ְ������

����ժҪ��Ϊ����������������ܻ�ˮƽ���Դ�������������и�ս������̸��죬������������ԣ������һ�����ܹ��շ������������ݸ÷�������������и�յ����ݿ�ͺ��Ĺ��ձ���������Ϊ�������칤����������ṩ��ͨ�õķ�������Ϊ�����и�����ݲɼ���洢�����չ��̷��������������ھ��ṩ����Ϣ��������
�����ؼ��ʣ��������죻 �������죻 �и�գ� �����ھ� �������ݿ⣻
����Abstract:In order to improve the intelligent level of shipbuilding,the cutting process in shipbuilding process is re-engineered,and the feasibility of it is analyzed.A method of intelligent process analysis is proposed,and a database and core process table of intelligent cutting process are designed according to this method.This method provides a common method for the design of shipbuilding process data,and provides information basis for intelligent cutting process data collection and storage,process analysis and process data mining.
����Keyword:Shipbuilding; Intelligent manufacturing; Cutting process; Data mining; Process database;
Ŀ¼
����1ǰ��………………………………………………………………1
����2����������и������………………………………………………………………2
����2.1��������………………………………………………………………3
����2.2�������̵Ŀ����Է���………………………………………………………………3
����3�������ݿ����………………………………………………………………4
����3.1����ṹ���………………………………………………………………5
����3.2���ձ����………………………………………………………………5
����33�и����………………………………………………………………5
����4����………………………………………………………………6
��������ͼ��………………………………………………………………7
����ͼ1��ͳ���и�չ���………………………………………………………………7
����ͼ2�������и������………………………………………………………………7
����ͼ3ƽ̨��ϵͳ֮��Ĺ�ϵ………………………………………………………………7
����ͼ4���ݿ��������………………………………………………………………7
����ͼ5����ṹͼ………………………………………………………………7
����ͼ6���շ����˸�Ҫ��………………………………………………………………7
������1�и�ձ�………………………………………………………………7
