职称论文

摘要:以屯兰选煤厂压滤工艺生产效率低为研究背景,在原有控制系统的基础上进行了优化设计,构建了压滤工艺智能群控模型,并在屯兰选煤厂压滤车间进行了实际应用;实践证明,压滤工艺智能群控技术提高了压滤工艺的自动化水平,也提高了压滤系统的生产效率,减少了人员投入,为矿井带来了可观的经济效益。
关键词:选煤厂; 压滤工艺; 智能群控技术; 自动化; 效率;
The research and application on intelligent group control technology for pressure filter technology at Tunlan Coal Preparation Plant
ZHANG Bai
近年来,智能化、自动化逐渐成为矿井的发展趋势,智能化、自动化的发展必须依赖于先进的数据处理算法和良好的监测控制系统。选煤厂目前还主要依赖于人工操作设备运行,虽然全自动化技术一直在发展过程中,但是大量人工操作机械设备的现状一直未得到改善,大量资金投入换来少量经济效益,使得选煤厂全自动化技术的发展显得尤为重要[1]。通过在选煤厂建立适当数量的数据中转站,可实现对选煤厂设备的实时监控。本文通过对压滤工艺智能群控进行模型构建并在屯兰选煤厂实际应用,实现自动化压滤的同时提高了压滤生产效率[2]。
1 屯兰选煤厂压滤工艺现状
选煤厂压滤车间工作流程如下:
(1)开采煤泥经运输后到达主洗车间,主洗车间清洗煤泥,随后运送至浓缩池,在絮凝剂的作用下煤泥充分浓缩沉淀,随后运送至煤泥桶;
(2)在煤泥桶中加入助滤剂,加快煤泥的压滤,方便煤泥水快速流进压滤机;
(3)在入料泵的作用下,压滤机对煤泥进行压滤作业,得到满足要求的滤饼,已生成的滤饼卸料后,再循环作业;
(4)滤饼通过刮板将输出至固定位置。
煤泥的回收不仅可以减低煤炭对环境的污染,还可以提高煤炭的可回收利用价值。屯兰选煤厂对煤泥的回收主要依赖于压滤车间的压滤机,目前,压滤车间的各个压滤机都是单独工作,不能实现各机器设备间的联合运作,单个设备的上料和卸料工作仍然需要人工操作,在多程序、多环节的压滤过程中,大大降低了工作效率。为此,提高压滤车间的自动化水平显得尤为重要[3]。
2 压滤工艺智能群控模型的构建
屯兰选煤厂原有控制系统因为非线性、不确定性、扰动性以及多目标性等特点,需要大量的人工操作,很难实现高效率自动化生产。为此,对控制系统进行优化设计,主要目的如下。
(1)改善传统的人工给料和排料工作,实现给料和排料的有机结合。在自动给料过程中,保证煤泥水的刻度线示数一致,避免出现上料冲突的现象;在排料程序中,实现刮板启动、停止的紧密配合,保证刮板在承载范围内有序进行煤泥卸载。优化压滤机的算法可以实现给料、排料有机配合,解决节点故障问题[4,5]。
(2)实现9台压滤机集中控制,以保证给料和排料的有机配合。
(3)原有控制系统相互分割运行导致数据分散,在数据处理上往往难以实现统一。优化后的控制系统可以集中把控数据,从而实现设备之间的协同控制。
(4)提高操作界面的智能化程度,减少现场工作人员数量,通过压滤车间的无线局域网实现对数据的集中处理,满足了服务器数据和集控室数据的交换;通过PC端的远程监控和维护设计Web界面;多功能APP实现了对压滤车间设备的全方位监测和控制,最终实现压滤车间的全自动化控制[6]。
对选煤厂压滤工艺智能群控技术的自动化设计主要包括硬件设计和软件设计两方面。压滤工艺智能群控硬件控制系统主要包括智能层、管理层、控制层和采集层。
压滤工艺智能群控软件结构框架主要包括智能层、管理层和控制层,软件系统与硬件系统的选取相适应。智能层的主要作用是实现对实时数据和历史数据的远程处理;管理层是数据库和人机组态界面的中心,进行数据处理的同时通过显示界面显示设备的运行参数;控制层在可编程控制器的控制作用下,实现与采集层的连接,起到控制设备运行状态的执行作用[7]。
压滤车间工艺流程的软件构建是实现智能群控制技术的关键,通过对入料、卸料以及压滤工艺的监控实现智能化监测和控制,整个压滤工艺的开始、结束作业通过控制界面判断实现:(1)控制界面上实时显示各个压滤机的运行状态以及控制模式;(2)显示入料过程中阀门控制信息和设备传感器参数;(3)显示卸料过程中刮板输送机的运行状态以及控制按钮;(4)显示整个系统的电气参数。通过构建软件流程,实现了实时、智能的压滤工艺操作。
3 压滤工艺智能群控的实现及运行效果
