水利水电论文

水电站论文第三篇:乌东德水电站机组盘车摆度与中心的测量方式及调整措施
摘要:机组轴线调整是机组总装施工工序中的重要环节,轴线调整质量不佳,转动部件在运转过程会产生较大的摆动,从而加剧机组运行过程中所受的外部不平衡力,导致运行产生振动。简要介绍了乌东德水电站850 MW巨型水轮发电机组轴线调整过程,通过对左右岸不同机组结构的对比分析,以及机组轴线调整原理的研究,阐述了乌东德水电站机组盘车摆度与中心的测量方式及调整措施。
关键词:水轮发电机组;轴线调整;乌东德水电站;
乌东德水电站是金沙江下游梯级水电基地开发的第一梯级,是“西电东送”战略的骨干电源,装机规模为中国第四、世界第七。开发任务以发电为主,兼顾防洪、航运和促进地方经济社会发展。工程于2011年开始筹建,2015年年底核准开工建设。乌东德水电站共安装12台单机容量850万kW巨型水轮发电机组,在左右岸地下厂房分别布置6台,是世界目前已投产的最大水轮发电机组,其中左岸1#~6#机组由上海福伊特水电设备有限公司生产制造(以下简称VIOTH),右岸7#~12#机组由通用电气水电设备有限公司生产制造(以下简称GE)。
1 工程概述
乌东德水电站所有机组均为立轴半伞混流式结构,机组轴系由上端轴、转子、推力头带镜板、发电机下端轴、水轮机轴及转轮等主要转动部件构成。12台机组均设置上导、水导及推导组合三部轴承,机组整个转动部分质量通过布置于下机架上的推力轴承传递到混凝土基础上,推力轴承均采用钢制轴承巴氏合金面推力瓦,VOITH与GE推力瓦数分别为24块和18块。转动部分轴线在径向由上导、下导和水导三部导轴承束缚,导轴承为分块、可调、油浸、巴氏合金型,不需现场刮研瓦面。
机组轴线调整是机组总装施工工序中的重要环节,若轴线调整质量不佳,转动部件在运转过程会产生较大的摆动[1,2,3,4],从而加剧机组运行过程中所受的外部不平衡力,导致运行产生振动,轴承运行条件恶化,因此优良的机组轴线质量是整个机组安全稳定运行的可靠保障。
2 轴线结构分析与调整
乌东德水电站均为多端轴结构的水轮发电机组,理论上由上而下所有轴系部件圆心都应在一条铅锤线上,影响轴系线性好坏的部位有水轮机与发电机大轴法兰面、发电机轴与转子中心体下法兰面、推力头与转子法兰面以及上端轴与转子中心体上法兰面。所有法兰结合面均由机组厂家负责加工完成,并运抵现场组拼、定位。各法兰面加工产生的误差将对结合面产生偏折,从而对转动轴系的同轴度产生影响,因此乌东德机电设备轴系各法兰接触面粗糙度不允许大于1.6 μm。
(1)轴系结构。
乌东德左右岸水轮发电机组的水轮机轴同转轮及发电机轴均设置止口结构,止口设计配合间隙较大,VOITH最大允许0.5 mm,GE最大允许0.3 mm,但所有连轴销套配合间隙最大为0.04 mm,为满足安装需求需使用销套定位,然后再用螺栓连接。然而VOITH轴线连接工艺要求除上端轴外,所有转动部件连接均以厂内镗模加工后现场使用销钉及销套找正定位、连接。GE除水轮机轴与转轮使用销套连接外,其余转动部件均在施工现场调节找正完成以后,按图纸要求尺寸进行现场同绞。意味着VOITH机组转子以下除推力头外,所有轴系转动部件均已定位,即转子、大轴、水导及转轮的相对位置关系已确定,无法在现场调节。而GE机组轴系部件是由现场调整确定中心与各部件同心后连接,可调部件及范围较大。
(2)推力头结构。
