��������ϳ�����Ǵ��±������ؼӹ�����������ϳ���������ϳ���ӹ�����Ա����ְҵ�����ĸ��ȼ������м� ������ְҵ�ʸ��ļ������� ������ְҵ�ʸ�����������ʦ ������ְҵ�ʸ������������ʦ ������ְҵ�ʸ�һ���������ؼӹ���numerical control machining������ָ�����ػ����Ͻ�������ӹ���һ�ֹ��շ��������ػ����ӹ��봫ͳ�����ӹ��Ĺ��չ�̴�������˵��һ�µģ���Ҳ���������Եı仯����������Ϣ��������͵���λ�ƵĻ�е�ӹ����������ǽ�����Ʒ�ֶ�䡢����С����״���ӡ����ȸߵ������ʵ�ָ�Ч�����Զ����ӹ�����Ч;�������ľ�������8ƪ���ظ���ʦ���ķ��Ĺ�ְ�������߲ο���
����
�������ظ���ʦ���ĵ�һƪ���������������̨����λ�õĸ��ϼӹ�
����
����
ժҪ�������ҵʵ��������Ҫ�� �ڷ�������ṹ����������Ҫ��Ļ����ϣ� ���ù�����ԭ�� ����������������3�����5�����ӹ���̨���漯����һ�������ڣ� �����һ��װ��ͬʱ����������̨����ӹ��Ĺ��շ�����ͨ���Թ�����������ƽ�漰��ṹ�ص������ ȷ���˽�������泯�£� �����׳���ļӹ���̬�� ����ȷ����ר�û��������岼�ַ��������ݹ����ӹ���̬Ҫ�� ȷ����ר�üо߶�λ�н��������ṹ��ͨ���Թ��������ϸ���λ�ü��Ƕ��ص������ �ֱ�ȷ���˸����������������Ŀ���Ƕȣ� ���ڴ˻�����ȷ��ר�û����ṹ��ʵ������������ ��̨�豸������������35������ң� �ϸ�����99.9%���ϣ� �����ָ����ﵽ�����Ԥ�ڡ�
����
����
�ؼ��ʣ����壻 ���渴�ϼӹ��� ר�üоߣ� ��ϳ���ϼӹ���
����
����Ħ�г���������Ħ�г���ơ����졢װ�����������Ҫ�IJ���֮һ��������ָ��ֱ�Ӿ�����Ħ�г���Ʒ��[1,2].����ڻ�е�ӹ������У��������������ļӹ���������ҵ����ĵĺ�������֮һ[3,4],�ʷ�����������ҵ������Ӧ�Ĺ��ռ�װ��������Ͷ������������������������Ա�֤��������Ʒ��[5].�������������е�ӹ���ҵ�����Զ����̶ȸߡ����Ͳ�Ʒ�������“����+����������”����չ[6,7].�ر������������Ħ�г�����������ļӹ���һ���������Ӧ���ڲ�ͬ���ͣ������һ�㶼�ڼ�ʮ��̨���ϣ����ڴ������������ʹ����������“����”���ϼӹ���������Ϊ��[8,9],���ؼ��������ר�û�����֤����Ч�ʼ��ӹ����ȣ�������������üӹ����������������ߵı��Ͳ�Ʒ�ӹ�����[10].�ݴˣ���Ŀ���������ij��ҵ��������������������20������ҵ�ʵ����Ҫ�����ۺϿ�������Ч�ʡ��Զ����̶ȡ��ӹ����ȡ��Ͷ�ǿ�ȵ����أ����ڷ�������������ӹ����յĻ����ϣ�����������������3�����������ӹ���̨���漯����һ�������ڣ������һ��װ��ͬʱ����������̨����ӹ��Ĺ��շ��������ڷ������ӹ�λ�á�����Ҫ��Ļ����ϣ������ר�üо�ר�û����ṹ���ﵽ������ҵ������Ҫ���Ŀ�ġ�
����
����
1 �������̨����λ�ü�����Ҫ��
����
������ǰ�ڹ���ʵ��������λ���ص㣬ij��ҵij�ͺ�Ħ�г������������ϻ����ס������������������ƿ��������̨���������Ϊһ������ͬʱ�ӹ�����ߴ羫�ȼ���λ����Ҫ����ͼ1��ʾ��
����
������ͼ1֪��������ӹ��ߴ缰��λ����Ҫ����ϸߣ���Ҫ�����ѵ��ܽ����£�
����
������1�� ͼ1b�л������ߴ羫��Ϊ��10.80+0.01mm,����������ˮƽ����ʱ���57°30',�侫��Ϊ±1',�ڿ�Բ�������ֲڶ�ֵΪRa=1.6μm,�������߶�����̨����C�Ĵ�ֱ��Ϊ0.012 mm ��IT7�� ,��̨����C����ֲڶ�ֵΪRa=3.2μm.