�����ο�����………………………………………………………………8

����1 ǰ��
�������������ǵ��͵���ɢ�����������ڴ����ռ�߶ȴ����������ڳ������ո��ӡ�����С�������м��Ʒ����DZ���ࡢ��ҵ������Զ��ӣ���˶���Ϣ�����Զ��������ܻ�����Ӧ������������Ҫ��ҲӰ���˴������칤ҵ����Ϣ�����Զ��������ܻ��ķ�չ���̡�
����Ŀǰ���ڴ��������������ܻ����о�����Ҫ�����ڴ�����������ļ���̽������������Լ�����ϵ[1,2,3]�����ݡ�ֻ������ѧ�߶Դ������쵥�����ڵ����ܻ���չ�о�������������װ[4]�����ܺ���[5]������С����[6]�ȡ�
�������������������м���ˮƽʵ���������ܻ�����һ�����Ѷȣ����ʵ�ִ����������ܻ�Ӧ���Թؼ����ڵ����ܻ�Ϊ����㣬���ʵ�ִ������칤�չ��̵��Զ��������ܻ����ٽ�ÿ�����չ��̽��м���������ʵ�ִ���������������ܻ���ͬʱ���������ܻ����ƽ�����ͳ�Ĺ������̣���ͼ1��Ҳ�����и��죬ʹ֮��Ӧ���ܻ��ķ�չ��
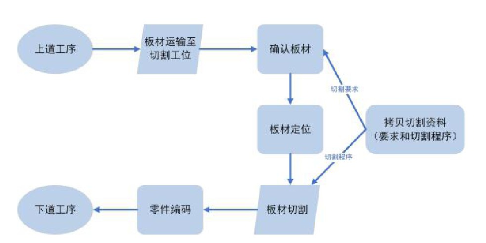
����ͼ 1 ��ͳ���и�չ���
������ǰ������������У����ֻ����Զ���ˮƽ�ϸߵĹ��չ������и�ա��ڴ�ͳ�и�չ����У�����������иλ����ֻʵ���˻�е��������и��������뻷��ʵ�����Զ�������ȷ�ϰ�ġ������и�ָ���Ķ�λ���ھ�Ϊ�˹��������ɴ˿ɼ�����ͳ����������и��ֻ�ڲ��ֻ���ʵ�����Զ����������и��ȫ���̵��Զ�������һ���ľ��롣
����Ϊ���ܹ�ʵ���и��ȫ���̵���Ϣ�����Զ��������ܻ�������Ҫ������ص�Ӳ����ʩ����ҪΪ����ϵͳ������Ƶ����ݿ⡣�ڻ�е�ӹ������졢���ϲ��ϵ����������ݿ��Ӧ���Ѿ��൱�㷺�����һ������ݿ�������ھ�ͷ�����ר��֪ʶ����о�Ҳ�ɹ���˶�����ڴ�������Ĺ������ݿ�����Ŀǰ���ڵ��о�����Ϊ�հף������������ݿ�[7]�������������ݿ�[8]��������Դ���ݿ�[9]�ȼ���������о���
�����������ݿ�Ľ�����Ϊ�������ݵIJɼ����洢���Ͳ�ѯ�����ṩ�˻���������Ҫ���ǣ����ô����ݡ������ھ��ǰ����Ϣ����������ʵ�ֶԹ������ݵĸ��������ã��Թ��ս�����������չ����Ż���������ͳ����ҵ��Ч�ʺ�ˮƽ�����������ɱ��ȷ��������Ҫ�����塣
����������Դ�ͳ����������и�չ��̣������������������һ�������и�����̼����ݿ���ƣ�Ϊ�и�յ���Ϣ�����Զ��������ܻ��ṩ������
����2 ���������������
����2.1 ��������
���������������죬���Ķ��и�ս����˸��죺��ԭ�е�6�����ںϲ�Ϊ3�����ڣ��������ӹܿ�ƽ̨�����ɨ�軷�ڣ���װ��Ĺ���������ͼ2��ʾ��
������1���������
�����ܿ�ƽ̨�����λ�ú��и����λλ�÷�����װ�豸����ϵͳ����װ�豸����ϵͳ���ݰ��λ����Ϣ��װ��ģ��������и����λλ�ý�����������и����λ��
������2�����ɨ��
����ɨ��ϵͳ��Ľ���ɨ�裬��ͨ��ͼ����������ȡ�����Ϣ�Ͱ�ľ�ȷλ�ã�ɨ����ɺ������Ϣ��λ����Ϣ�������ܿ����ġ�
������3������и�
�����ܿ�ƽ̨�����ϸ����ڷ��͵İ����Ϣȷ������и����������Ķ�λ��Ϣ�;����Ż���ƺ���и����������������и��ϵͳ���и���ڶ�Ľ����и�Ĺ����У����и������������б��롣
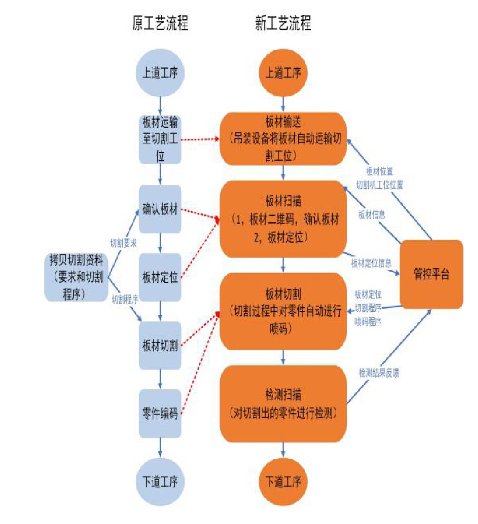
����ͼ2 �������и������
������4��ɨ����
����ɨ��ϵͳ���и�������������άɨ�裬ͨ��ͼ���������������ijߴ羫�Ⱥ��¿���Ϣ�����ݡ�
����2.2 �������̵Ŀ����Է���
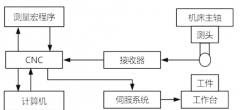
���������������и�ϵͳ��������1��ƽ̨��3��ϵͳ���ܿ�ƽ̨����װϵͳ��ɨ��ϵͳ���и�ϵͳ�����У���װϵͳ���и�ϵͳΪ����ϵͳ���ܿ�ƽ̨��ɨ��ϵͳΪ����ϵͳ��Ϊ��ʵ�����������и�����̣���װϵͳ���и�ϵͳ��Ҫ������Ӧ���������졣ƽ̨��ϵͳ֮���ϵ����ͼ3��ʾ��
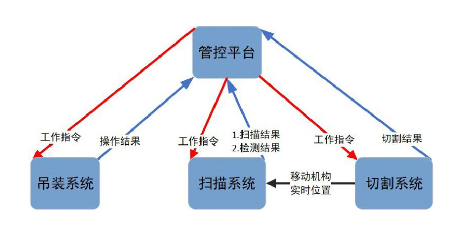
����ͼ 3 ƽ̨��ϵͳ֮��Ĺ�ϵ
������1����װϵͳ
������װϵͳ��Ҫ���Žӿڣ����չܿ�ƽ̨���͵Ĺ���ָ���ʼλ�á�����λ�õȣ�����ɲ�������Ҫ��ִ�н�����ͻعܿ�ƽ̨��
������2���и�ϵͳ
�����и�ϵͳ��Ҫ���Žӿڣ����չܿ�ƽ̨���͵��и�ָ����λ�á��и�ָ��������ȣ���Ȼ���и���������˳���������ȣ��������ܿ�ƽ̨��ͬʱ���и�ϵͳ��Ҫ���ƶ�������ʵʱλ�÷���ɨ��ϵͳ���Ա�ɨ��ϵͳ��ɶ�ĵ�ɨ����̡�
������3��ɨ��ϵͳ
����������ɨ��ϵͳ��Ҫ��3�����ܣ����ȷ�ϡ���Ķ�λ��ɨ���⡣ɨ��ϵͳͨ���и�ϵͳ���ƶ�������ʵ�ֶ�ģ��������������ɨ�裻����ͼ��ʶ������ʵ�ְ��ȷ�ϣ���Ż��ά�룩��������ܣ�����ɨ��ϵͳ����ϵ���и�ϵͳ����ϵ��ת����ʵ�ְ�Ķ�λ���ܡ�
������4���ܿ�ƽ̨
���������Ĺܿ�ƽ̨������ϵͳ�Ŀ������ģ���������ϵͳ���������͵��ȹ������ܿ�ƽ̨�����λ�á��и��λ�÷�����װϵͳ����װϵͳ����ִ�н���ܿ�ƽ̨����ɨ��ָ���ɨ��ϵͳ��ɨ��ϵͳ��������ݺ�λ�÷������ܿ�ƽ̨���ܿ�ƽ̨ȷ�ϰ�����ݺ�λ�ú����λ�á��и�������Ϣ�����и�ϵͳ���и�ϵͳ��ʼִ���и���̡�
����3 �������ݿ����
����������������д�ͳ���и��ֻʵ�����и���̵��Զ�������δʵ���и�յ������Զ�������˲�û��һ����������������и�յ����ݿ⡣�и�����ݿ�Ľ��������и�����ܻ��Ļ���������Ϊ�и���ṩ�����ݲɼ����洢��������Ϊ�����и�ϵͳ�ṩ�������ݿ⣬����Ϊ�������ݷ������ھ��ṩ�����ݻ�����
�����и�����ݿ��������̣���ͼ4��ʾ��
��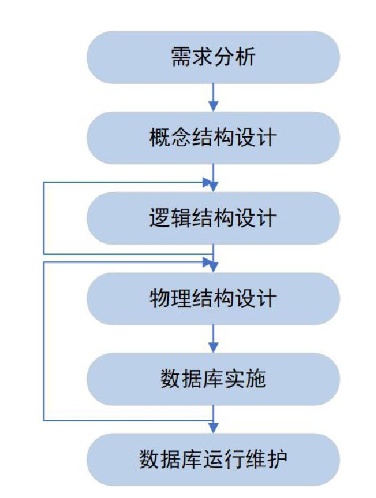
����ͼ 4 ���ݿ��������
����������ƪ�����ޣ�����ֻ����и�����ݿ���Ƶ�2���������⣨����ṹ��ơ����ձ���ƣ�չ���о���������������ݿ���ƵĹ淶�ͷ���������ɡ�ͬʱ�����ڱ����о��ص��ǹ��շ������������ݿ�ϵͳ���û�������ϵͳ���������ݣ��ݲ������ۡ�
����3.1 ����ṹ���
����ͨ�����и�յĹ��̷��������̸��죬�����и�յĸ���ṹͼ��ͼ5��ʾ��ͼ5�У����ο��ʾʵ�壨���ݱ��������ο��ʾʵ��֮��Ĺ�ϵ�����ο��������ֱ�ʾ����ʵ��֮����ϵ���ͣ�1:1��1:N��M:N����
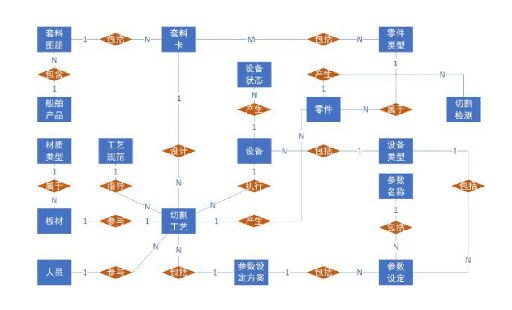
����ͼ 5 ����ṹͼ
�����������ݿ����и��Ϊ����չ����ơ����ĵ��о��ص����и�յ����Լ�����ص�ʵ�����ԣ�����ʵ������Ծ���ͨ���ķ��������ó����ڴ˲�����ϸ���ܡ�
����3.2 ���ձ����
�������������һ�ֹ��շ����ķ����������и��Ϊ����������и�����ݿ�ĺ���--�и�ձ���
�������շ���������Ӱ�칤�յ����ط�Ϊ�˸�Ҫ�أ�ԭ�ϡ���Ʒ���淶����������Ա���豸��������ʱ�䣬��ͼ6��ʾ��
����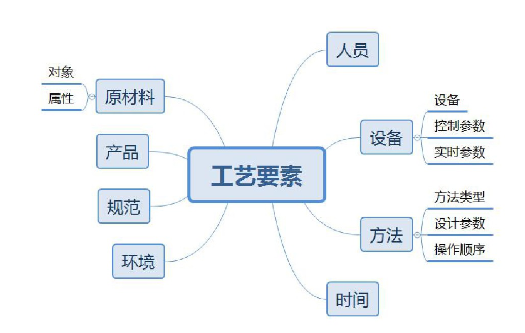
����ͼ 6 ���շ����˸�Ҫ��
�����и�ձ���ƣ����1��ʾ��
������1��ԭ��
����������������ԡ�������ָ����ù��յ�������Դ��������ָ�ܹ�Ӱ��ù��չ��̵����ԡ����1��ʾ��ԭ��Ϊ��ģ�����ֶ�Ϊ��������������ɰ�ı����ԭ�ϵ����ԣ����ʡ����ȡ����ȡ���ȵȣ���
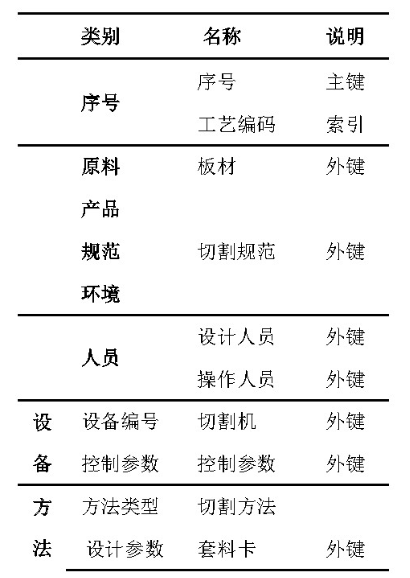
������ 1 �и�ձ�
������2����Ʒ
����ָ�ù��չ������յ����������Ʒ��������������а������и�յ���ţ��ɱ�ʶ����빤�չ���֮��Ĺ�ϵ��
������3���淶
����ִָ�иù��չ��̲��յĹ淶����
������4������
����ָ�ڽ��й��չ����У����ܶԸù��ղ���Ӱ��Ļ������ء������и�չ����ܻ������¶ȡ�ʪ�ȡ���ѹ�ȣ�����Ӱ���С����˲����ǻ������ء�
������5����Ա
������������ù��չ��̵������Ա�Ͳ�����Ա��
������6���豸