对立轴半伞式结构形式的水轮发电机还有一重要部件,即推力头与镜板,其承载机组由上至下全部转动部件的质量,是立式机组的核心转动部件之一。乌东德机组结构为组合式推力头,先将两者组合后利用把合螺栓同转子下法兰面连接,区别于中小型机组的热套形式,推力头与镜板上下表面平行度对轴系影响较大,乌东德镜板与推力头上下表面平行度不大于0.03 mm。针对镜板摩擦面与轴线不垂直的情况,左右岸机组厂家提出了不同的处理方案,对右岸GE机组来说,其推力轴承支承结构为弹性双层瓦销簇的钢支撑结构,可通过调整每块托瓦底部轴杆进而改变镜板水平;左岸VOITH采用了多弹簧厚瓦的弹性支承结构,由于其弹簧簇高度限定且油槽空间较小难以调整,进而在推力头上表面与转子下法兰接触面增设12块调整垫,当需要进行水平调整时,修磨其调整垫表面便可改变轴线与镜板的垂直度,由此改变镜板的水平。
3 机组轴线调整与分析
盘车前机组各主要部件已就位并通过验收,下机架基础混凝土已浇筑完毕,机架与定子等固定部件均可靠临时固定,高压油减载系统已形成,制动器及其管路已安装完成并通过耐压试验。推导组合油槽内清扫干净,转动及固定部分的高程差已复核完毕满足安装需求,同时要确保定转子空气间隙、转轮上下止漏环间隙、各部导轴承与挡油圈间隙、制动器与制动器间隙均匀且不存在异物。
盘车即使用外力因素使机组转动部分缓慢转动进行检查调整的手段,任务是对机组轴线测量部位的摆度及转动和固定部件中心情况进行检查[5,6,7]。对于巨型水电机组,各部件尺寸较大,对其轴线的检查与测量工作既困难又要求精度高,轴线调整与测量主要通过盘车来实现,这是机组总装阶段对安装质量检验鉴别的重要途径。乌东德机组盘车均采用人工分步盘车,即投入高压油减载系统使用人力推动机组转动部分,先检查、调整发电机轴线,当转子与上导、推力头轴线均调整至标准要求的范围内后再与水发大轴及转轮连接,从而检查和调整水轮机轴线,最后校验全轴系转动部件的质量。
(1)摆度测量调整。盘车时,按照《850 MW水轮发电机组安装质量检测标准》(Q/CTG 259—2019)分别对上导滑转子、转子下法兰、推力头、水发大轴各自法兰面以及水导的外圆侧,在+X及+Y方向架设百分表,同时在镜板表面及主轴密封滑环的轴向方向架表检测跳动。由于左右岸机组均使用组合式推力头作为下导和推力的支承部件,因此对称使用8块(VOITH)或4(GE)块下导瓦抱住推力头,瓦和推力头表面间隙以0.01~0.03 mm为宜,使盘车过程中既能自由转动又可稳固旋转中心保持不变。
以图3来描述盘车时摆度数据的测量原理与分析过程,假设机组盘车过程中各测量部件表面实际转动轨迹与理论旋转中心存在一定偏移(不考虑轴线平移影响)。在任一方向架设固定百分表用于测量其表面摆度,图中O点为机组理论旋转中心点,O′点为机组实际旋转中心点,e为OO′之间的距离即偏心距,α为OO′与X轴之间的夹角,ε为百分表读数变化量,即该测量部位的净摆度。在实际机组盘车过程中,往往以该测量部位的净摆度来避免机组转动部件中心不重合。在左岸VOITH机组的盘车过程中,AC=AB-BC=OB′-(BB′-B′C)=ε,而式中OB′=AB=ecos α,BB′=O′A=O′C=OA=R(半径),B′C=O′C2?O′C′2???????????√?=R2?esinα2??????????√?,ε=ecos α-(R-R2?esinα2??????????√?)。由于假设转动部件其直径远大于其轴线倾斜值,对于某一部测量部位来说净摆度的表达式为ε=e cos α,说明理论上某部位的净摆度展开是一条以e为幅值、相位为0的余弦函数。