����
������2�� ���н����������������ƿ�ΪM5,�����������������ƿ��������߳ߴ羫�ȷֱ�Ϊ48±0.01 mm��47±0.01 mm,�Ҹ���������������ڸ��Ի���Ĵ�ֱ�Ⱦ�Ϊ0.012 mm ��IT7�� .
����
������3�� ��ͼ1a����ͼ�У��������������ƿ�����������ˮƽ�澫��Ϊ5°±5',�������������ƿ�����������ˮƽ�澫��Ϊ10°±5';�Ӹ����±������Ͽ�����K����ͼ���������������ƿ�����������ˮƽ����ͶӰ�����������߳�15°���������������ƿ�����������ˮƽ����ͶӰ�����������߳�7.6°����N��M����ͼ��֪�����������������ƿ����������봹ֱ�����30°�����������������ƿ���������������������봹ֱ�����22°�������ƿ���������������������봹ֱ�����30°��
����
�������ϣ���֪����������ijߴ缰��λ����Ҫ����ϸߣ������λ�ñȽϸ��ӣ�������ֿ��ӹ�������Ч�ʵͣ�Ҳ����Ϊ���װ�е�ԭ����ɷ�Ʒ�ʸߣ�����ҵ�����ϴ�ľ�����ʧ��
����
����2 �ӹ����շ������������
����
����2.1 ���岼�ַ���
����
������Դ˸���ʵ��Ӧ���������ҵ�������������20���/�꣬�ϸ�����99.9%���ϵ�����Ҫ����ǰ���ӹ�Ҫ���֪���������������һ̨������Ҫ�ӹ�������5���ֱ�λ��3����ͬ��ƽ�棬ͬʱ��ÿ�����ڸ������ϳ���ԱȽ�����ĽǶȡ���Դ�����ļӹ���������ô�ͳ�Ļ�����ס���˿��������ϳ���ӹ�����Ҫ���ڻ��߾��Ȳ��ߣ�װ�д����϶࣬����Ч�ʵ��¼������Ͷ�ǿ�ȴ�����⡣������ҵʵ������������ʾ����Ʒ�ϸ�����85%���ң����̨����ƽ���ӹ�ʱ����5 min���ң�����ҵ2��8Сʱ���ϰ��ƶ��㣬��������������5������ҡ������ݾ���ҵҪ�����Žϴ�IJ�ࡣ�ݴˣ������Ŷ���ͨ���������̨����ӹ����ȼ�λ������Ļ����ϣ������һ��װ�У��൶�λ���ϼӹ��Ĺ��շ�����ͨ���Թ�����������ƽ�漰��ṹ�ص������ȷ���˽�������泯�£������׳���ļӹ���̬����ͼ2��ʾ��ͼ�д�ʵ��Ϊ������ӹ����ݡ�
����
������ȷ����ͼ2��ʾ�ļӹ���̬���ݸ�������ƽ�漰�Ƕ�Ҫ���������ͼ3��ʾ������ӹ����ַ�����������ͼ�У����������������䵶������������ˮƽ�水57.5°���ã����������ϳ���ϵ��ߣ�һ����ɻ����ľ��ۼ�̨����ľ�ϳ����Խ������������ƿļӹ����ڻ����������˸�����һ��˫�������䣬�������䰴���ƿ���Ҫ��Ƕ��ڴ�������Ӧ��װ���Ƕ���ͼ3a��b��ʾ��������������������ܱ�֤���̨����ijߴ羫�ȡ�����ֲڶȡ�λ�ö�Ҫ��
����
����
2.2 �����շ������
����
������Խ��������������ӿף��ӹ��Ѷ���Ҫ�����ڽǶȡ�����������������ڸ��Ի�ƽ��Ĵ�ֱ�ȼ������������߾���ߴ羫���ϣ���������������Ϊ�ߴ羫�ȡ�����ֲڶȼ�̨����ļӹ���Ϊ����װ�д������������Ч�ʼ�����ӹ����ȣ��������ӿײ��ö�����ṹ���������������ϳ���ϵ��߽ṹ��ʵ��һ��װ�У�ͬʱ������̨����ļӹ����ֱ��ͼ4��ͼ5.