����ָ�ù��չ����е����ִ���豸�������豸��š����Ʋ�����ʵʱ�����������֣��豸��ű�ʶ����̨�豸������ɹ��չ��̣����Ʋ���ָ�ھ����ij�����չ������豸��������Щ����IJ������ã�ʵʱ����ָ�ڽ��иù��չ����У��豸��һЩ����״̬��ʵʱ�仯�����
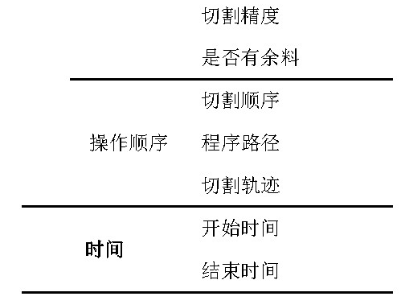
�����и�չ����У��и�����豸���������ֶΣ��ֱ��ʾ���豸��źͿ��Ʋ��������ù��ձ��еĿ�ʼʱ��ͽ���ʱ�䣬���豸״̬�������ݽ���ɸѡ���ɻ�ȡ��Ӧ���չ��������е��豸״̬�����
������7������
����ָ�ù��չ��̾���ʵʩϸ�ڣ������������͡���Ʋ���������˳�������ͱ�ʶ�˲����˺��ַ�ʽʵ�ָù��չ��̣���Ʋ����dz��豸���Ʋ������һЩ��صIJ���������˳����ָ�ù��չ������ض��Ĺ������̡�
�����и�չ����У���������ѡ�ü����и���������и�����и�ȷ�ʽ������Ʋ����������Ͽ����и�ȡ��Ƿ������ϣ��������Ͽ�Ϊ��������ϱ��а����и�ȡ��ճ̳��ȡ����߳��ȵȣ�����˳���������и�˳�����и�ճ̶��ļ��������и�Ĺ켣ͼ��
����3.3 ����
�����ڹ��շ����У���������и��������û������Ҫ��֮�У���Ϊ���������Ӱ�칤�չ��̣�ֻ�������������չ��̡�
������ijЩ���չ����У����ܰ���������սΣ���һ���սεļ��������Ϊ��һ���սε���Ʋ������豸�����ȵ����ݡ�����չ��̱����Ͽ�������������أ���ʵ������ִ�й����ж�θı�����Ʋ������豸���������أ���������Ĺ��չ���Ҫ�ֳɶ��С���չ��̣�����ֳ���С���չ��̷��ϰ�Ҫ�ط���������ÿ�����չ��̲��ܵ�ǰ���չ��̵ļ����Ӱ�졣
����4 ����
�������������һ�ֻ��ڴ�������������и�����̣���������������ԡ����ܸù�������Ŀǰ��δ��ȫʵ�����ܻ��������������̾������˳��켼���ͷ������߱�һ���ĺ��������ԡ�
�����Դ����������죬���������һ�ֹ��շ����������������и�գ������������ַ���������и�����ݿ⼰����Ĺ��ձ������ֹ��շ���������չ��ԭ�й��շ����������������������Ϻ��豸��״̬��������Ա����ơ��������������뿼�Ƿ�Χ�����ַ�������������Ӧ�����и�ջ��ڣ��ڴ��������װ�䡢���ӡ�Ϳװ�Ȼ��ھ�����Ӧ�ã���������չ���ڻ�е�ӹ������졢���ϵ������������и����Ƶ��и�����ݿ⣬Ϊ�и�յ���Ϣ���ṩ�˻�����Ϊ���շ����������ھ���Զ��������ܻ��о��ṩ��֧�š�
���������
����[1]����͡��������ܻ���Ƽ�����״����չ�滮[A].�й��촬����ѧ�ᡣ2018�����ֻ��촬ѧ�������������ļ�[C].