在上述压滤工艺智能群控模型构建的基础上,通过对智能群控硬件以及软件的选择实现屯兰选煤厂压滤车间智能群控技术的应用。在原有控制系统的基础上,通过优化操作流程和控制算法实现智能化群控。
硬件是系统重要的载体,控制系统命令的输出。屯兰选煤厂硬件系统主要由收集电气参数的电动机控制器、监测煤泥流量的电磁流量计、监测压滤设备压力的压力变送器、可编程控制系统、数据中转的服务器、通讯站、移动监测设备以及监测数据显示的触摸屏等构成;软件系统主要由Connected Component Workbench软件编程界面和MCGS人机组态编程界面组成[8,9]。
在硬件以及软件系统的合理选择后,对智能化群控系统进行通讯系统搭建以及可视化及界面的搭建。
图1为压滤工艺智能群控可视化人机界面。其中(a)为电动机执行监控画面;(b)为电动机执行设备参数图,在工作界面中,有启动暂停按钮以及界面转化按钮,操作方便;(c)为压滤机及电动执行器列表,可以实时查看压滤机的运行状况;(d)为综保监控以及数据监控界面,可以实时监控设备的运行状况并监测显示运行数据。
系统检查无误后,压滤车间开始运行,同时统计设备产能。优化前后产能数据对比见表1。
表1 优化前后产能数据对比
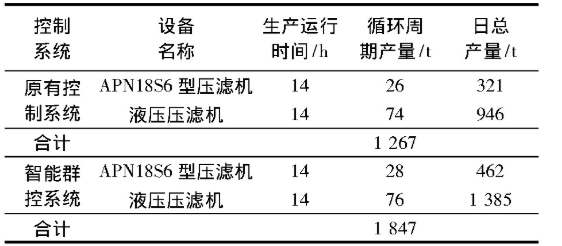
从表1中对比看出,优化后的智能群控系统明显提高了压滤工艺生产效率。在智能群控技术下,压滤车间的节能效率提高,9台压滤机实现全自动化给料、排料周期循环作业,产量得到明显的提高;全自动化实现的同时,减少了压滤车间工作人员的投入,原有控制系统下,压滤车间至少需要6个人进行操作才可以完成,优化后的智能群控系统下,只需要1个人便可完成整个压滤工艺,减员的同时提高了操作系统的精准度[10]。
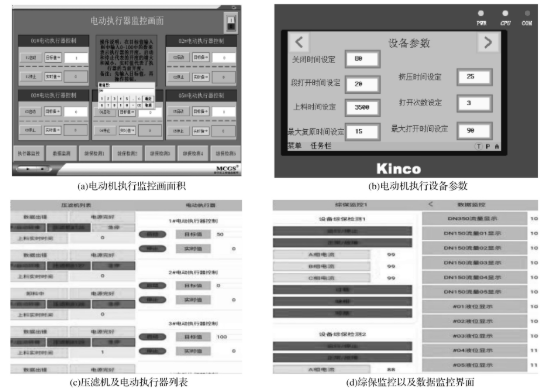
图1 压滤工艺智能群控可视化人机界面
4 结语
针对屯兰选煤厂压滤工艺工作效率低的现状,对原有压滤工艺进行了优化设计,改进后的压滤工艺智能群控技术在屯兰选煤厂取得了良好的应用效果,全自动化生产提高了压滤工艺的生产效率,同时减少了人员投入,为矿井带来了较好的经济效益。
参考文献
[1] 高攀.浅谈上湾智能化选煤厂的改造应用[J].黑龙江科技信息,2016(17):32.
[2] 王光辉,匡亚莉,王传真,等.基于Fuzzy-Smith补偿控制的煤泥水自动加药系统仿真研究[J].工矿自动化,2012,38(9):39-42.
[3] 原利兵,樊俊宁.寺河矿选煤厂无烟末煤洗选工艺节能减排研究[J].煤炭加工与综合利用,2018(S1):49-51.
[4] 李先送,王然风,孟巧荣.压滤机群控与手机移动终端远程控制设计与实现[J].煤炭工程,2018,50(7):30-33.
[5] 陈文刊,李延锋.煤泥压滤系统自动控制研究[J].煤炭技术,2014,33(05):238-240.
[6] 赵海洋.APN18S6型压滤机在云岗矿选煤厂的应用[J].选煤技术,2003(1):27-29.
[7] 王书慧.选煤厂煤泥压滤自动控制系统的研究[J].机械管理开发,2019,34(1):185-186,256.
[8] 胡永春,亢艳梅,赵虎,等.选煤厂煤泥掺配自动化系统的研究及应用[J].露天采矿技术,2018,33(2):33-36.
[9] 纪洪准.煤泥压滤机自动控制系统智能化和信息化的建设与应用[J].煤炭加工与综合利用,2017,(3):20-21,24.
[10] 王喆.选煤厂煤泥压滤系统智能化改造[J].山西焦煤科技,2019(10):16-17.

以某选煤厂装车塔楼为例,通过现状检查和现场检测结果,对其进行承载性能分析,为同类装车塔楼安全性评价提供依据。...
本文分析介绍了梁宝寺煤矿利用沉降过滤离心机实施技术改造,将煤泥中热值较高、完全有条件掺入中煤的粗颗粒煤进行深度回收实现了“煤泥提中”减量,技改后选煤厂煤泥水回收系统工艺更加灵活,产品结构进一步优化,取得了良好的经济效益和环保效益。...
在涡旋活化给煤机现场应用3个月时间内煤仓未再出现粘壁、结拱、堵塞问题,起到了较好的应用效果。...

介绍了选煤厂机电设备维护和管理中存在的问题,并提出了一些改善机电设备维护和管理的措施,可为选煤厂机电工程技术人员提供一定的参考。...

本文对PLC自动化控制在选煤厂中的应用进行分析,分析PLC自动化控制功能,以及PLC自动化控制方式,推动选煤厂全面生产发展。...