����
��
��3 ר�û����ṹ���
����
����3.1 ר�üо����
����
��������ǰ������ӹ�ʱ���泯�¡�������װ�׳���ļӹ���̬Ҫ�����ø�����漰��������λ���Թ������ж�λ�����ݹ���ʵ�ʽṹ������ڼо���������4����λ֧�Ŷ���������λ�������“һ������”�Թ������о�ȷ��λ��Ϊ���㹤��ȷ��λ�������ڹ�����ǰ��������һ���ֶ�λ���������Ϊʹ������ȷ��λλ���ڼӹ�ʱ���ֲ��䣬�ڿ��ǹ����������ӹ�����Ȼ����ϣ��ڹ�����ǰ�����Һ�����һ�н��������о߾���ṹ��ͼ6��ʾ���乤��ԭ�������üо����϶�λ֧�Ż���15��������λ��11������ȷ��λ�������������õ�����ת�н�����13�Թ������мн����Ա�֤�ӹ�ʱ��ȷ��λ�ñ��ֲ��䣻�����ӹ�ʱ���ɿ��н�����ʹ�н�����ѹ�崦���ɿ�λ�ã��ֶ���������Ԥ����̬�Ž��о����ڲ����ڴֶ�λ�������14�Ķ�λ����������ʹ����ȷ���붨λ���ڶԹ�����ȫ��λ�����¼н���ťʹ��ת�н��������ڼн�λ�öԹ������мн���Ȼ�������ӹ�����Թ������мӹ���
����
��
��3.2 ר�û����ṹ���
����
��������ǰ�����ס�̨����ӹ����շ����������ӹ���̬��ר�üо߽ṹ���ص㣬ר�û���������Ƴ�“T”���ͽṹ���ڴ����������˸�����һ��˫�������䣬��ʽ�ṹ�������������ػ�̨�϶����ڻ����������һ�����������䣬��ʽ�ṹ�������������ػ�̨�϶�������ṹ��ͼ7��ʾ��ר�û�������ԭ���ǣ���������綯�����ɿ��он��������˹�����������ר�üо��ڽ��ж�λ���н������Զ��н������������Զ��ӹ��������ػ�̨��������������ɸ����������̨����Ĺ������ݣ���ɺ��Զ���������ʼλ�ã��ɿ��������˹����ϣ����ѭ�����Թ������мӹ���������ҵ�������켰�����ƶȰ��ţ�320��/�꣬2��/�գ�8Сʱ/�࣬����Ч��92%,�豸������95%,����������Ϊ20�������֪��ҵ��Ҫ����������Ϊ��T1=320×2×8×0.92×0.95×60/200000=1.34 min/������ʵ����������T2=0.7 min���ң�����ƵĹ��ռ�װ������Ч��Զ������ҵҪ��������ҵ����
����
����
4 ����
����
������1�� �ڷ����˷����������������̨����ӹ����ȼ��ѵ�Ļ����ϣ������һ��װ�У����ö൶�λ�����ϵ�������ͬʱ�ӹ��Ĺ��շ�����
����
������2�� ͨ���Լӹ���̬�ķ�����ȷ����ר�üо߶�λ�н��������ṹ������ȷ����ר�û�����������������Ľṹ��
����
������3�� ������ҵʵ�ʹ����ƶȼ�ʵ����������ʱ����㣬ר����������������35������ҡ�
����
������4�� ͨ����һ���ʵ�����������������ӹ��ϸ���ʼ�ձ�����99.9%���ϡ�
����
����
�����
����
����[1] ���ң� Ф���ң� �ƾꡣ��������������б�Ϳӹ�����[J].���켼��������� 2019 ��2�� :109-112.����
����[2] ����ƽ�� ���ʻ��� ��� �ȡ�Ħ�г������������Ż�[J].��ȼ�����̣� 2012, 33 ��1�� :76-71.����
����[3] �����ǣ� �ƾ꣬ Ф���ң� �ȡ�����������˫���ۿ�ר�û������[J].��ϻ������Զ����ӹ������� 2018 ��11�� :127-129.
����[4] ������������������������Լ�����̽��[J].���켼��������� 2014 ��8�� :167-171.����
����[5] �����ԡ�ר������ϳ�����о����[D].���죺�����ѧ�� 2013.
����[6] ���ĵϣ� �������� ���÷����ϳ���������¶�λ�������ػ������з�[J].��ϻ������Զ����ӹ������� 2013 ��6�� :124-129.
����[7] �ź��Σ� ����������õ����ܵ��ۿ��ж���װ�õ��о�[J].���켼��������� 2013 ��4�� :134-136.����
����[8] ��� ��� ���ޣ� �ȣ� ���ڳ����������˫��ӹ�ר�û������[J].��ϻ������Զ����ӹ������� 2014 ��2�� :147-153.