����[2]�����������Ⱥ�������������켼�������о�[J].Ӧ�ÿƼ���2017,44��01����5-8+13.
����[3]����骡����������������ϵ����[J].�촬������2017��03����8-14+23.
����[4]ǿ���壬�ػۄ¡�������װ���ܹ���Ӧ�������[J].�����������г���2019��07����71+73.
����[5] ���������ֶκ������ܳ���Ľ�ģ�������о�[D].�������̴�ѧ��2017.
����[6]���á�������������Ĵ����ֶ�С�������鼼���о�[D].����������ѧ��2018.
����[7]���ࡣ��������������ݿ����Ӧ���о�[D].���տƼ���ѧ��2017.
����[8]�ﲩ����ӱ��Ӧ���ڴ��������ӹ����������ݿ����[J].������ѧ������2016,38��06����178-180.
����[9]�Ż��������ھ����촬������Դ���ݿ���о�[D].���տƼ���ѧ��2012.

����������ҵ�ھ��÷�չ�����з����ž�����ã�Ȼ����Ϊ��ķѴ�������Դ�������������������Ȼ���������ϴ����в����������ܼ��ŵ���ɫ�������������ڴ���������ҵ�У������ܹ����ٶ���Դ��Դ�����ģ�ͬʱ���ɴ���ȼ��ٴ�������ijɱ���...

������������A��˾����������ⲿ��Դ, ͨ�������ڵ�����ֻ������绯����Ϣ��ʵ��������ά�ȶ��ε���������Эͬ��ϵ, ����Эͬ��Ӧ��,...

����Դ������һ���ԷǴ�ͳȼ����Ϊ���ܻ�������װ�ɿ����������������������͵��������������Ͷ���ת�����Ƚ��Ƚ�������ʯ����Դ����̬Σ����һ����...

��������������ܼ����ڴ��������е�����
�����ҹ�����ҵ����ˮƽ����ߣ���������ҵҲȡ����һ���ķ�չ�������ǴӴ��������ģ��˵�����ǴӴ�������ˮƽ������������˵���ҹ��Ĵ�������ҵ��ȡ���˺ܴ�Ľ�����...
���ĸ�����ģ���������״�ʹ��ڵ����⣬���������߲���ϵͳ����ɼ�ԭ�������������߲�������Ӧ�ã������ο��� ...

�ֽΣ�������ҵ���г����������Ѿ�ת����ʹ�������ǰ���ҹ���Ȼ��ȫ����������Ȼ����Ҫ�����"�촬ǿ��",���費���������������Ч�ʼ������������ƶ��������¡����Ӽ�����Ϊ�������켼������Ҫ��ɲ��֣��Դ�������ijɱ���������ֱ��Ӱ�졣...

Ŀǰ����������װ����Ҫ������ʯ�ͻ��������̡����������Լ����պ������ҵ����Ҫ���������и���ӡ����ߡ�����Լ���ϴ�ȸ���ա�...