职称论文

电火花加工论文范文第三篇:电火花成形加工和切割加工在模具行业中的应用
摘要:模具是一种高附加值和技术密集型产品,它本身所具有的技术水平成为体现国家制造能力强弱的标志之一。模具在很大程度上决定着产品的质量、效益和开发能力,而模具质量的好坏主要取决于制造过程中工艺水平的高低。电火花加工技术正是模具加工工艺领域中的一种关键技术,它是一种非接触式、宏观加工力非常小的加工方法,这使其在精加工方面发挥着重要作用[1].主要从电火花成形加工和电火花线切割加工方面进行论述。
关键词:电火花成形加工;电火花线切割加工;模具加工;工艺水平;
作者简介:肖磊(1997-),男,本科,钳工技术员,研究方向为模具设计。;
1 电火花加工
电火花加工是一种利用电能和热能进行加工的新工艺,又称放电加工。当电火花加工时,工具电极与工件之间存在间隙,不像切削加工,其利用间隙一直产生的脉冲电压进行火花放电,由放电时产生的高温蚀除掉金属材料。因为在放电期间能够观察到火花,故称电火花加工[2].

2 电火花加工条件
电火花加工条件必须具备以下几点。
在工具电极和工件间存在合理间隙。此间隙需要满足两点:(1)脉冲电压可不断击穿工作介质,进行火花放电。(2)在火花放电结束后,工作介质可以消除电离和带离蚀除产物。工具电极和工件之间间隙不能过大或过小,若过大,脉冲电压不能击穿工作介质,不能进行火花放电;若过小,则会出现短路,工具电极和工件之间没有脉冲电压,不会出现电加工。
工具电极和工件之间存在工作介质。在形成火花通道之后,工具电极和工件间脉冲电压不能发生大变化,因此输出的脉冲能量必须足够大。火花通道内能量密度能用电流密度表示,当能量密度满足要求时,加工材料才会熔化或者气化,以此进行火花放电加工。
脉冲放电时间一定要短暂。当放电时,因为短暂的放电时间,由其高温引起的热能不能在加工材料内发散,这也就是电火花加工所具备的冷极性。脉冲放电不间断发生,在时间和空间两方面是分散的。可以理解为:(1)在同一个时间内,两个相近的脉冲不能够在相同的点形成放电通道;(2)如果有两个不同的固定时间段,那么脉冲放电不能都在相同区域,这样可以避免放电中出现积碳,甚至引起更严重情况。在火花放电之后产生的蚀除物可以快速从工具电极和工件之间间隙排出,从而顺利进行不间断的放电。
3 加工应用
根据工艺过程中工具电击的形式及其与工件相对运动的特征,可分为电火花成形加工、电火花线切割加工、电火花磨削加工、电火花展成加工、非金属电火花加工和电火花表面强化等[3].下面将从电火花成形加工和电火花线切割加工两方面进行简单分析。
3.1 电火花成形加工
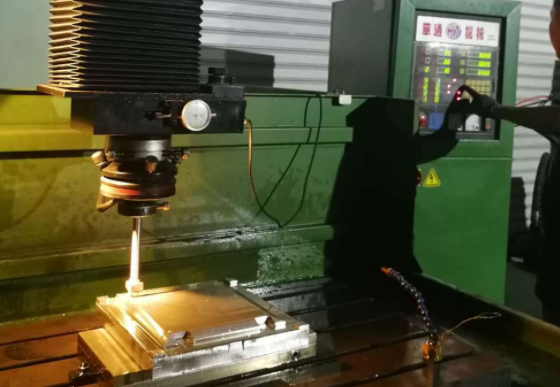
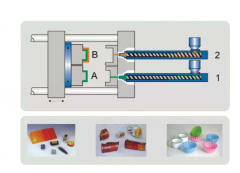
电火花成形加工的工作原理是:工件和工具电极分别与脉冲电源的两输入端连接,并且浸入工作液中。通过自动进给调节装置控制工具电极向工件进给,当两个电极之间有一个很小的放电间隙时,脉冲电压就会施加到两极之间,并且会在这种情况下对两电极最小间隙或者最小绝缘处击穿工作液,此时就会产生火花放电,而瞬间产生得高温会蚀除掉工具和工件表面上少量的金属粒,同时自身会出现小型凹坑,其蚀除金属会立刻熔化或者气化,之后掉落到工作液中快速凝固形成固态的金属微粒,被工作液带走。当第一次脉冲放电结束后,放电会出现短暂停止,工作液会出现在两电极之间,使其恢复绝缘状态。过了一段间隔时间,第二个脉冲电压又会加到两个电极相对接近的另外一个点上,又会在相当的间隙距离时对最近处或者绝缘强度最弱处击穿放电,就会电蚀出一个小凹坑,然后不断重复这个过程。从一次脉冲放电中了解到只有非常少量金属被蚀除掉,但是每秒钟会有超过次脉冲放电,总体还是能够蚀除较多金属,拥有较高的加工率。凭借着非常高的频率,持续不断放电,工具电极就会一直朝工件方向进给,以此把工具电极的形状反向复制在工件上。所以,只需要将工具电极的形状和工具电极与工件之间的相对运动方式进行改变,就能加工出所需的各种各样复杂型面[3].电火花成形加工工作原理如图1所示,镜面火花机加工如图2所示。
3.2 电火花线切割加工
电火花线切割加工的工作原理是:工具电极(移动的金属丝,如钼丝)连接直流脉冲电源的负极,工件接直流脉冲电源的正极,当工具电极与工件之间有很小的放电间隙时,脉冲电压就会施加到两者之间,进行火花放电,从而切割工件。
图1 电火花成形加工工作原理图

