ȣ��Ա��ҵ���ʱ�ж��쳣�����ı������ݺʹ����������������侭�����ֵ������쳣��Ҫ�����豸���ϡ�ʵ�ʽ�����ǰ���ͺ��Լ������������ȡ�����Щ�쳣���ܵ�������ļƻ����ȷ����ı䣬Ϊʹ�������㽻����Ҫ�������豸�����ʣ��������Щ�쳣�Ŷ��¼�������ȷ���������쳣���ų�Ӧ�����-1��ʾ�ļ����������֡�
�������������쳣����״����
�����������ϵ��豸�����ա�������������Ա�Լ����ӹ��㲿���IJ��ϵ�����һ�����������仯ʱ��ϵͳ���Ͼͷ����ˡ�
������һ�������������������쳣����
������һЩżȻ���������ز������������������Ϊ����������żȻ������������ָ�ڲ�Ʒ�����о��������������õ����أ����������豸������Ӱ�������С���������������������е�С�ļ����仯�������ȵIJ���Ӳ�ȣ��������ߵ�����ĥ���������ղ�����ʱ���С�仯�ȡ���ЩżȻ�Ա仯�Բ�Ʒ����Ӱ���С��������������������������ģ�û�й��ɵģ��ڼ����Ϻ���������������������Ԥ�Ⲣ������������������д�����������ʱ�����dzƴ������������ܿ�״̬����ϵͳ���������أ��쳣�����أ��������������������Ϊ�쳣���������������豸������ǡ�����о߶�λ����Ա������Υ����ҵ��̣������ƺ���Ҫ�������IJ�Ʒ��������绷���仯�ϴ����������ȡ���Щϵͳ���������صı仯�Բ�Ʒ����Ӱ��ܴ��ǣ���Щϵͳ��������һ��ʱ�䡢һ�������£���仯���й��ɿ�ѭ�ģ���ͨ��һЩ����ֶο��Բ����ģ��ܹ���ȡһ������Ч��ʩ����������������Ӱ��ģ�ʹ���������ڿɿ���״̬��
���������� �����ֳ����������������������
�������磺�������ñ����������ռ��������Բ����˹���ʽ����������ϵ�ȷ�Ժͼ�ʱ�Ե�ȱ�ݣ�������Ա���ֳ�����״�����ղ�����ʱ��ȷ�������쳣�����ĵ��� �����Ƴ��쳣���絥�����˹��ܵ���ҵ��Ч�ʵ��£��豸��ʧ��ʱƫ�ߣ�����Ч�ʵͣ���Ʒ�����ʡ��������д����ͣ���λ��Ʒ�ɱ����ϴ����ſͻ��Բ�Ʒ���������ڡ����Ե�Ҫ��Խ��Խ�ߣ������ֳ����й���ģʽ������������ͻ�����
���������� �����쳣�Ĵ��ù��������ھ����ж�
������Ϣ�ͺ��¹�����Ա��̨�ڷŵ���������������ʱ��Ļ㱨�����쳣�������롣����Ϣ�۵Ĺ۵����������̵ĸ��ֲ���������ݺͱ���������ϵͳ�ڲ��ĸ��ַ�Ӧ���ֳ�����“��Ϣ”��
���������������̵��쳣��ϳ�������������������������Ա�ľ�����еģ�������Ա�ڳ�������ʵ���У������˴����ḻ���쳣��Ͼ��顣Ȼ���������ѵ��ǻ�ȡ��������Щ������ר��ͷ���У�����ͬ״�������Ӧ���֪ʶ����ר���Լ���δ���й���������֯��������֪ʶ�����͵���“����ʲô����ȡʲô��ʩ”��֪ʶ����Щ֪ʶ���������Dz��걸�ģ�������ͬר�ҵ�֪ʶ���ì�ܵĵط��������Ƕ�ʵ����������ȴ�dz���Ч��
�������ģ� ��ͳ������ʽ������Ӧ�ִ�����ҵ������Ҫ��
�������������쳣�¼��Ĵ���������Ҫ��������֮���ͨ��Э������ͳ������ҵ�쳣�¼��Ĵ����ǰ��մӳ��������쳣�¼��������쳣�¼����������Ĵ��з�ʽ���й����ģ��������������е���Ϣ����Ҫ������ͳ���˹����绰����������Ϣ���ݷ�ʽ�����ַ�ʽ�ɼ��ʹ���Ч�ʵ͡���Ϣ�����ʸߡ����ܷ���������ٶ�������ʧ�棬���Լ�ʱ�������ŵ���ЧЭ����ʹ����ع�����Ա���ܼ�ʱ��ȷ����Ӧ�쳣�¼������������Դ�˷Ѻ��ڲ�ì�ܣ����ؽ�����ҵ����Ч�ʺ������ʣ������Լ�ʱ�����������������쳣�¼�������Ч��Ԥ������أ������ڲ�����Ա�������Ա�õ����ݱ���ʱ������ܾ��Ѷ�����������µ�Ӱ�졣
�������壩 ��ʵ��ȱ���쳣�¼���������Ϣ�����ܻ�ƽ̨
���������������쳣�¼�����ʱ������ȱ��һ��֧���쳣�¼���������Ϣ��ƽ̨��������Ա�������ֳ��¼�������Ա�Ͳ�������֮������ʵʱ�ؽ�����Ϣ������ҵ��Эͬ���������Զ��쳣�¼���ʱ������Ӧ�Ϳ����ƶ�����Ч�����������Ϣ�����������ͺ�����ҵ��Ӧ�ٶۣ�����ʱ�����Ӧ�Դ�����Ϣ���ܹ�����������֮��ȱ����ʱ��Ҫ�Ĺ�ͨ������Ϊ�����������“��Ϣ�µ�”�����������������ظ����С���ҵҪ����ۺϾ���������Ҫͻ���쳣�¼���Ϣ���ݵ�ƿ������Ҫһ��֧���쳣�¼���Ϣ���ٴ��ݵ�ϵͳӦ�õ��ճ�����ʵ���С�
���������� ���������쳣�ɱ�������ʧ��ʹ��Ҫ��
������������е��쳣���в�ȷ���ԡ����ȶ�������������쳣�������ص㡣���������쳣���������쳣��ɵķ��������ޡ����ϵ������ɱ��������豸����֮���ά�������ӣ��쳣�ķ�����������Ч������ʱ�䣻��֯���쳣�����ٶ����������ֳ�����Ʒ���٣��豸���ϡ����϶�ȱ����������ȶ�����ɲ��ֹ�����ͣ�������ƻ��������������ֳ�����Ʒ���ࡢ���ƿ���ѹ�ȵȣ���Щ�������ҵ������ͬ�̶ȵľ�����ʧ��������ҵЧ�档��ˣ����⡢���ٺ����������쳣�ķ�����������Ӧ�����ʱ�����Դ�������ʣ��������ҵ���������;���Ч�棬���ڴ��������Ѻ��ͺ���Դ��Լ���������ձ����塣
�������ߣ� ������ʱ��Ϊ��������쳣�ṩ������֧��
�������ڳ����ֳ��ĸ����Ժ������Ԥ���Ӱ�����أ���������װ������и����ڶ����ܻ���ֵ��������жϵ��쳣������Щ�쳣Ӱ������������������ҵ������Ч�棬�����ҵ���ı䡢���Ϲ�Ӧ��ȱ��ԭ��������ϼӹ��жϣ��������������ƻ����������Ŷ�����ͣ�͵�����һ�����䷢���쳣�¼���������Ա���߲��쵼�����������ڵ�һʱ��ȷ����ʱ��ߢȡ�����Ϣ�������Լ�ʱ����������֧�֡�����ȫ��֪ʶ�����Ƽ�������Ϣ�������ܻ��Ŀ��ٷ�չ�����и�ҵӭ���˴�����ʱ�������귢չ�����Ĺ��̼�ؼ����ܲɼ�������ʵʱ�������ݣ���Ϊ�������̵��쳣�����ṩ��ǿ����������֧�֡�
�����ġ������쳣�Ĵ�������������
����“���”�ı������ڷ����쳣����Ļ����ϣ��������ƶϳ��쳣ԭ���쳣����Ǹ���ϵͳ�ɼ�����ʵʱ������������ӳ������Ϣ���еģ�����˵��ʵʱ�����������쳣��ϵĻ������쳣�����Ҫ�Ѹ��ӵ�ϵͳ����һ�����壬��ϵ����۵㲻���ھֲ����۵��������ڹ����ж��Ρ������ء���������ۺ��Թ�ϵ��������ϵͳ�۵�˼�룺
������1���ж��쳣���ͣ���2�����������쳣��ԭ��3�� ��ȡ��ʩ�������쳣����4�������������֪ʶ��������������������֪ʶ���ۡ�
������һ�������쳣�ķ������ж�
�������������������ƵĶ������������������Ĺ������أ��ˡ������ϡ�������������ҵ�����ֳ������м��Ϊ4M1E�����������������Ƶ������������ʹ��Ʒ����������������ά��������������������ҵ�����У��Բ�Ʒ������ͬһ������ʹ��ͬһ��������ͬһ̨�����豸�ϣ���ͬһ�ֲ��ϣ���ͬһ��ҵ�����������շ�����������ͬһ�ֲ�Ʒ������������Ʒ��״����С�����ȵ���������ֵҲ��������ȫ��ͬ������Dz�Ʒ�������������������ֲ�Ʒ������������Ҫ���ؾ����ˡ������豸�����ϡ���ҵ�����������������ⲿ�г��ı仯����ҵ�ڲ��Ĺ�������˸��ߵ�Ҫ����ҵ��һ�������뵽�����ת��ϵͳ����ҵ������Ŀ����ʹ���ˡ������ϡ����������⡢��Ϣ������Ҫ�ش��ڿɿ�״̬���ܹ���ʱ���ͳɱ�����Ч�ʵؽ������������쳣����ķ�����ʹ���������������ң���ˣ����쳣���м�ʱ��Ӧ�淶��������ÿ����ҵ��ע�Ľ��㡣
����1����ҵ��������һ���ջ�ϵͳ���쳣ԭ������������ڹ�ҵ�����ϣ���������ҵ�������涼�����ش��ʵ�����壬ͨ���쳣��������ҳ�ԭ��Ҳ���쳣��ϵ�Ŀ�ģ���Ҳ��ʵʱ���ݲֿ����������ߵĸ����������쳣ԭ�����һ�㶼��Ҫ����֪ʶ��Ϊ���У����ֳ�ʵ��������е��У����ܹ������쳣�ĸ���ԭ���ܽ�������������ԭ����ж���ͬʱ��Щ�жϱ��������������ܹ���ʱ���������쳣ģʽԤ��Ľ�����Զ��쳣ԭ����з�������ͳ���쳣ԭ�������������ͨ���ж��������еġ���ˣ��ж���ĺû��������쳣ԭ�������ȷ�Ժ���Ч�ԡ������ƻ���Ա��Ҫ��Ԥ�������쳣��ȷ��������������Ļ����ϣ�����Щ�����쳣������������з������ҳ����������ԭ����ȷ�����������ԭ��ƻ���Ա��Ҫ���й����ε�λ������飬���º�Ϊ��ǰ���ơ�������˷����������⣬�ƻ���Ա��Ҫ�ڿ��Ǹ������غ������������ƻ���
