职称论文

摘要:影响模具寿命的因素很多,从产品技术角度,阐述提高模具寿命的12种措施,特别是热处理技术极为重要。
关键词:模具; 强钢化; 热处理; 矫正; 寿命;
Several technical problems to improve the life of mold
Meng Shi
1 序言
模具是工业生产的主要工艺装置,模具工业是基础工业。模具在国际上被喻为金属加工的“帝王”,模具工业是衡量一个国家综合经济技术水平的标志和晴雨表。世界各国都十分重视模具工业的发展。我国的模具工业发展迅速,从1996年至今,产值以每年10%~20%的速度快速增长。但由于人才匮乏,技术落后,造成模具制造周期长,质量差,成本高,模具寿命不尽人意。据有关方面统计分析,在模具失效诸多因素中,材料和热处理因素占50%,可见模具的选材及热处理是何等重要。
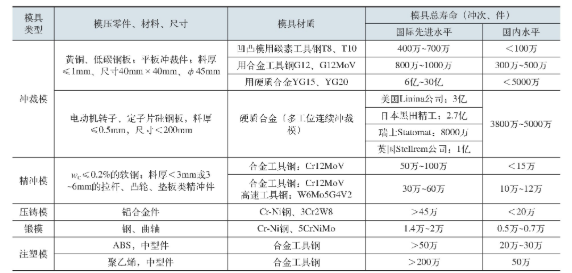
2 国内外模具寿命对比
据《中国模具信息》2001年第11期报道,国内外模具寿命对比见表1[1]。时间过去近20年,我国模具整体水平比国外低的格局并未改变,我国的模具技术发展很快,有的已达国际水平,少数领先,但就总体而言,在大型、精密、复杂的长寿命模具方面和国外相比,仍有较大的差距。
3 提高模具寿命的技术措施
3.1 采用纯净高性能的模具钢
材料是基础,基础不牢地动山摇,G B/T1299—2014《工模具钢》中列出了冷作模具钢、热作模具钢、塑料模具钢的具体成分,并对杂质、含量提出了严格要求,但市售的模具钢买卖双方质量纠纷不断。我们应从正规渠道采购,不能贪便宜,应优先选用粉末钢、喷射钢和纯净度高的优质钢。另外,选用3Cr2W8V钢制造热作模具时,应关注其含碳量,国外先进标准均为wC=0.25%~0.35%[2],而我国标准为wC=0.30%~0.40%,此钢一直沿用前苏联3X2B8?钢标准,俄罗斯标准TOCT 5950—2000早已改成wC=0.27%~0.33%,而我国标准一直未作修改。实践证明,3Cr2W8V钢含碳量高则有害无益,好多早期失效皆由它引起。赵步青早于1994年7月在“哈尔滨举行的第七届全国工具热处理年会”上提出修订3Cr2W8V钢含碳量的建议[3]。
表1 国内外模具寿命对比
3.2 进行强韧化处理
中碳中合金热作模具钢在锻后缓慢冷却或模坯截面较大时(φ>100mm),其组织中易出现链状碳化物,导致模具早期脆断、热裂和龟裂失效。因此,需采用组织预处理予以消除,以提高模具强韧性和使用寿命。
3C r M o W2V钢采用1130℃正火,可使M6C碳化物溶解,在空冷速度>15℃/min时,超过形成链状碳化物的临界冷速,可消除链状碳化物,并在随后的球化退火后获得颗粒匀细分布的碳化物。
3.3 采用节能降耗的预处理热处理新工艺
1)采用锻后余热退火的形变热处理。
2)采用快速匀细球化退火新工艺。
3)热作模具钢由常规高温回火改为中温回火处理。
4)增加调质处理。
3.4 采用真空淬火或保护气氛热处理
自20世纪80年代末Cr12Mo V钢模具真空淬火成功后,模具真空淬火应用日益普及,特别是高压气淬。
3.5 深冷处理
淬火后的模具在-110℃以下作深冷处理时,析出微细碳化物残留物,残留奥氏体转变成马氏体,可提高耐磨性、抗回火稳定性、尺寸稳定性。M12螺母冷镦模经深冷处理后使用寿命提高两倍,铝合金热挤压模使用寿命提高1倍。
3.6 降温淬火
选用高速钢制模,其淬火温度不同于刀具,普遍采用较低的淬火加热温度,即降温淬火,如W18B C r V钢淬火温度为1180~1200℃,M2、W9钢淬火温度为1160~1180℃。采用低温淬火,可获得良好的强韧性,减少变形、开裂、崩刀倾向,提高模具性能、质量和寿命。
3.7 高温淬火
用5Cr Ni Mo、5Cr Mn Mo、3Cr W8V等钢制造的热作模具,宜采用较高的温度淬火,以获得较多的板条马氏体,提高断裂韧度和热疲劳抗力,提高其性能和寿命[4]。
3.8 复合强韧化
M2钢制模具,1180~1190℃加热,在稍低于M s点以下等温1~1.5h,560℃×2h×2次硝盐回火,可获得B下+M的复相组织,与淬油相比,抗弯强度提高56%,在挤压08钢制工件时,寿命大幅提高,以磨损失效。再如,H13钢制模具,由常规淬火+回火改用1030℃加热淬火,250℃×10min等温分级,使aK值提高33.4%,寿命比3Cr W8V钢提高1.6~6倍。
3.9 在第一类回火脆性区回火
世间一切事物都是相对的,而不是绝对的。T10A钢和G C r15钢的第一类回火脆性区在230~270℃,一般用180~200℃回火。国内有人偏选在该钢的第一类回火脆性区回火,可获得高的疲劳抗力。对于应力集中不严重、承受拉伸-压缩-弯曲应力的冷作模具,因其寿命主要取决于疲劳裂纹的萌生,所以应尽可能提高强度,用此工艺可收到奇效。
3.1 0 表面强化[5]
纵观各种模具失效,大多从表面开始,因此应做好“表面文章”。其中包括碳氮共渗、氮碳共渗、渗氮后氧化、蒸汽处理、TD处理、表面涂层、渗硼、渗金属、硫化、硼硫复合渗,以及表面感应加热、激光淬火等。不是所有模具都可以进行各种强化,应有所针对性。
目前,世界上模具表面强化方法如图1所示[6]。

