机械工程论文

目前高职机械制造及自动化专业实训项目单一,缺乏与企业、行业专家的沟通,往往是根据教材内容选择制定相应的实验/实训内容,缺乏使用价值. 本文通过积极与企业、行业专家沟通,共同制定实训项目,以底座零件作为数控铣床实训的加工对象,要求学生首先进行零件图纸的绘制,然后根据技术要求对零件进行工艺分析及数控程序编制,最后利用 XK7132 数控铣床完成零件的加工及检验.
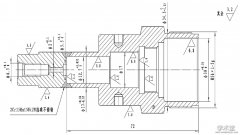
1 零件图设计
2 加工工艺分析
工、量、刃具选择及加工工艺路线如下:
( 1) 选择工具 工件采用平口钳装夹,百分表找正,利用塞尺进行试切对刀.( 2) 选择量具 外形用游标卡尺测量,深度尺寸用深度游标卡尺测量,角度用万能角度尺检测,螺纹表面用螺纹塞规检测,表面粗糙度用表面粗糙度样板比对. 量具的规格、参数如表1 所示.( 3) 选择刀具 工件上表面铣削用端铣刀,孔加工用中心钻、麻花钻、铰刀、镗刀,粗铣内外轮廓用双刃立铣刀,精铣内外轮廓用四刃立铣刀,内螺纹加工用丝锥,孔口倒角用倒角刀,钳工去毛刺.( 4) 加工工艺路线 毛坯为 100 × 80 ×27 mm的方形坯料,材料为 45 钢. 加工工艺路线是先利用普通机床将底面和 4 个轮廓面加工好,然后在数控铣床上加工顶面、孔、沟槽,最后进行钳工修配.
3 实训项目实施
3. 1 加工准备
( 1) 阅读零件图并检查坯料尺寸.( 2) 开机、机床回参考点.( 3) 输入程序,并检查该程序.( 4) 安装夹具,装夹工件. 平口钳安装在工作台上,用百分表校正钳口. 工件装夹在平口钳上并用平行垫铁垫起,百分表校正工件,使工件伸出钳口 12 mm 作业.( 5) 刀具装夹. 本实训项目共使用了 13 把刀,把不同类型的刀具分别安装到对应的刀柄上,注意刀具伸出的长度应能满足零件加工要求,不能干涉,并考虑刀具的刚性,然后按序号依次放置在刀架上,分别检查每把刀具安装的牢固性和正确性.
3. 2 对刀及空运行
采用塞尺进行试切对刀,将机床坐标系原点偏置到工件坐标系原点上. 设置各把刀具半径补偿值,将基础坐标中 Z 方向值提升“+50”,按下空运行按钮,按循环启动,观察加工轨迹,检验程序是否正确,结束后复位.
3. 3 零件自动加工与尺寸控制
先安装粗加工刀具进行粗加工,然后换成精加工刀具进行精加工. 精加工轮廓、深度尺寸均采用试切、试测法进行控制. 通过修调刀具半径值控制轮廓尺寸公差. 深度尺寸公差通过长度补偿值( 或长度磨损量) 来实现,即先保证深度方向留有一定的精加工余量,通过实测深度尺寸修调长度补偿值( 或长度磨损量).
3. 4 底座零件数控铣削质量评分
采用过程考核方式,实训结束后,对底座零件进行尺寸检测及评分.
4 结语
目前,高职机械制造及自动化专业实训项目单一,缺乏与企业、行业专家的沟通,实训课程缺乏实用价值. 学生的实训过程往往只是一种消耗原材料的过程,在消耗材料当中学习一些基本操作技能. 本文结合学校实际,积极与企业、行业专家沟通,共同制定了“底座零件数控铣削实训项目”. 通过对底座零件这一典型产品进行工艺分析,编制合理的加工工艺并付诸实施,致力于将学生的作品变成产品,减少原材料的消耗.
[参考文献]
[1]朱明松. 数控铣床编程与操作[M]. 北京: 机械出版社,2011:21 -22.
[2]陈华,陈炳森. 零件数控铣削加工[M]. 北京: 北京理工大学出版社,2010:13 -37.
[3]李文. 机械制图[M]. 北京: 清华大学出版社,2004:286.
[4]卢万强. 数控加工工艺与编程[C]. 德阳: 四川工程职业技术学院,2010:3.
[5]刘宏,赵明友. 智能预控预警系统设计[J]. 重庆文理学院学报: 自然科学版,2008( 6) : 31 -34.
[6]刘虹. 数控加工编程与操作[M]. 西安: 西安电子科技大学出版社,2009:87 -88.
[7]朱派龙,孙永红. 机械制造工艺装备[M]. 西安: 西安电子科技大学出版社,2006:57.

零件加工需要经历繁琐的工序,在加工时机械加工工艺对其精度有着一定影响,而机械加工是一项系统的工作,涉及多个零部件,具有庞大的系统,如果中间出现偏差,不容易被察觉。为了提高零件加工的精度,相关工作人员应该分析影响精度的因素,找出应对的所示,...

近期,受益于排放法规升级、超载治理从严以及基建投资拉动等多重利好因素,国内载货汽车市场产销两旺。...

数控铣床在零件加工方面要比普通铣床有优势,能够利用数控程序来对零部件实时精密化、自动化的加工。...
1前言机械类零件加工设计在机械制造业、汽车行业等企业占据极重的地位,它由机械制造工艺、夹具设计和工学结合而成,它是以人才培养为目的的一种极具传统意义的设计。机械类零件加工的工装设计一般是由一些生产零件的企业中具备生产技术的工作人员来完成的...
冲压是在模具行业中最普遍的加工方法之一,如果该方法能更精准地发挥其功效,则能为企业带来更好的收益。冲压模具的自身优势非常明显,因此,本文对其进行了相关介绍。1现代冲压模具的应用优势。1.1为企业创造更好的经济效益。虽然我国的机械制造业发展...
骨架是某型电磁开关产品中关键、重要的零件之一,在生产过程中合理安排工艺路线, 确定先进有效的工艺加工方法, 制造可供深孔加工的数控刀具、压力打压装置和接头装置, 为生产出满足设计图纸要求的合格产品奠定基础...
0引言在机械加工质量中,零件表面质量是一项重要的评判因素,机械加工之后零件表面层的微观几何结构以及表层金属材料性质的变化即为机械加工表面质量的表现,机械加工之后的零件由于各方面的影响并不能呈现完全光滑的表面,不可避免的在不同程度上会存在冷...
1引言。常用的衡量机械零件加工质量的指标包括加工精度和表面质量等数个方面,在实际的加工过程中,由于环境温度、工艺系统的几何误差、工件内应力重新分布引起的变形误差等因素的影响,导致加工工具和工件的正确位置可能会产生一定的程度的偏移,使得...
0引言在机械零件加工产业中一直流传着运用好热处理技术,零件一当数个的句子。由此可见,在机械零件加工技术中,热处理技术是尤为重要的。因此在机械零件加工过程当中,其零件的质量是受热处理技术影响的,即热处理技术运用较好,零件产品的品质就好。因此...
在机械装置中,轴类零件的重要性不言而喻,这主要是因为轴类零件不仅仅承担了零件的传动荷载,更是作为传动扭矩的媒介,进而实现机械装置的连续运动。在机械运动中,轴类零件发挥的作用非常关键,如果无法满足精度的标准,很可能出现机械运动障碍或者是损坏...