职称论文

摘要:由于选煤厂末煤含水量大,造成煤仓出现黏结、堵塞问题,制约选煤厂的运行效率,基于此,提出将WHG涡旋活化给煤机应用到末煤输送中,从而起到末煤活化作用,避免出现堵塞煤仓,并详细阐述了涡旋活化给煤机的运行原理、现场应用情况。结果表明,在涡旋活化给煤机现场应用3个月时间内煤仓未再出现粘壁、结拱、堵塞问题,起到了较好的应用效果。同时研究成果也为其他选煤厂处理类似煤仓堵塞问题提供了一定的借鉴经验。
关键词:选煤厂; 末煤; 堵塞; 涡旋活化给煤机; 破拱;
Study on the Application of Vortex Activated Coal Feeder in Coal Preparation Plant
Wang Xin
1 工程概况
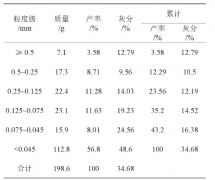
山西某选煤厂设计洗选能力为300万t/a,用浅槽重介分选机对原煤进行分选,筛上为块煤(粒径>13mm),筛下物用重介质旋流器分选得到末煤(粒径13~3mm),最后粉煤(粒径0~3mm)则掺杂销售。在选煤厂实际生产过程中,由于原煤中含有较高水分,原煤在煤仓内容易出现堵塞问题,平均每月出现1~2次,给选煤厂正常生产以及生产安全带来不利影响。为解决上述问题,提出在末煤储煤场采用WHG涡旋活化给煤机(输煤量2 500t/h、直径2 000mm),有效解决了高水分原煤在煤仓内黏结、堵塞问题,取得显着应用效果。
2 涡旋活化给煤机分析
2.1 结构组成
在选煤厂半地道式末煤储煤场采用的WHG涡旋活化给煤机组成如图1所示,结构包括振动电机、机体、破拱活化锥、破拱锥以及导力梁等,导力梁主要用于承受并传递力矩作用;机体与导力梁连接起到物料运送、承重作用;机体上的破拱活化锥(环形布置)起到活化、破拱等作用。运行时机体产生的涡旋式振动配合活化锥连续破拱、活化原煤,从而使得原煤进入可控能量流场内,消除原煤运送时产生的冲击力[1,2]。
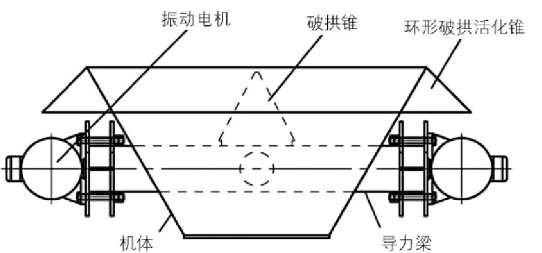
图1 WHG涡旋活化给煤机组成
两个激振源产生激振力作用下机体水平振幅较垂直振幅高2倍以上,在不同方向振幅耦合作用下涡旋活化给煤机内的原煤会产生涡旋振动、带动破拱锥,通过横向、纵向应力波传播,来达到破坏原煤粒子稳定性的目的,从而实现原煤活化目标[2]。
2.2 运行原理
当激荡源运行时破拱锥、破拱活化锥出现周期性扭转及复合振动,从而使得原煤内部出现惯性力及剪切力,实现原煤从排料口快速流出,有效解决高水分原煤在煤仓口出现挂壁、起拱、堵塞问题[3]。同时通过精细设计的涡旋活化机机体运动时产生的纵向、横向波复合后出涡旋振动,消除减震器、机体之间的破坏动能,延长减震器、机体使用时限,并在一定程度上起到节能作用,具体如图2所示。
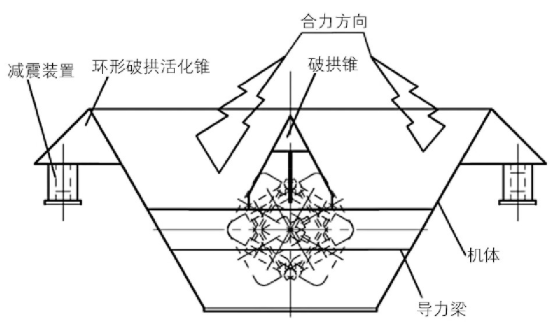
图2 涡旋活化给煤机内物料受力示意图
2.3 涡旋活化给煤机控制系统
设备控制系统以工业触摸屏(HMI)、PLC为核心,可以实现远程/就地两种控制模式,并监测设备的运行状态。具体控制系统运行模式为“DCS+HMI+PLC”,同时与选煤厂采用的皮带、刮板输送机控制系统可以实现无缝衔接,实现闭锁控制[4]。
控制系统通过电磁阀控制阀门运行,PLC对油路、电磁阀进行监控,阀门开启程度根据传感器测量结果进行线性控制,也可采用手动方式调整阀门开启程度。传感器用于确保涡旋活化给煤机封闭严密,不出现撒煤、漏煤现象;液压控制阀可以根据下级皮带数机给定信号控制给料量,液压蓄能装置可确保阀门及时动作。
2.4 技术特征
涡旋活化给料机特点:
(1)该机将给料功能与活化物料功能有机结合成一体,确保物料通畅下落,有效地解决了料仓堵料问题,同时设备占用空间小,特别适宜于改造项目。
(2)给料机安装的两台振动电机具有一定角度,电机产生的激振力使槽体中的物料产生涡旋,使槽体上部物料活化更迅速,下料更快,更不易堵。
(3)物料经给料机直接对中下落到输送带中部,防止了皮带输送料时由于侧向冲击造成跑偏问题。