图1 国外标准表面处理工艺
3.1 1 提高热作模具的抗热疲劳性能
热开裂和热疲劳决定了材料的高温强度和模具表面状态,划痕和电火花加工变形层会促使裂纹产生和扩大,为此人们采取了一系列的措施。
1)Y10钢制模,应适当提高淬火温度、回火温度,以增强热疲劳抗力。
2)避免脱碳,因为脱碳会使热疲劳裂纹扩大,降低热疲劳强度。
3)渗氮,特别是有化合物层时,渗氮能防止热疲劳裂纹的产生。
4)表面粗糙度差和磨纹会降低热疲劳抗力。
5)提高高温强度和塑性有利于提高热疲劳强度。
6)电火花加工出现大的变形层有损于热疲劳强度。
7)热作模具高温回火比低温回火有低的热冲击裂纹敏感性。
8)热作模具涂层可提高热疲劳性能及耐磨性。
3.1 2 模具热处理变形的矫正法
热处理变形实属正常,关键是掌握变形规律并设法矫正。变形矫正的方法简介如下:
1)利用马氏体相变超塑性的原理适时矫正,4 m机械刀片、1.5m长拉刀淬火后冷至适当温度,轻轻施压就可矫正好,模具校直亦然。
2)加压回火:系指施加压力以矫正淬火畸变的回火,如大薄刀片。
3)冷处理矫正:残留奥氏体多的不锈钢淬火件,-70℃×1~2h深冷处理时尺寸胀大,制作Cr12钢模具最合适。
4)热点矫正:在弯曲件的最凸处,用氧乙炔火焰或高频感应加热装置,快速加热到700℃左右,迅速冷却收缩,予以矫正。
5)高频缩孔矫正:胀大的工件,放在感应圈内加热至700℃左右,迅速冷却可起到缩孔作用。缩孔多次时应进行去应力处理。
6)电镀增厚矫正法。
7)化学腐蚀矫正:腐蚀剂有4 0%H N O3+60%H2O或20%H N O3+20%H2S O4。不需腐蚀处用沥青或石蜡保护。
8)急冷缩孔矫正:对于孔胀大的工件,可退火加热到700℃后迅速冷却1~2次进行矫正。
4 结束语
科学技术是第一生产力,以上展现的提高模具寿命的12项技术措施经济实用。只要我们认真研究模具失效的原因,制订整改方案,有针对性地采取相应技术措施,就一定能造出高质量、长寿命的模具。
参考文献
[1]王德文.提高模具寿命应用技术实例[M].北京:机械工业出版社,2004.
[2]李维钺,李军.中外钢铁牌号速查手册[M].北京:机械工业出版社,2010.
[3] 赵步青.3C r2W8V钢热处理工艺:1994年第七届全国工具钢、工具热处理年会论文集[C].哈尔滨第一工具厂,1994.
[4]赵步青.模具热处理工艺500例[M].北京.机械工业出版社,2008.
[5]金荣植.提高模具寿命的途径——选材及热处理[M].北京:机械工业出版社,2016.
[6] Stoeckhert K,Mennig G.模具制造手册[M].任冬云,译.北京:化学工业出版社,2016.
本文分析数控加工技术如今的具体现状和数控加工技术在机械制造中具有提高生产率、自动化、精准度等明显优势,并提出了数控加工技术在机械制造中要对模具进行合理分配、优化技术的加工和制定规范的技术流程等措施。...