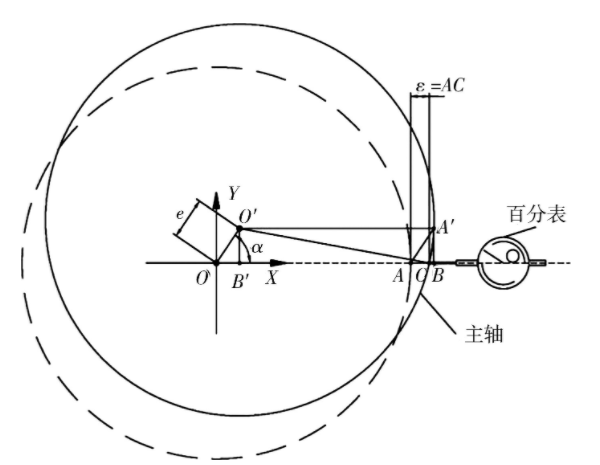
图1 轴线摆度分析
4 空气间隙测量及中心调整措施
机组在运行过程中,转动与固定部件之间的重要间隙除了三部导轴承的轴瓦间隙外,还有定子与转子空气间隙及转轮与底环、顶盖止漏环间隙,空气间隙与止漏环间隙对机组运行时的电磁力和水力不平衡有直接影响,从而导致机组震动。《850MW水轮发电机组安装质量检测标准》(Q/CTG 259—2019)规定,止漏环间隙偏差为平均值的±10%,而空气间隙偏差为平均值的±4%,但空气间隙相较于止漏环间隙偏大许多,因此轴线中心的确定调整一般以转轮与底环、顶盖的同心度为基准,而且水轮机导水机构部件已安装,主要固定部件的中心都已确定,而定子基础未浇筑,其中心仍留有可调整余量。因此旋转中心与固定部分同心度调整应以底环、顶盖为基准,旋转中心与底环、顶盖同心度满足要求。同时,也应兼顾与定子同心,并采用如下所述的旋转中心测量方法来调整确定。
(1)旋转中心测量分析。
乌东德机组盘车过程,所有测量位置的点位由上而下全部以+Y方向为起点,沿圆周方向俯视顺时针均匀编号分成8点,假设百分表位于+Y/+X方位,旋转一周后记录各标记点的百分表读数。由于所测量的数据受表面粗糙度、断面形状及仪器误差等影响,所得到的盘车净摆度数据不是一条标准的余弦曲线,为了能更好处理这些数据,更准确地反映净摆度特性,需要对这些数据进行一定数学分析。设Xi处实际读数为Pi(即实际摆度),理论摆度值为f(xi)。采用最小二乘法,即D=∑i=1n[Pi?f(Xi)]2,使f(xi)与Pi差值最小,以保证每个偏差的绝对值都很小。可将D转化为∑i=1n[Pi?ecosαi]2,简化时,可令ex=ecos α,ey=esin α,当D取最小值时,应有一阶导数D′=0,?D?ex=0,?D?ey=0。故有
???∑ni=1(Picosαi?excos2αi?eysinαicosαi)=0∑ni=1(Pisinαi?exsinαicosαi?eysin2αi)=0???ex=ecosα=2n∑ni=1Picosαiey=esinα=2n∑ni=1Pisinαi
则最大摆度为2e=2ex2+ey2???????√?,最大摆度对应的方位角α=arctaneyex。经过轴线调整并通过验收后,转动部件把合螺栓全部预紧,转子中心体与发电机上、下端轴的销钉孔及推力头与下端轴/转子中心体的销钉孔先后进行同钻绞,以此将整个轴系部件全部定位牢靠,确保以后机组运行及检修时能维持现阶段机组初始安装情况,也能使机加工及运输过程中各部件轴线变化可以在工地修正。
(2)旋转中心调整。
首先将转子1#磁极旋转至定子铁心内标记的+Y位置,使用高压油减载装置,接着将1#磁极分别推旋至90°、180°、270°、360°时停止,保持均匀间隔与同一水平位置测量若干点的空气间隙及上、下止漏环间隙,计算旋转中心与底环、顶盖的偏心值,绘制偏心分布图。
(3)定子、转子圆度检查与调整。
为对应VOITH与GE机组定子、转子的圆度测量点位,便于现场施工测量。分别在定子铁心与转子磁极均分33/32(左/右)个点位。扫描定子圆度时以转子1#磁极分别扫描定子铁心的圆度,以专用测量工具依次按测点测量上部与下部的空气间隙,以此计算定子的圆度及偏心值。当测量结果不满足验收标准时,由于转动部件机组轴线已按导水机构中心就位完成,因此只能调整定子中心。若定子机座与基础板采用销钉固定,则需要带着基础板进行调整。若只采用螺栓固定只需要在一定范围内调整定子机座即可。调整时,需做好调整方案防止定子损伤,使用百分表在周圈做好监测工作。