(4)给料机性能可靠,维修费用低,节省电能,运行成本低。
3 现场应用
现阶段涡旋活化给煤机多是在煤仓内应用,主要起到避免原煤在煤仓内起拱、堵塞、粘仓壁等问题,通过使用涡旋活化给煤机减少煤仓内使用的清壁机、空气炮数量。
3.1 现场安装布置
选煤厂将涡旋活化给煤机安装布置在洗选得到的末煤给料环节中,实现末煤可靠、连续运输,具体采用的涡旋活化给煤机安装布置情况如图3所示,将涡旋活化给煤机机头面向煤仓出料口下方;机体上的破拱活化锥在原煤内,占用地道空间小。具体为:在储煤仓内安装减震装置,之上布置环形破拱活化锥,机体在出料口下方用支架与地道下方预埋件连接,闸门开闸高度在200~300mm,采用落煤管运煤。同时为了降低能耗,当运送的末煤黏度低、含水量小,不容易黏结起拱时可以关闭给煤机振动电机,通过控制闸门开启高度来控制落入至输送机胶带上的末煤量;当煤仓有出现粘壁、结拱倾向时,再开启给煤机振动电机使用涡旋活化给煤机拱煤,从而在确保煤仓不出现粘壁、结拱、堵塞的同时,降低电能消耗量。
3.2 现场操作控制
在选煤厂生产过程中即使涡旋活化给煤机遇到意外故障断电,由于给煤机机体采用弧形设计,末煤依靠自重仍可下滑,给煤机控制阀门采用蓄能器控制开启程度,实现给料控制,通过控制系统实现与下级带式输送机运行联动,从而有效处理故障断煤问题;液压开启阀延时关闭,从而保证返煤系统、来料系统可以运行停机。
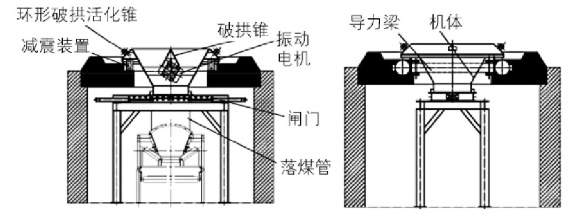
图3 涡旋活化给煤机安装布置图
当返煤系统、来料系统出现故障或者意外停电时,涡旋活化给煤机立即停机,同时快速关闭液压开启阀,避免煤仓堵塞。破拱锥起到导流、破除结拱、承压作用,且布置在易粘壁、结拱位置,可以确保煤流在自身重力作用下向下滑动;调整闸门开启高度调节煤流量,从而确保煤流不间断。涡旋活化给煤机通过横波、纵波复合作用并配备振动环、破拱锥提升破拱能力。
4 结语
(1)涡旋活化给煤机运行过程通过双激振源产生横向、纵向波,配合破拱锥可以起到显着的活化作用,从而避免水分含量高的末煤在煤仓内出现结壁、堵塞等问题,应用效果较传统的给煤机更加明显,可以确保煤仓原煤运输的稳定。
(2)该涡旋活化给煤机在选煤厂已投入运行接近3个月,期间煤仓未再发生堵塞情况,提高了选煤厂生产效益。采用的涡旋活化给煤机设备体积小、能耗低、性能稳定,为其他选煤厂处理煤仓、煤场堵塞问题提供了一定的借鉴思路。
参考文献
[1]温德扬.涡旋活化给煤机在玉溪选煤厂的应用[J].选煤技术,2019(3):70-72.
[2]张建勋,张建全.HZG型活化给煤机在煤仓的应用[J].氮肥与合成气,2015(10):25-26.
[3]卜银坤.煤仓底部活化振动给煤机的应用研究[J].中国电力,2013,46(10):13-17.
[4]陈峰,刘军伶,杨周阳.车集选煤厂主井给煤机煤位自动控制的实现[J].中州煤炭,2010(7):28-29.

以某选煤厂装车塔楼为例,通过现状检查和现场检测结果,对其进行承载性能分析,为同类装车塔楼安全性评价提供依据。...
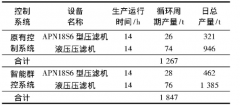
针对屯兰选煤厂压滤工艺工作效率低的现状,对原有压滤工艺进行了优化设计,改进后的压滤工艺智能群控技术在屯兰选煤厂取得了良好的应用效果,全自动化生产提高了压滤工艺的生产效率,同时减少了人员投入,为矿井带来了较好的经济效益。...
本文分析介绍了梁宝寺煤矿利用沉降过滤离心机实施技术改造,将煤泥中热值较高、完全有条件掺入中煤的粗颗粒煤进行深度回收实现了“煤泥提中”减量,技改后选煤厂煤泥水回收系统工艺更加灵活,产品结构进一步优化,取得了良好的经济效益和环保效益。...

介绍了选煤厂机电设备维护和管理中存在的问题,并提出了一些改善机电设备维护和管理的措施,可为选煤厂机电工程技术人员提供一定的参考。...

本文对PLC自动化控制在选煤厂中的应用进行分析,分析PLC自动化控制功能,以及PLC自动化控制方式,推动选煤厂全面生产发展。...