����[9] ��ϣ�ɣ� �ſ��ܣ� ����Ⱥ�� �ȣ� Ħ�г�˫���������������Ӧ��[J].С����ȼ���복�������� 2015, 44 ��6�� :68-70.
����[10] ��� ���� ����ϼ���������������ר�üо����[J].��ϻ������Զ����ӹ������� 2013 ��3�� :108-110.
�������ظ���ʦ���ĵڶ�ƪ���ɻ�������Ͼ����ƿ����о�
����
����
ժҪ����Ե�����������ػ����ƿ��г��ֵĿڿ����ױڱ���ȱ�ݵ��������⣬ �ӹ��շ����������϶�����߶�ƽ��ȷ������֣� �����˵�����Ͽڿ�����Ϳױڱ���ȱ�ݵ�Ҫ���ڷ����������˵������װ������Ʊ����̵��Ż����������������ƿļ��������� ����A350�ͻ����͵�����Ϲ�����Ӧ�á�Ӧ�ý�������� ���о����������˵�������ƿ������� �ƿϸ���Ҳ��70%������95%���ϣ� ʵ���˵�����ϸ߾��ȿ����ؼӹ���
����
�����ؼ��ʣ�������ϣ� ���շ����� ��������ƿף�
����
�������ź���װ�������IJ��Ϸ�չ���Ժ���װ������������˸��ߵ�Ҫ�������˴������������ܲ��ϣ�������̼��ά���ϲ��ϡ�Һ���Ƭ ����������ά�� ��������ϵȹ��ɵĵ��㹹��ƾ��������������ƶ��ڷɻ�������β�������еõ��㷺Ӧ��[1],���Կտ�A350�ɻ�Ӧ����࣬������´��塢����Ƭ�����õ��������ɵĹ��������ֵ��㹹������Ч���ƻ�˷�����ֲ��ϵ����㣬��ַ��Ӹ���ֲ��ϵ��ŵ㣬��õ�һ��ֲ��ϲ��߱������ܺ��ܣ��������սṹ��������Ҫ����в��ϵ���������ơ������㹹��������ϵ�������ѧ�������ӹ������IJ�ͬ��������ϵ����ؼӹ������˾����ս�������ǵ��㹹���������ƿף��ڵ��㹹�����ƿ�ʱ�����߱���Ӧ�Բ�ͬ�IJ��ϼӹ����ܡ������ļ�϶����м�����Լ���м�����⣬������ڲ��������ܲ�ͬ���ƿ��������������̲��ȶ����ڿ����ױڱ���ȱ�ݵ��������⣬�ǵ��͵��Ѽӹ����ϡ�
����
���������������ƿ����е����⣬������ѧ���������������������Լ����ղ����ȷ��������һ�����о�����ȡ���˽϶�ijɹ�������ѧ��Takashi��������������ģ��Ԥ����̼��ά���ϲ��Ϻ��ѺϽ�������м������Ϊ�����ƿ����Լ������Ż��ṩ��ǿ������֧��[2];C.L.Kuo�ý��ʯͿ����ͷ��Al/CFRP/Ti���㹹�������ƿ�ʵ�飬�������˲�ͬ���ղ����Կױ��������Ե�Ӱ��[3];Redouane Zitoun����ʹ��Ӳ�ʺϽ��黨��̽���˹��ղ�����CFRP/Al�����ƿ�������Ӱ����ɣ����ֶ���CFRP���ϣ�ʹ�õͽ�����ʱ����Բ�ȼ����������Ϻ�[4];B.Denkena���˴Ӽӹ���ʽ����������“��ϳ����”�ļӹ���ʽ�Ե��㹹�������ƿף�����ȡ�����õļӹ�����[5];J.Choi���˽���������������ϲ���϶����ѧģ�ͣ�ָ����Ԥ��ѹ���Բ���϶��Ӱ��[6];Newtonhe��Melkote��ͨ��ʵ����ϸ�о��˵�������ƿ�ë�̸߶ȵ�Ӱ�����أ����о�������ͷ���ǡ��н�װ�á�ѹ��װ����ļ��Բ���϶��СӰ�����[8].����ѧ����ѡ���о���̼��ά���ϲ������ѺϽ���㹹�������ӹ���ȱ�ݣ��о���һ�廯�ƿ�������ʽ����ͨ���乤�ղ������Ż���������˿ľ��Ⱥ�����[9];���ζԵ���ģ�ͽ��м�����ABAQUS����ģ���˲�ͬѹ����ʽ��ѹ�����Ե��㹹������϶��Ӱ���С����ͨ��ʵ���������֤[10].���е��о�������������ƿ��ṩһ���Ľ��;�������Ե�����ϵĵ����϶�Ĵ����Լ��������ƿ��շ����о����٣������ڸõ�������ֳ��ƿ�������Ȼ���ڿ����ױ��Լ���ȱ�ݵ����⡣
����
������Ե�������ƿ��г���һϵ�����⣬������A350�ɻ�������β���еĵ������Ϊ�о�����ͨ���ֳ�������������ƿ�ȱ�ݵ�Ҫ���ڷ����������չ�˵�������ƿ��̵�װ���Լ��ƿ�ʽ�о�������˵������װ������Ʊ����̵��Ż������Լ������������ƿ���������˵�������ƿ�ȱ�ݡ�����˵�����ϵ��ƿ������ͺϸ��ʡ�
����
����
1 ����������������ƿ��ѵ�
����
����A350��Ŀ�ǿտ�˾Զ�̷ɻ�ϵ�е������ͺţ��临�ϲ�������ռȫ���ṹ������52%,������Ϊֹ�����ϲ��Ͻṹ����ռȫ���ṹ������������һ�����Ϳͻ���ͬʱ������´��塢����Ƭ����Ӧ�õ�����ϣ��ҹ��շ������ӣ��ӹ�����Ҫ��ߣ���Ŀǰ��ͳ�ĵ����ʼӹ���������������ս��
��
��
����1.1 �����������
����
������ͼ1��ʾ��A350��Ŀ������������Ͻ�̼��ά�в�ṹ�Լ�Һ���Ƭ ����������ά�� �ȸ��ϲ��Ϲ��ɣ�����Һ���Ƭ��������������Ͻ������̼��ά�в�ṹ������֮��ļ�϶���ֲ��������������װ��ʱ���������������ֵ�װ�䲻Э�����⡣
����
����
1.2 ��������ƿ��ѵ�
����
�������������Ҫ�ӹ�����Ϊ�ƿף������Ǹ߾��ȿף���������������ǿ�ȡ���Ͼ��ȡ�ͼ2Ϊ���㹹���߾��ȿ�ʾ��ͼ��
����
������ʵ�ʹ���Ӧ����ͨ�����ö������ֱ�ӹ�̼��ά���ϲ��Ϻͽ�������Ȼ����װ��һ�𣬵�������Ӧ������������ԣ��ɻ��ϵĵ��㹹����ͨ��Һ���Ƭ�������Ӽ���װ��һ��ʱ�ӹ������ģ���˵�������ƿ���������ɵ�������ƿױ��ֳ����¼����ѵ㣺
����
������1�� ������ϵ���ѧ���ܼ��ӹ����Ե������������˵�������ƿ��Ѷȣ��ӹ��е�����Ҫ�����������ֲ��ϣ��������ڲ������ͻ�䣬����ͻ�����ܱ�������ɳ������������ɿױ�ȱ���Լ���ֱ����������� ��ͼ3�� .
����
������2�� ������ϸ�����ϵIJ���ȫ���ϵ����˵����϶����ʹ�ӹ������в����ķ�м�ۼ��ڼ�϶�����ų��������β�ױڸ���ڣ��Ӷ���ɿױ�ȱ���Լ�����ά���� ��ͼ4�� .
����
��
��2 ��������ƿ��������
����
����2.1 ��������ƿ�ȱ�����ط���
����
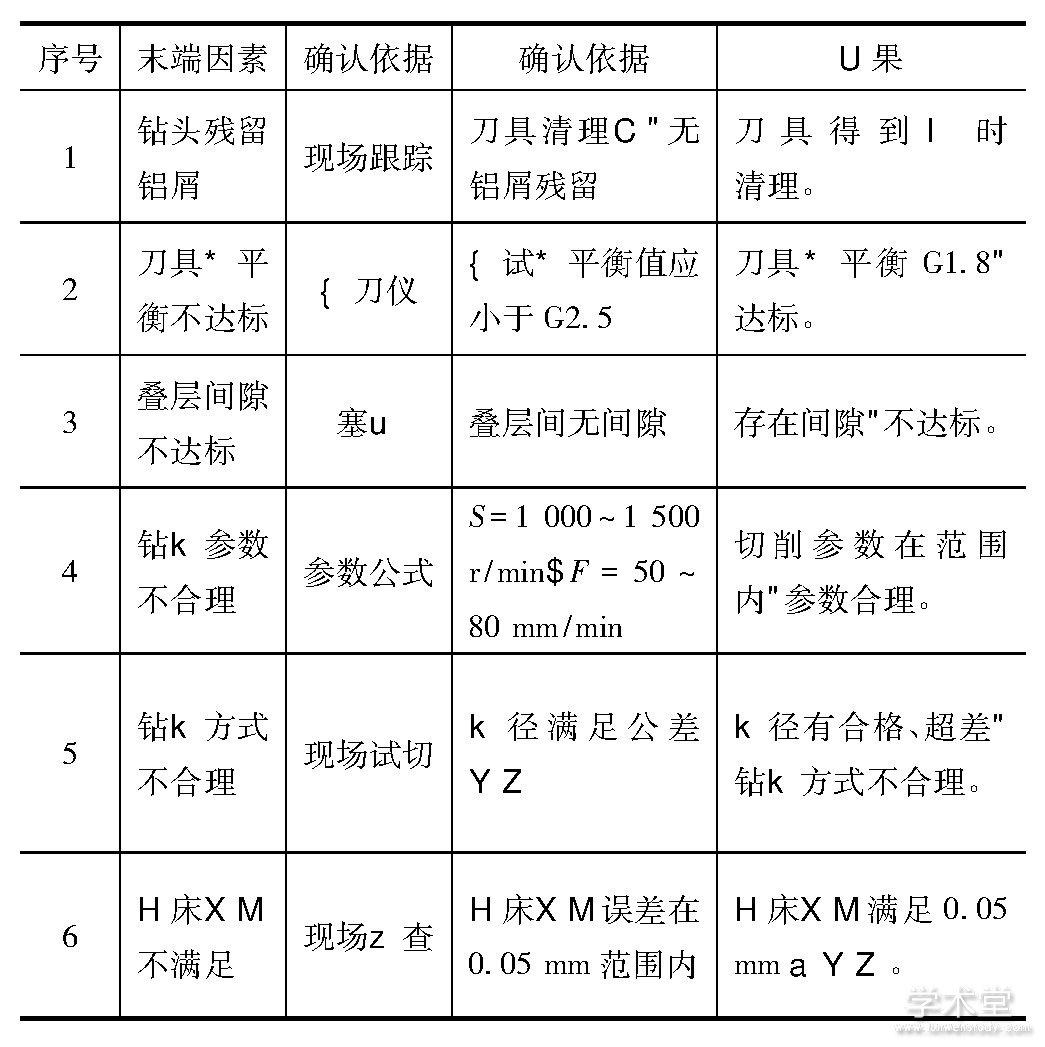
����Ϊ��ʵ�ֵ�����Ͽĸ��ʼӹ���ͨ���ֳ������Ӱ���������ƿ�ȱ�ݵ�������ؽ�������һ���������1��ʾ��
����
������1 ��������ƿ�ȱ�����ط���
����
������Ӱ���������ƿ�ȱ�ݵ�7��������ؽ��з���ȷ�ϣ��ӱ�1�п��Է��֣�������ͷ��Һ���Ƭ֮��ļ�϶“��”���ʽ“��Ӱ���ƿ�ȱ�ݵ�Ҫ�������Ϊ��Ҫ��
����
����Ҫʵ�ֵ�����ϵ���ӹ�����Ҫ�Ե�����ϸ������������װ��������ϵ���װ���̼���װͼ��ͼ5��ʾ�����Ƚ�������ͷճ�Ͻ������ý�ͷ����Ϊ���Ͻ������̼��ά�����ͷ��ϴ�ˢͿҺ���Ƭ ����������ά�� ;���ͨ����λ����������ͷ��̼��ά����̶��ڹ�װ�ϣ�ʵ���������װ���̻����γɵ�����ϡ�
����
����ͨ���Զ�ܷݵ�Һ���Ƭ�����鷢�֣�װ����Ա�Ե�Ƭ��ˢͿ�������Ա�֤����Ƭ���������ϲ���ڰ��ӡ�������������⣬�Ӷ�����̼��ά��������Ͻ��֮����ڵ����϶����ͼ6��ʾ��
����
����Ϊȷ�ϵ����϶��С���ƿ�������Ӱ�죬ѡȡ��ͬ��϶�ĵ������Ͻ�����ף��۲��������ʵ��������ͼ7��ʾ��ʵ������ͼ8��ʾ��
����
������ʵ�����п�֪��װ���϶�Կӹ�����Ӱ�����ţ��Ҽ�϶Խ���ӹ�����Խ�
����
��
��2.2 ������ϵ��ƿ�������
����
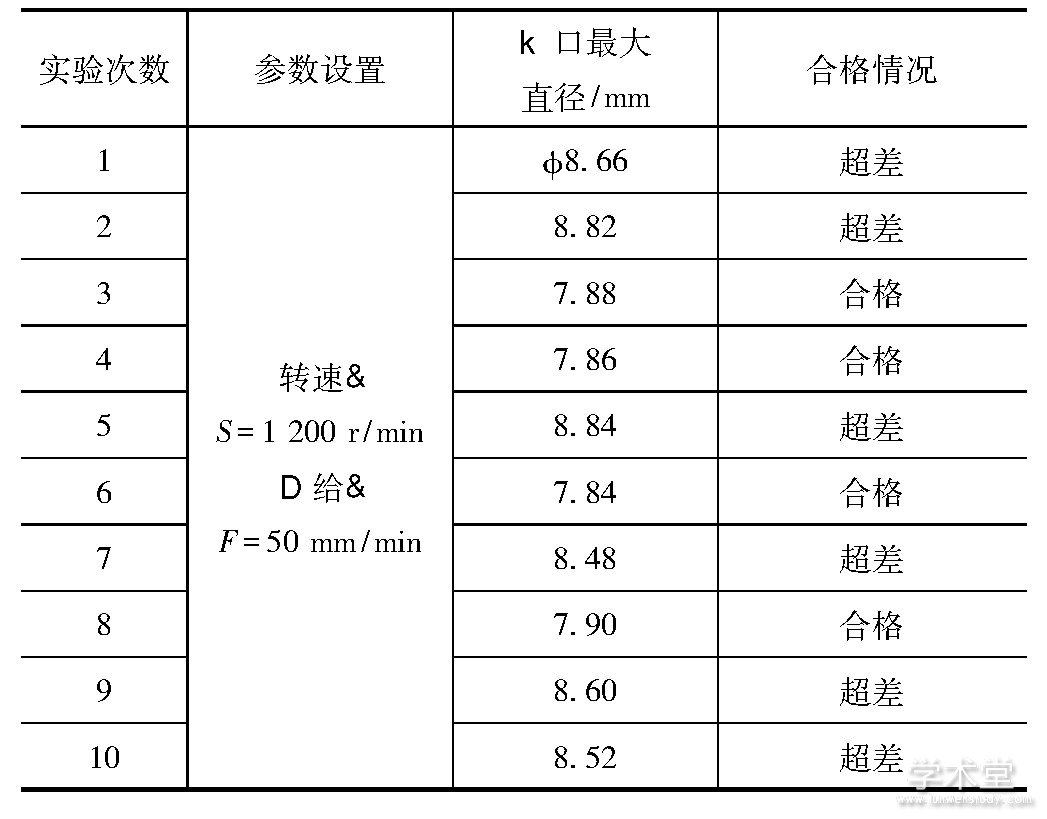
������Ե�����ϵ��ƿף���ǰ���õ���һ�廯���������������ܵ��������ѧ���Ժͼӹ����Ե�Ӱ�죬�ƿ��������Ա�֤�������Ԧ�7.85 mm�ĵ�����ͷ��ͼ2�Ц�7.77~7.90 mm��Ϊ����ͨ���ƿ����� ��ͼ9�� �ó���һ�廯������ʽ�������������������Ҫ������������2��ʾ��
����
������2 �ƿ�������
����
�����ӱ�2�п��Կ���������������һ�µ������£����æ�7.85 mm�ľ�����һ���ƿף�10����������6�����ݳ��ֿ�������������⡣
����
����3 ��������ƿ����о�
����
�������ڵ�������ƿ�����ķ����������ڽ��ʵ�ʹ��������£��Ե�������ƿ����еĵ����϶���Լ��ƿ����������о���������˿��еĽ��������
����
��
��3.1 �������װ������Ʊ����̵��о�
����
�����ڷ���Һ���Ƭ���Ӳ���ԭ��Ĺ����У����ֵ����϶���ֵIJ�λ�����Ͻ�����ϵĽ�����������ݴ�λ�û�����Ӧ�����������ֳ��ӵ���̣����ֲ�����Ա�������Ͻ��������ճ������ʱ����Ϊճ�����治��ƽ�棬���ڶദת�ۣ���ͼ10��ʾ����ɽ���ճ����ƽ����������������ݣ����⣬������ԱˢͿҺ���Ƭʱ���ֲ�����ˢͿ������������Һ���Ƭ�����Ͻ�ճ������Ӵ�����ȫ��
����
������ˣ����һ�ַ�����ճ�����潺���ķ�ʽ���������Ͻ�ճ�������Ϊ3�����֣�ÿ�����ֽ���ƽ�棬����ʵ�ֽ�����ƽ��ճ����Ȼ��ͨ�����ӽ�����ͷ��Һ���ƬˢͿ������֤�罺������ͷ������Χ2 mm���ϡ���ͼ11��ʾ�����ú��Ϊ0.01 mm�����߽��м��飬�������϶������Ҫ�ﵽ������������ͷ��Һ���Ƭ֮���϶��Ŀ�� ��ͼ12�� .