图2 镜面火花机加工图

其能切割工件的原因是当正负电极在工作液中相互靠近时,因为从微观方面看两极的表面不是平整的,导致电极间存在不平衡电场,而电场强度最高处是最近的凸点,先击穿两极间工作介质,形成放电通道,此时电流快速上升。放电通道内的正离子在强大的电场力作用下会以高速冲向负极,同时负电子也以高速冲向正极。在高速运动时负电子和正离子会相互发生碰撞,阳极和阴极表面分别受到电子流和离子流的强烈轰击,导致两电极间隙内的通道中瞬间释放大量热能,由于热能不能及时散发,引起部分金属熔化或者气化,同时在工件和工具电极之间的部分工作液也会发生气化,由其产生得气体和工作液发生爆炸,产生的能量带离熔化和气化后的金属废料,以此完成切割。电火花线切割加工工作原理如图3所示。
图3 电火花线切割加工工作原理图

电火花线切割加工不需要单独制造电极,仅用一根电极丝代替专用电极,拥有电极丝损耗小和方便等优点。当进行线切割时,由于电极丝持续运动,所以电极丝有很小的消耗,因此,加工精度相对较高[4].
4 加工特点和用途
电火花加工有以下几个特点:(1)任何能导电材料都可以加工;(2)适合加工低刚度工件和微细加工;(3)由电火花加工的表面硬度相较于机械加工更高,并且有能够保护润滑油;(4)直接利用电能进行加工,便于实现自动化等。
根据以上特点,电火花加工的主要用途如下:(1)制造各类热锻模、压铸模、挤压模和塑料模等;(2)加工型孔(圆孔、多边形孔、方孔和异形孔)、曲线孔(弯孔、螺旋孔)、小孔和微孔;(3)在金属板上切割出零件;(4)加工样板、各种形状复杂型孔、型面和窄缝等。
5 影响电火花加工质量的因素
5.1 影响材料放电腐蚀量(电蚀量)的因素
影响材料放电腐蚀量(电蚀量)的因素有以下几个方面:(1)电参数。通过调节各种电参数(脉冲宽度、脉冲频率和脉冲能量等),可以改变电蚀量。如提高电流,可以加大电蚀量。(2)极性效应。工具电极和工件使用相同的材料进行放电加工,两者中一个被电蚀量一定比另外一个大,这就是极性效应。当工具电极和工件使用不相同材料时,其极性效应更大。(3)金属材料。当电参数相同时,工件材料的热学性能决定着电蚀量,如果材料的比热容、熔点、热稳定性等越大,其电蚀量越小。(4)工作液。在电火花加工中工作液被当作放电介质,主要作用是冷却、排屑。常用的工作液具有黏度较低、性能稳定等特点,如煤油、去离子水和乳化液等。
5.2 影响加工精度的因素
影响加工精度的因素有以下两个方面:(1)加工间隙。在工具电极和工件间存在合理间隙,加工间隙过大或者过小都会直接影响加工精度。(2)加工斜度。除了电极设计要求的斜度外,制造过程中由于技术原因、电极损耗不均匀、多次放电和加工深度等导致的斜度,都会降低加工精度。
6 结束语
根据加工需要,部分模具工件和模具型腔需要选择高强度材料,对这些材科进行热处理,其硬度会更高,基本上无法使用一般机械加工方法加工。模具型腔基本使用电火花加工(包括电火花成形和线切割),所以电火花加工是模具加工中不可分离的部分。但是,电火花加工本身也有缺点,如加工过程缓慢、加工质量存在不稳定情况,从这点来看电火花加工还无法达到大批量生产。
如今模具的开发和制造已对新产品开发速度起到关键性作用,提高模具的开发和制造速度成为重中之重。而高速加工技术的出现,为模具制造技术打开一扇新的大门,电加工技术被高速加工技术取代是加快模具开发速度和提高模具制造质量的必经之路[5].但是现阶段电火花加工在模具加工中仍占有十分重要地位,无法被取代。
参考文献
[1]左敦稳,黎向锋。现代加工技术[M].北京:北京航空航天大学出版社, 2017.
[2]周世权,田文峰机械制造I艺基础[M].3版武汉:华中科技大学出版社, 2016.
[3]周晖数控电火花加工工艺与技巧[M].北京:化学工业出版社,2016.
[4]李明辉,杨晓欣。数控电火花线切割加工工艺及应用[M]北京:国防工业出版社, 2015.
[5]屈华昌,吴梦陵。塑料成型工艺与模具设计[M].北京:高等教育出版社, 2018.
本研究重点分析了机械模具加工过程中影响加工精度的主要因素,提出了控制机械模具加工精度的重要方法,确保机械模具能够达到较高的精度标准。...
电火花成形加工(Sinker EDM)是指在一定的介质(工作液)中,通过电极和工件之间脉冲放电的电蚀作用,对工件进行加工的方法。...

本文主要研究高速切削技术应用于模具加工之中的优势,以此为高速切削技术的发展与应用提供一定的参考。...
随着汽车行业快速发展,越来越多的人开始重视车灯的照明质量以及外观造型。车灯是汽车行驶的重要保障,为汽车安全行驶提供良好的照明以及信号功能。车灯设计的好坏将直接影响着汽车整体的美观以及安全性能。...