����2�������쳣�ĸ���ԭ��̽���������������쳣Ҳ���Dz�Ʒ�Ƴ��е��쳣���Ƴ̵�����仯�����Ʒ�ʱ������Ҫ��Դ����Ʒ�ʱ���Ĵ�СҲ�Ǿ�����Ʒ���Ӽ�������Ч�ԵĹؼ����Աȷ��������쳣���ͣ���֪����쳣����Ҫԭ�������֣���ͬԭ�������ԭ��ͬԭ���ֿɳ�ϵͳԭ����Ϊԭ��żȻԭ����ԭ����ָ�Ƴ��б���������ͳ�ƹ���״̬�£����Ʒ�������й̶��ķ��䣬�������ϸ�IJ��ȶ��ԡ�ͬ�������ڲ��ṹ�������ԡ��������Ķȡ�����ԭ���ֳƿɱ���ԭ����Ϊԭ�ǻ���ԭ���쳣ԭ�ֲ�ԭ����ָ�Ƴ��б������ز��ڹ���״̬�£����Ʒ����û�й̶��ķ��䣬�������δ������ҵ����ָ���飨SOP����ҵ�������豸�IJ���ȷ������������Ա�ı䶯�ȡ��ɴ˶Աȿ�֪������ԭ������ɵ��쳣�ǿ����ұ����ų��ģ����ɹ�ͬԭ������ɵ��쳣��ɸ����䷢���������б������ڹ�����ڵı��컹���ڹ������ı��졣�����Ϊ�ϸ����Ϊ���ϸ�Ҫ�����ų���
����3���쳣��������Ҫ��������Ҫ�Բߡ����ճ����������У���������������쳣�����磺��ͻ��������ϱ������������ǰ��������������쳣����е�豸�������ϵ�������ɲ�Ʒ��������������������ƫ��ԭ���ƻ�����������Ч�ʵ���ߺͽ��ڲ������ص�Ӱ�졣��ˣ�Ҫ�������쳣��Ԥ����ʩ���ƶ���ʵ���еĶԲߡ������쳣ʱ���������5W1H�������ʼ�������ȷ�ϣ��õ�������ڱ�Ҫ��ʱ�����Զ�װ�ã������ص㷽���̻�������ߣ���Ӧ�������йز�����ϵ���쳣��������Ҫ�ķ�����Ϊ���ƣ�����������ҵ��˵�����˶Է������쳣���и����ų��⣬��Ϊ��֮��Ч�ķ������Ƿ����쳣�ķ��������ݼƻ�������Ѹ�����������Ĺ������ţ���֤����Ч�ʣ�ʹ�ܲ������ֲ��䣻������ƻ������������IJ�Ʒ�����Ʒ��ԭ���ϵ��̵㡢��⡢���˵ȴ���������������ƻ����������õ���Ա��ǰ�ӹ�������������Ա������ٶ����ƻ����������ϡ��豸�������������üƻ�������ʱ������Ҫ�Ľ���ѵ����
�������������������������ؿ��ƴ�ʩ
����1��������Ա���ء���ҵ�����κμӹ���ʽ���벻���˵IJ�������ʹ��Ŀǰ���Ƚ����Զ��������豸��Ҳ������Ҫ��ͨ�������õĵ���ȥ�����Ϳ����������ӹ���ʽ�����������Աʧ�����Ҫ�����У���Ʒ������ʶ�������ҵʱ���Ĵ��⣬�����ع�˾�涨��������ҵ��̣�Ա�������Բ�ǿ��������������û������λ��ѵ���������Լ����ڴ��µĹ������������ظ���ͬһ������Ա���������˼����ᷳ�����ȡ��Դˣ��ɲ�ȡ����8��Ԥ����ʩ����1����Ա����ǿ��Ʒ����������ʶ�����������ҵԱ���������ġ���2����Ա���������и�λ������ѵ���ر���һЩ�½�Ա����δ����ѵ�����ϸڣ�Ҫ��Ա���������ϸ�����������ҵ������̡���3�������ͼ�����ԱҪ��ǿ��Ʒ�Լ������Ʒ���鹤�������ʵ����Ӳ�Ʒ���������еļ���Ƶ�Ρ���4�� ��ǿ�������̿��ƣ����ù��̼��飬�������顢Ѳ�ؼ��顢�깤���顢ĩ�����顣��5�������йؼ���Ҫ���ǿ���ռ�����ƣ���ֹ���ϸ�Ʒ�����������û����С���6����Ա�쳣�Ĵ�����������ҵ��˵����Ҫ�IJƲ����˲š�˵�������˲ţ�һ��Ӧ��һ��˭�������ġ����˷Ѳ����Ĺ�������������Ӫ��һ�������ˡ����˵�����������ȵط��ӵĹ�����������������Ա�쳣ʱҪ����Ϊ��������Ӧ�ԡ����쳣�ų�����������Ϊ��������������Ա�����������Ա��ע�����壬��ҪʱҪ���Ӷ��ڵ����彡��״�����Ĵ�������7��Ӫ�����ȫ�����Ĺ����IJ����������������ֱ��Ӱ�쵽Ա������������ͻ����ԡ�����Σ�յIJ��������ѵIJ����Լ���Ҫ����IJ�����Ӫ�����������¶ȡ������ȷ�������õIJ�����������һ�ּ�ʹ�Ǹ�����Ů��Ҳ�ܲ�������ɵIJ�������Լ����ʵ����ú�Ϊ��Ҫ����8����Ϊ���չ�ܡ��ϸ��������ѵ��ͻ���ص㡢�����ơ��ּ��������Բ�����Աʵ��Ȩ�ּ�����ͬȨ����Ա��ϵͳ���������̿��Խ��в�ͬ�IJ�����
����2�������豸���ء������豸�ǹ�˾��֤��Ʒ�������������������Ͽͻ���Ʒ����Ҫ�������������Ҫ����֮һ�������豸���ȶ��ԡ����ܵĿɿ��ԡ����ȵ�ȷ�ԡ����Ĺ�װ�Լ��оߵȶ�λװ�õ�ȷ�Եȶ�ֱ�ӻ����������Ʒ�������ԵIJ�����������Ʒ������������Ҫ��ʩ�У���1����ǿ�����豸������ά�ޣ����ڼ�������豸�Ĺؼ����ܣ����������豸ÿ�յ���ƶȡ���2����ֲ�Ʒ�������ƶȣ��Դ�����ʵ�����豸�����ܵĿɿ��ԡ��ȶ��Ժ;��ȵ�ȷ�ԡ���3�������������о������ù�װ���оߵȶ�λװ�ã��Լ��ٻ��������˹�����������IJ�������ʧ��4�� �����豸�쳣�Ĵ����Բߡ�Ϊ������ȵط����豸�Ĺ��ܼ����ܣ�������ԱӦ���豸������״̬����ָ�ƣ��������豸ά�������״̬��Ӧʵʩȫ��Ԥ��������ά�� ��TPM���������豸��������ǰ��ֹ����ij��֡�
����ʵʩTPM���Լ���ά�����ã����������е��˷ѣ���߹�����ȫ�ԣ���߲�Ʒ��Ʒ�ʣ�ͬʱ���ܹ�����ͣ��ʱ�䣬ʹ�豸��ʹ��������������������ȵؼ����豸�쳣�ķ�������5������֪ͨ����ά����Э���ų�������������Ա�������ٻ���ǰ�ӹ����������ų�������Ҫ�ϳ�ʱ��ģ�Ӧ��������������Э���������š���϶�̬ϵͳ�Ĺ�����Ϸ�����һ��ֵ�����ӵķ���������Ϊ��ɢ���������Թ����������֮�ิ��ϵͳ�Ĺ�����������ṩ���ۺ�Ӧ�û�����
����3������ԭ�������ء���1�� �������ӹ������У�ÿ�������ԭ���ϵ��ṩ����Ʒ�ʺ�Ӧ�ļ�ʱ�Զ�ֱ��Ӱ���Ʒ����Ʒ�ļӹ����Ⱥ;��ȡ���ȡ��Ԥ����ʩ�ǣ���ǿ��Ʒ����ԭ���ϵļ���ͺ˶ԣ�ȷ��ÿ������ԭ����ʹ�õ���ȷ�ԣ��������������ӹ�����֤����˳�����С���2�� �ӵ������ƻ���Ҫ����ȷ������״������������ȱ����ʱ���ø������ϵ���Ϣ�ƿأ�����ʱ������ز��ű����쳣�ķ������������ݶ��ϣ��ɰ���������Ա��ǰ�ӹ����������ٻ��������ǹ����������ʱ��ϳ����ɰ��Ž���ѵ����������������Э�����ƻ��������������������Ʒ��
����4���������շ������ء��������շ�����������ҵ��ָ�ϣ���ȷ�ļӹ���������ҵָ�������ָ����ҵ����ȷ�ķ��������ϸ�IJ�Ʒ����Ҫ�����������棺һ�Ǹ��������Ÿ��ݸ��������������Ҫ�ƶ������ļӹ���������ҵָ���飻�����ڻ������Թ�����ѡ���Ż��Ĺ��ռ��������ͺ�������ȷ�ԵĹ���װ����Ϊ�˷�ֹԱ�����ϸ�ִ�в�Ʒ������ȷ�IJ������շ�������ɲ�Ʒ�����������ɲ�ȡ���� 7 ��Ԥ����ʩ��
������1�����������Ÿ��ݸ��������������Ҫ�ƶ���ȷ���������������շ�������2�����ϵ����Ż��������ռ�����������֤��Ʒ�ӹ���������3�����ֹ���װ��ͼо߾��ȣ������ڼ���ά�ޡ���4����ǿ�ؼ�����������Ŀ��ơ���5����ƹ����쳣��Ѹ��֪ͨƷ�ʹ��������������������̶Բߡ���6�������Ͷ��������ɣ�������˺ͼලԱ���Ƿ������ִ᳹�й�˾������������̡���7�������쳣�����Բߡ������쳣���������쳣�����Ҳ�����������ģ����ݷ����쳣�����ݼ������쳣��ԭ���֪�������쳣��Ҫ�Ǽ�����Ա�����ڱ���ҵ�����IJ���Ϥ�����ϣ���ˣ�Ҫ���ⷽ���쳣�ķ���������Ҫ��������DZ���ҵָ���飨SOP�����ƶ���ʵʩ���ڶԲ�ʵʩǰ������������Ա��ǰ�ӹ����������ٹ���������쳣��ʱ���ų���Ӧ����������Э�����Ž������������
����5�������������ء�����������ָ�����ֳ��IJɹ��������ɫ�ʡ����������¶Ⱥ�ʪ�ȡ����ھ����ͷ������ŷŵȡ����ڲ�Ʒ����ÿ������ͬ���������軷������Ҳ����������ͬ��Ӧ���ݾ��幤��Ҫ��ѡ����Ӧ����������������
����6���Ƴ�Ʒ�����ء���1�� ����Ʒ�ʲ�����¼�IJ�Ʒ��Ӧ�ڲ�ǰ�����ص�������쳣����ʱ��Ѹ���þ�ʾ�ơ��绰�ȷ�ʽ֪ͨƷ�ܲ�����ز��ţ�Э��Ʒ�ܡ����β���һ���о��Բߣ������ʱ�Բߵ�ʵʩ����ȷ����������Ĵ�ɣ��ڶԲ�ʵʩǰ������������Ա��ǰ�ӹ����������ٹ���������쳣��ʱ���ų�ʱ������������ԱЭ���������������2��Ѹ��֪ͨ��Ʒ�������š������������Ż����š��������̹����������ƾ����ڲ�Ʒ�������������ø��ֹ���������ͳ�Ʋ������ߣ��жϺ������ڲ�Ʒ���������г��ֵ������쳣��������ʹ��������ʱ�̴����ܿ�״̬����֤ÿһ���������������ܹ��ȶ������������Ͽͻ�Ҫ��ĺϸ��Ʒ��
����7�������ƻ����ء����ݵ����ƻ�������Ѹ�ٺ����Ĺ������ţ���֤����Ч�ʣ�ʹ�ܲ������ֲ��䣻������ƻ������������IJ�Ʒ�����Ʒ��ԭ���ϵ��̵㡢��⡢���˵ȴ���������������ƻ����������õ���Ա��ǰ�ӹ�������������Ա������ٶ����ƻ����������ϡ��豸�������������üƻ�������ʱ������Ҫ�Ľ���ѵ����
����8�������쳣���ء���Ѹ�ٲ�ȡ������ʧ�Ĵ�����֪ͨ���̶���ά�������ޣ�������Ա�����������ŵȴ�ʩ�������쳣�ų���һ��Ҫ���“����”ԭ����д������Ա�������������ظ������������ҵ�����ԭ�Ź������ҵ�����������Ź������ҵ������˲��Ź���
���������� �쳣��Ӧ����Ϣ����Ϸ�������ƹ���
����ͨ����������Ч�ʣ������ų̣�������ҵ��������������Ա��������Ա�����������ƻ��Ͷ�����������ɵ�Ӱ�켰ʱ��ӳ����������Э���ƻ���Ա��ȡ����Ӧ�Դ�ʩ�������üӰࡢ��Э�����ڲ����ܵ������Ӷ�����ʧ��������ȡ���ʱ�����豸ά��ʱ����Ϣ��Ȼ���Զ����������ų̣������豸������ɵ�Ӱ�죬�Ƿ��ж������ڣ������Ƿ���Ҫ��ȡӦ�Դ�ʩ����������顢�л���̨�����üӰ�ȡ���������ʵ֤������������һ���Ƚ�����������ϵͳ�ǽ����Щ������֮��Ч��;����Ҳ��������ҵ�г��������ı���֮·���쳣��Ӧ����Ϣ����ϵķ�����ƹ���Ӧ�������¡�
����1����̬�����ô����ݡ�ϵͳ�������豸���ֳ�Ӳ�����ɣ���ַ��������Ч�ܣ�ʵ������ʵʱ�ɼ�����̬���������������ﵽʵʱ�ƿص�Ŀ�ġ����۳����ڵļƻ��������ܼƻ����ռƻ���APS/MES�����������ϵͳ���ܸ������Ż��ƻ���ʽ����������������ƻ���ִ�������
����2�����ܻ��γ��¼ƻ���ϵͳ�Ǹ��������ֳ�ʵ�����������Ӧ��Ӧ�����ܻ�ϵͳ������������ϡ�������������װ�оߡ��豸�쳣��������Ա�ȵ���Ϣ�䶯���Զ�������һ���ƻ����γ��µļƻ�������ʵ������������ŵİ��ţ��������ͬ�������⡣
����3�������� LED �������塣ȫ��LCD �������������ֳ��Ľ���һĿ��Ȼ����ʵʱ��ӳ�������������豸�����������ա����Ϲ�Ӧ�ȷ���ԭ�������ͣ�����쳣��ͨ�����ݲɼ�ʵ����������AP��ʽ�ﵽȫ��λ���縲�ǣ������쳣�ܼ�ʱ���͵������Ա�ֻ����д����������������Զ���������������ϵͳ���з���ͳ�ƴ����������Ϳ�����ȫ���κ��������źŵĵط��鿴����������Ϣ������ͻ���������
�������ģ� �쳣������Ԥ����һ����ҵ����
�����쳣��Ӧ��ʵ��������������Ҫ���أ��Ǿ��������;�������ĺ������ڣ���ָ���ǵ�Ӱ�������������쳣�������ʱ����ҵ�ܹ���ʱ�ظ�����Ӧ�İ취�ʹ�ʩ���������ٶȻָ�������������������������ҵ�У������������쳣ʱ�������쳣��ʱ������һ��ʱ����10��������ʱ�����“�����쳣���浥”��������ҵ�����������������ص㣬����쳣�IJ�ͬ�����ƶ��������쳣������Ԥ���Ĺ�̣��簴�չ�ҵ���̷������������쳣���������̴���Ϊ��
�����˽�ʵ������״����ȡ����������������ֱ������쳣���絥�ϣ����������ܺ�ʵ��֪ͨ�����������ź�Ʒ�ʹ������Ŵ�����������ݶ�����ҵ�����쳣�Ĵ������̿ɵ������쳣������һ����ҵ�������¡�
����1��ʵʩ�쳣�����������������з����ĸ����쳣������ز��Ÿ����쳣�����س̶ȣ������ܲ����ύ�쳣����֪ͨ�����������β���Э�����������Ԥ����ʩ����ȷ������Ч�ԡ�����ϼ��鲻�ϸ�����ʱ����ز��ž��쳣���س��������쳣���ƶԲ��ٱ������Ҫ��Э����������������漰����Ԥ����ʩ����ȷ������Ч�ԡ����ݵ�ȷͳ�ƺ���Ч�������������쳣��Ӧ����ˮƽ�Ļ��������쳣����ʱ�������쳣���ʱ��¼�쳣������λ�á�ͣ�ߵ�ʱ�䡢��Ӧʱ�䡢�쳣������ʱ�䡢��������Ʒ�������쳣����ִ�и���״̬�����ݣ�ʵʱ��ӳ���쳣��������ʧ���ݡ����Ѽ�¼�����ݽ�ʾ�ڳ����ֳ������ȫԱ���쳣������ʶ�������쳣��Ϣ�ļ�ʱ¼�룬ϵͳ���Զ������쳣��Ӧ��ʱ�ʡ�ͣ��ʱ�䡢�ɱ���ʧ�Ȼ������ݡ������������ͳ�Ƶ�Ƶ���Զ�������Ӧ���棬���¶��쳣������������ʱ�����������Ϣ��
����2�������ⶨ��Ԥ���Բߡ����ε�λ�ڽӵ��й��쳣�����Ӧ�������쳣��������ȫ����������Բ����쳣�ĸ���ԭ����з�����������������DZ����������������������쳣������Ҫ����ר��С����������⡣ÿ���쳣���⣬��Ӧ�й淶���쳣�������浥���硶�豸���ϴ������浥�������쳣��������Ҫ��ȡ��ʩʹ�쳣�ָ�������״̬������Ҫ����5WHY�����Ե����쳣��������ĸ���ԭ����з������Ӹ����ϼ��ٻ�ž�ͬ���������ٴη��������������쳣ԭ��ͱ���ѡ��Ϊʹ����ԭ�������Ӱ���ܿ�������С��Χ����ѶԲߡ����Զ����Ĺ۵���ԣ����쳣�ĶԲߵ�ѡ���ȷ����쳣�����Ե����ʹŪ�����쳣��ԭ����Բ�Ҳһʱ������ѡ�ȶ����쳣���������ֵ�̫�٣�����ֻ�ܲ�ȡֹͣ�豸��ת�ĶԲߣ����ֵ������ѡ��ĶԲ߾ͻ��Щ��
����3���쳣�����������������쳣��Ӧʱ����ӳ٣�����״̬�ƻ��ɫ������ͬʱϵͳ�Ὣ���쳣�ӳٴ�����Ϣͨ��������ʽ�������쳣��Ӧ��ְ�ܲ��ţ�����������������֪ͨ��Ӧ�㼶�쵼����ϵͳ�Զ����㱨�������ͼල�����á�Ҫ���ڶ��쳣������и�����������쳣��Ӧ��ִ�н�����п��ˣ��ھ��ճ������д��ڵ�©����ƿ��֮�����ƶ������������ճ������Ĵ�ʩ�ͷ�����������ʵ����Ӧ��ְ�ܲ��ţ���ǿ��ҵ���쳣�Ĺ�ע�̶ȣ�ʵ�ֹ���ˮƽ��ѭ��������
����4����ȷ�ϣ�����Ԥ����ʩ��ִ�С�������ʩ��Ԥ������ȷ���������ܺ�����ʵִ�У�����������ʱ�����ٻص��ڶ����������·��������쳣����������ܡ��½����ܽᣬ�Գ���Ŀ����������з����������еĶԲ߽�����ֱ�����⳹�����
����5���쳣������ʧ����������ʱ��Ӧ���Ǻ����ܷ������̹涨��ʱ���ڵ����ֳ���������ָ�ꡣÿ��ͳ�������쳣�����������ʧ�������豸����ά�ѡ����������ѵ�ֱ�ӳɱ���ʧ���Լ�����Ʒ��桢ͣ��ʱ�䡢���϶�ȱ��ɵļӰ�ѡ��ͻ�����ȣ��ɸ����ֳ��쳣��Ӧ���ټ�¼����ͳ�Ƹ������¶��쳣��Ӧ�ļ�ʱ�ʡ�
����6��ʵʩԤ����ʩ�ı����������쳣ͳ�Ƶ����ݣ������ھ���ҵ�ճ������д��ڵ�©����ƿ�����⣬Ȼ����й����ƶȡ��������̡�����ְ��ȵ��Ż����ƣ��Ӹ�Դ�ϼ����쳣������ٷ��������ڸ��ƶԲ����漰��Ʊ�����������������ҵ������ߣ�Ҫ�γ��±���ͨ���ļ��·��ϸ�ִ�С�ͨ���쳣�ı���������ϵ�Ĺ������Լ��쳣�����ͳ�ơ��������������Ӷ��Ż���ҵ���ճ�������ϵ����ͨ����ҵ�쳣�������Ч�ܿ���������ҵ���������ˮƽ��
�����塢�����쳣����ϵͳ����Ч������
���������ֳ�������ϢϵͳͶ�����к��˸���ҵ����ֱ�۾���Ч���⣬��Ϊ��Ҫ���ǿ���ʵ����ҵ�����ֳ�����ˮƽ������������
����1����Ϣ����������Ч��ͨ��ʵʩ����������Ϣϵͳ����˾���������ƻ��ȸ�����Ӫ���õ�����Ч�Ĺ淶����Ϣ�õ���ʱ���ݡ���ҵ�Ĺ��������������Ա�����ڵ�һʱ���˽�����ĵ�һ��Ϣ���ž���Ϣ���ݵĴ����Ӻ����������������쳣�ķ����ٶȣ�����˿ͻ�����ˮƽ��ͬʱ��ͨ��ʵʩ��Ϣ�����죬���������˹����������ݵ�ȷ�Ժͼ�ʱ�ԣ���ҵ�Ŀ���¼�������嵥������·�ߡ��������ġ������쳣�������ƻ������ݵ�ά�����������˺ܴ�ĸĽ�����Щ����ҲΪ�߲������Ա�ֳ������������¹ʡ��Ľ������ṩ�˿��ŵ����ݡ�
����2�����ܵõ����������������ֳ������ϵ��������Ա����ȫ����ʵ�ʲ��������ܸ���ֱ�ۡ���Ϊȷ�����գ��Ӷ��ݴ��ƶ����ӿ۵����䣬�������˲��ܡ�ͬʱ���쳣�õ���ʱ������������ͣ��ʱ�䣬�Ӷ�������������ܡ�
����3���쳣��Ӧ����������Ч����ǰ�����ֳ��������쳣���̨���ϡ�ģ�߹��϶������ֹ��쳣һ���ᱨ������ǩ�ˣ�Ч�ʺܵͣ����ڿ����ɼ���������ն��Լ���װ�ڻ�̨�ϵ�������Ļ��״̬�ɼ����Զ���ɡ�
����4��������ȷ�������Ч���������������쳣ʱ����������֮��������������𣬸�����Ľ���������㡣ʵʩ�����ֳ�������Ϣϵͳ���������쳣��̬��ʵʱ��ӳ�˳��������״�������ھ�ʾ�����Ա���ٴ������������г��ֵ��쳣��ʹ�ø��ֹ��ϵ�ԭ���Լ������˶����Լ�ʱ�ҳ�������������쳣����ʱ�䡣
����5����ҵ������������ǿ������˼·�������쳣���Ʋ���Ϊ���ĵ����������쳣��ع���ϵͳ����ʹ���������Ա���ֳ�������Ա�ܹ���ʱ�������������е��쳣״�����ܹ���Ч������ҵ�����ȡ��Ч��ʩ�������쳣����ʱ�䣬���װ������Ч�ʣ���֤��Ʒ�����������������ӵ����̣��ﵽ��ƽ�����Ƶ�Ԥ��Ч�����Ӷ������Զ����̶ȣ�ʵ�����ܻ��ܿأ��ٽ���ҵ��һ���ﵽ���ٵ�����Ʒ��桢���̵Ľ������ڡ����ߵ��ʽ���ת�ʡ����ŵ���ᾭ��Ч�棬�Ӷ���ǿ��ҵ�ĺ��ľ��������ۺ�ʵ����
��������������
�����������̵��ֳ������ͼ�ؾ���ͨ�������Ľ����������ҵӵ������ȶ����ܿ�״̬��ǿ��Ϊ�������ҵ������Ч�����ˮƽ����ҵӦ��ֳ����Ľ�������ʽ����߱���ҵ����������ϵ���������̿��Ƶ���Ч�ԣ�������ȫ�б���������ɢ�͵ġ��������µġ��������ֳ��Ľ������ġ�ͨ�������о�̽�֣�ȡ�������µ��о����ۡ�
������һ���ɹ���һ����֧���쳣�¼���Ϣ��̬�ɼ���ʵʱ���ݡ����ٴ����Լ��ۺϲ�ѯ�����������쳣�¼�ʵʱ����ϵͳ����ϵͳͨ���������ֳ����õĶ�ܽ���ʽ��Ϣ�նˣ���ʵ�������쳣�¼���Ϣ��ʵʱ�ɼ�������֧�������ֳ��¼�������Ա�Ͳ����������������Ա֮���ʵʱ��Ϣ������ҵ��Эͬ��ͨ�������������ֻ�����Ϣ�ȶ��ֻ�����ʽ����ʵ�������쳣�¼���Ϣ��ʵʱ���ݣ�ͨ��ϵͳ�ṩ�������쳣�¼�ר���ǿ��ģ���ۺ����۷������ܶ������쳣�¼�����ϵͳ�ļ�ء�������Ԥ�⡢������
�����ڶ����ɽ���һ������������ҵ�����쳣ʵʱ����ϵͳ����ϵ�ṹ���������ܺ�����ģʽ������ϵ�ṹ�������������쳣��Ϣ�ɼ����ݲ��뽻���㡢���������쳣��Ϣ����������㣻��������ܰ����쳣��Ϣ�ɼ����쳣��Ϣ���ݡ��쳣�¼��������ۺϲ�ѯ������ר��֪ʶ�⡢�������ݹ�����ϵͳ���ɽӿڵȹ���ģ�飻������ģʽ��֧�ֳ��������쳣�¼���̬�ɼ���Ϣ��ʵʱ����ָ��ļ�ʱ������������Զ��������IJ�Ʒ���Ի��ͻ���������ʵ����ҵ����Эͬ���졢�������죬���췴Ӧ���ݻ���Ч������������ܻ��Ŀ��ٷ�Ӧ������
���������������һ�ֻ���ģ���ۺ����۵������쳣�¼�Ԥ��ʵ�ַ�����ͨ���˷����ɶԸ��������쳣�¼���Ӧ��Ӱ�����ؽ����ֳ��ɼ����������ߴ����ߵľ����жϽ��������������Ԥ������ͼ�����źŷ�ʽ��Ԥ�����ֱ�������������Ӷ�ʵ�ֶ������쳣�¼���Ԥ���Ԥ����
�������ģ��ɿص������쳣����ϵͳ��Ϊ������ҵ�ڲ�����ˮƽ����ǿ��ҵ�г��������������ס��쳣��Ӧ�Ĺ淶���������ơ���ȷ����Ӧ���̺�ְ��ֹ��Լ��쳣�����ͳ�Ʒ�����������������ҵ�����쳣�����������ʧ��������ҵ�ճ������IJ����Dz��ɻ�ȱ�ġ���ҵ�쳣��Ӧ��ҪȫԱ���룬����Ŀ���Ǿ����������쳣�ķ�����ͨ���ճ����������ƣ�������δȻ��ʹ��ҵ�ڶ����ӪҪ�ش��ڿɿص�״̬֮�¡�
�������壬�������쳣����ϵͳ��������ó�Ч���ԡ��������ϵ��о��ɹ�����ƺͿ�����һ������Ƽ�������ҵ���������쳣�¼�ʵʱ����ϵͳ������M������ҽҩ�Ƽ�YST��ҵ��Z��QB�������������Լ�FʡM��TSM���﹤�̹�˾������ʵʩ�����ã�ȡ�������õ�Ԥ��Ч����
�������������Ĺ������쳣���Ʋ��Կɹ㷺Ӧ����������Ϣϵͳ�Լ��Զ�������ϵͳ������������ҵ���죬���ڸ��Ի�������⣬ͬһ����ҵ�����ֳ�Ҳ���ڸ��ָ��ţ�ʵʱ�ɼ��Ĺ�������Ҳ���ܻ�������ȷ�����ض�Ӱ���쳣�ƶϵ�ȷ�ԡ���ˣ���ν�������Ԥ��������������������Ӱ�죬����ƫ�������ģ��ȷ�����ݺ���Ϣ�������Լ���θ��ݸ�������ҵ���и��Ի����Ż���ϸ����������в�ҵ�������о���ָ���ƹ㣬���Ǹ������쳣�������Ʋ��Խ�������Ҫ���Ƶ���Ҫ���ݺ���Ҫ����
����[�����]
����[1]������,�Խ�,Ī��.���Ӳ�Ʒװ��ִ�й������ֻ�����[J].�Ͼ����պ����ѧѧ��:��Ȼ��ѧ��,2009,41(5):564-569.