����
����
3.2 ���ڽ����������ƿ���
����
������Ե��㸴�ϲ��ϣ��ڹ������Ҫ�����Ƶ�ǰ���£�����˽����������ƿ��������ݲ��ϵIJ�ͬ���зֲ����������ȼӹ�̼��ά��о�㣬��̼��ά��о���Ƴ����ף�Ȼ��ѡ��ֱ��С�ڳ�����ͷ�����Ͻ��ӹ����ף����̼��ά��о�������Ͻ����Ϊ���壬ͨ�����ͽ¿ף�ʵ��̼��ά��о-���Ͻ������ϸ߾��ļӹ�����ͼ13��ʾ��
����
��������Сֱ����ͷ�ڳ������������Ͻ�ͨ��Ŀ���Ǹ��������Ͻ�ʱ����м״̬���Լ��������տ�ʱ�����Ͻ����������Ӷ���߿ļӹ����������ƺ������������ӹ��������ã�������������ͼ14��ʾ��
����
����
4 ������Ͼ����ƿ���ʾ��Ӧ��
����
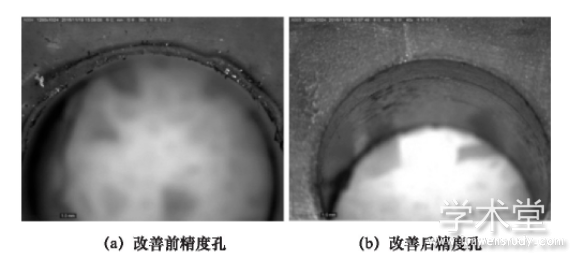
����������Ͼ����ƿӹ�������ͻ�ƣ�����˵�������ƿ�ȱ�ݵ�ƿ�����⡣�ü����ɹ�����A350��Ŀ�ϵ��Գɹ�Ӧ�ã������A350��ĿͶ�����ڣ���Ϊ���㸴�ϲ��ϸ߾��ȿ�����ۼ����8�����ʵ����ϣ�������Ŀ���������ͺ�Ӱ��������˼ƻ������⡣�����¼�����������ȫ���ӹ��ϸ�����Ϊֹ��δ���־���������ϣ���ͼ15��ʾ��
����
��
��5 ����
����
����������Ե�������ƿ��г��ֵĿڿ����ױڱ���ȱ�ݵ��������⣬ͨ���ֳ�����ó������϶���ƿ�ʽΪ�ƿ�ȱ�ݲ�������Ҫԭ����ԭ����������ʵ�ʹ�����������������϶��װ������Ʊ��������Լ���������ƿļ���������ʵ���˵�����ϸ߾��ȿ����ؼӹ���
����
����
�����
����
����[1] ���ˡ��ɻ��ڰ������Ͼ����ƿ����о�[D].�Ͼ����Ͼ����պ����ѧ�� 2015.����
����[2] Takashi Matsumura, Shoichi amnia.Cutting force model in drilling of multi-layered materials[J].Procedia CIFP, 2013:182-187.����
����[3] Kuo C L, Soo S L, Aspinwall D K.The effect of cutting speed and feed rate on hole surface integrity in singleshot drilling of metallic-composite stacks[J].Procedia CIRP, 2014, 13:405-410.
����[4] Redouane Zitoune, VijayanKrishnaraj, Francis Collombet.Study of drilling of composite material and aluminum stack[J].Composite Structures, 2010 ��92�� :1246-1255.
����[5] Denkena B, Boehnke D.Helical milling of CFRP-titanium layer compounds[J].CIRP Annals-Manufacturing Technology, 2008, 1 ��2�� :64-69.����
����[6] Choi J, Min S, Dornfeld D, et al.Modeling of inter-layer gap formation in drilling of a multi-layered material[J].Laboratory for Manufactur ing and Sustainability, 2003:36-41.����
����[7] Newton T R, Morehouse J, Melkote S N, Turner S.An experimental study of interfacial burr formation in driliing of stacked alumium sheets[J].Transactions of NAMRI/SME, 2008, 36:437-444.����
����[8] M C, et al.Interfacial burr formation in drilling of stacked aerospace materials[M]//Burrs-Analysis, Control and Removal.Springer Berlin Heidelberg, 2010:89-98.elkote S N, Newton T R, Hellstern.����
����[9] ��ѡ����̼��ά���ϲ���/�ѺϽ����װ���ƿ����о�[D].����������������ѧ�� 2010.����
����[10] ���Ρ����ղ����Զ��������ƿ����о�[D].�Ͼ����Ͼ����պ����ѧ�� 2013.