本篇文章主要是针对于铍青铜弹性元件热处理工艺技术中的要求所出现的缺陷加以改善,保证铍青铜弹性元件热工艺技术的可持续性发展,以及铍青铜弹性原件热处理工艺技术广泛被社会应用。...

对铸钢件热处理之后的性能影响进行分析,最后结合现场实例,对热处理工艺进行分析,旨在提升铸钢件热处理后的性能,满足现场生产实践需要。...
本文讲述了高光无痕注塑定义和模具具体要求,结合业内同行使用高光无痕注塑模具情况,重点描述了高光无痕注塑模具选材的类型,对目前常用几种模具钢基本性能和应用做了较详细的介绍,旨在指导高光无痕注塑模具材料选用,供大家思考。...
本文通过实例分析表明,基于UG软件进行零部件模具设计与数控加工,不仅可保证加工精确度,可优化零部件力学性能,还可显着提升加工生产效率。...
本研究重点分析了机械模具加工过程中影响加工精度的主要因素,提出了控制机械模具加工精度的重要方法,确保机械模具能够达到较高的精度标准。...

通过兼有α+β和β钛合金的TC18(BT22)钛合金性能特征研究,近β型的一种结构模式。退火状态下强度最高的合金具有良好的可焊接性、锻透性和淬透性等优势...
本文就金属材料热处理工艺技术与未来发展趋势进行探讨,促使金属材料热处理工艺技术得到更好的发展和应用。...

本文研究了我国热处理工艺技术,并对我国热处理工艺行业发展特征及竞争态势进行了分析,有利于我国未来工业热处理行业的稳健发展。...

电火花加工是一种利用电能和热能进行加工的新工艺,又称放电加工。当电火花加工时,工具电极与工件之间存在间隙,不像切削加工,其利用间隙一直产生的脉冲电压进行火花放电,由放电时产生的高温蚀除掉金属材料。...