测量调整转子圆度时,以定子铁心任一固定点(一般是+Y)测量空气间隙,接下来通过盘车来转动转子,均匀按测点磁极依次测量每个磁极上下空气间隙。以此计算转子圆度及偏心。如果转子圆度偏差过大,则需要对转子圆度进行适当调整。根据所测数据作出相应圆度分布图,选择数据异常的转子磁极,通过磁极垫(键)调整。
5 结 语
机组盘车的质量直接关系到机组安全稳定运行。而盘车结果作为一项关键质量指标,是乌东德水电站巨型水轮发电机组安装质量的一个极为重要的检验成果,并且贯穿总装施工的全过程。通过运用最小二乘法和有关近似处理和分析方法,对盘车过程中的数据进行精确处理,从而准确计算轴线各处的最大摆度点及方位。通过对比左右岸机组结构异同点,分析了轴线调整方法在乌东德水电站两种不同推力结构机组盘车中的应用,最终确保机组轴线各部位摆度全部满足《850 MW水轮发电机组安装质量检测标准》(Q/CTG 259—2019)中优良指标要求。有效稳定各部轴承瓦温,为提高机组安装质量与安全可靠运行创造了有利条件。
参考文献
[1]赵海军,孙嘉燕,王新洪向家坝左岸电站800 MW水轮发电机组轴线调整工艺研究[J]黑龙江电力,2014(1):78-80.
[2]王浩雷京祥,罗杰三峡右岸电站东电机组轴线调整简要分析[J].水利水电技术,2009(1):97-101.
[3]李健,吴强长潭河电厂水轮发电机组盘车及轴线调整方案[J].人民黄河,2020,42(增刊2)-224-225,228.
[4]刘万均,黄海俊二滩水电站机组轴线调整[J].四川水力发电,2000(2):55-60.
[5] 周若愚立轴半伞式水轮发电机弹性盘车工艺研究[J].水利水电快报,2014(8):19-22.
[6]冯焕立式水轮发电机组盘车数据分析与应用[J].大电机技术,2019(5):42-47.
[7]何婷大朝山水电站机组盘车方法及摆度计算[J]动力与电气工程2011(16):135-138.

水轮发电机组的安全是水电站得以发电的基础。本文重点讨论水电站水轮发电机组所呈现的发电机温度过高, 水轮发电机组出现甩油故障及并网故障问题, 从而找到相应的应对措施。这在极大程度上减少了故障的发生。...

1水轮发电机组振动1.1概述水轮发电机的振动和其他机械的振动在一定方面上是有不同之处的,而它们的相同之处都是利用本身的机器转动去引起振动,而且在水轮发电机组振动的时候需要考虑水轮过水流动的各个部分流动压力和各个部件的影响,机组是靠机械、电...
引言在当前的反击式水轮发电机组中,贯流式水轮发电机组较为常见,并且被广泛应用于低水头大流量水电站。而在贯流式水轮发电机中,有一种将机组发电机组安装在密封的、外形酷似灯泡的壳体中,将水轮机安装于灯泡插口处,这种机组被称为灯泡贯流式机组,...
水力发电站已经成为我国当前重要的电力发电方式之一,其在我国电力产业中占有重要的一席之地,也是我国主要的发电方式。保证水力发电站的运行正常关系到我国人民生活的长治久安,关系到我国社会主义事业建设的顺利发展,因此,相关工作人员必须保证水轮发电...
1.将微信二维码保存到相册

2.打开微信扫一扫从相册识别
1.点击下面按钮复制QQ号
3008635932
2.打开QQ→添加好友/群
粘贴QQ号,加我为好友