����[2]���˻�,ղʥ��.��Ӧ����ҵ����Ż�����ش��µĶԲ�[J].�ĸ���ս��,2014,(9):123-126.
����[3]����,���Ƚ�,�ļ���.��ҵ�����������쳣���������Ʒ���̽��[J].����ũҵ��ѧѧ��:����ѧ��,2009,7(1):82-84.

�ִ�������ҵ���������������˸�����Ƚ���ѧ�������������������ִ���ѧ�������۵ȣ���Щ�Ƚ����۵�Ӧ�ã��Դ�ͳ�������������������ݾ��кܺõ���չ���ã��ڴ˻���ɽ��Ƴ���ص���������ϵͳ��������ҵ����Ч�ʼ�����Ч�����߶����зdz���Ҫ�����á�...
������ҵ��ȫ����������Ϣ����ϵͳƽ̨����
ǰ���ڼ��ҵ��г����������£�����Ч���������Ǹ���ҵ�Ĺ�ͬĿ�ꡣΪ��ʵ����һĿ�꣬�����ҪЧ���ѳ�Ϊ����ҵ�ҵĹ�ʶ��Ϊ�ˣ��ҹ�ȷ���˰�ȫ��һ��Ԥ��Ϊ�����ۺ������İ�ȫ�������룬���䲼��һϵ�еİ�ȫ�������ɷ���ͱ��淶��Ŀ�ľ���Ϊ��...
�̲���ҵ������ȫ����������״���ǿ�Բ�
�����̲���ҵ��չ��ģ�IJ��������Լ����������IJ��Ϸ�չ���̲���ҵ�İ�ȫ�����淶�������ƣ���ͳ����������ģʽ�Ѿ�������Ӧ�ִ���ҵ��չ��Ҫ����˼�ǿ�̲���ҵ��������ȫ����������ȷ���̲���ҵ��ȫ������ͷ�ȴ��¡�1��ǿ�̲���ҵ����������������Ҫ...
��е������ҵ�����ֳ���ȫ������ȱ�ݷ���
0��������֪����ĸ��Ϊ�ɻ��ĺ�����ƽ̨����װ��������æ�ĵش����ڷɻ������ľ��������У����ȥ�����Ա�ķֹ��������֯�ɻ����ݾ���ר�ҽ��ܣ��ֹ�����ɫ,���װ��ϵ���Ա���밴ְ������ָ����ɫ�ķ�װ�������ͬ��ɫ��ͷ�����������...
���ᆴ�¼�����ҵ�����ȹ�������Ա����Ҫ��
���ᆴ�¼�����ҵһֱ�Ǵӹ�˾����������滮����ǰ��Э���õ�����λ���á�������ơ���λ��Ǩ��ѹ�ѡ��ԣ��ͣ�����ҵ��һϵ�й�������У�ǣ�����ڶλ�����ҡ���Ա�����ʡ��豸�ĵ��䣬�Ӷ����ᆴ�¼�����ҵ��Ŀ�����ȹ�������Ҫ�д�ֹۣ����ܽ�����...
1������������1.1���������������棺���ٶ��������ʵ���ʱ��������Ҫ�������г�����IJ�Ʒ�����µ�������IJ�Ʒ������ָ���еľ�Ӫ���Ҫ������Ч�����о����ԣ������������һ���˷ѣ����������ƾ�������������ǿ��ȫԱ���룬��һ�ֻ����Ĺ���...
һ���ҹ�����С��ҵ���䷢չ����״��һ���ҹ�����С��ҵ�ĸ������ӯ��ΪĿ�ģ����ø�������Ҫ�أ������Ͷ��������ء��ʽ�ȣ�ʵ��������Ӫ���Ը�ӯ����������������г��ṩ���������Ʒ�ķ��˻�������ᾭ����֯��֮Ϊ��ҵ����ҵ���д���С��֮�֣���...
ժҪ������ҵ��Ϊ���õĻ�������ҵ������������ֱ��Ӱ�쵽���õĽ������к���������������˱��������İ�ȫ�ǵ�����ҵ�����������ֻ��ȷ���˵����İ�ȫ���ȶ���������ҵ���ܸ�Ч���У�����������û������������Ϊ��ᴴ����������ֵ��...
��ʵ��ȫ���������Ƴ����������ǰ�ȫ�������ص㹤��,������ѧ�淶�İ�ȫ���������ƶ�,���������豸�Ͱ�ȫ��ʩ,��Ч����Σ��Դ,��ʱ������ȫ����,����Υ�����,��ֹ��ȫ�¹ʵķ���,��ʵ��ȫ���������ƶ�,������߰�ȫ����ˮƽ,�ٽ���ҵ��Ӫ���������Ľ��кͷ�...
��2012����ĩ��ʼ������ʡ��Ұ�ص�ҵ�ֿ�ʼ�ƹ�ʹ�ù��ҵ�����˾��������ϵͳ�����¼��PMS������ϵͳ���רҵӦ�ð����豸���������й�����ȱ�ݹ�����������������Ʊ�����Ͳ���Ʊ������6��ģ�������ƹ���ģ��158�������רҵӦ�ð����豸��...