职称论文

铆工就是把板材、型材、线材、管材等通过焊接、铆接、螺栓连接等加工方法制作成钢结构的一种制作工艺。本篇文章就向大家介绍一下铆工技师论文范文,大家如果有需要参考的,可以进行阅读。
铆工技师论文精选范文第一篇:BTM铆接模具开裂技术研究与应用
作者:牛雷闪 陈东海 乔云鹏
作者单位:格力电器股份有限公司
摘要:行业内洗衣机箱体钣金连接技术主要有电阻点焊、螺钉紧固和无损伤冲压铆接技术三种。传统的点焊、铆钉铆接和螺纹连接技术存在使用成本高、对材料适应性差、过程质量难控制、铆钉铆接和螺纹连接存在腐蚀问题等许多不足。无损伤冲压铆接技术是一种实现板料连接的新方式,可替代点焊、铆接等传统工艺,用于普通低碳钢板、铝板以及新材料、不同种材质的板料间的连接(例如彩涂板),设备使用过程中最大的成本消耗是模具配件的异常损坏消耗,规范的使用有助于提升配件使用寿命,节省生产成本及减少质量隐患。
关键词:钣金件; 无损铆接; 模具寿命;
1 异常现象及工作原理
以下以BTM的设备进行无损铆接出现的典型异常为例分析常见的问题及改善思路;框架铆接生产过程中经常出现凸、凹模铆接2~3万次就异常开裂,使用寿命远远达不到20万次以上的技术要求,并且经常出现铆点强度达不到轴向拉力1362-1842N,导致整机强度存在松脱质量隐患。
箱体铆接设备的工作原理为:铆接过程中被连接的钣金材料首先随着上模下行,板件接触下模后,气液增力缸推动凸模快速顶出,材料在下凹模内开始进行变形,凹模的模瓣外张,金属材料充分在凹模内进行"流动"形成圆形铆点锁合结构。

2 异常分析
2.1 贴合过程分析
贴合过程为上模套与钣金材贴合靠紧,在反复试压观察中发现凹模与板材为斜向冲压,板材料片与凹模斜向接触。示意图如图1所示。
图1

通过检查来料上机对比观察来料都有此1-2度倾角,为钣金折弯无法保证都折弯90度导致,与铆接贴合时的示意图模拟符合,针对拆卸下来的凹模,如图2所示,用放大镜观察凹模的外壁边缘开裂,裂纹由外向内,判断为凹模此点外壁受外面挤压开裂,针对此进行模拟,发现当进行铆接时模与来料接触时有倾斜角,就会造成来料对凹模一侧的外壁进行挤压,导致凹模外壁此点长期受力不均。进而导致凹模外圈开裂。
图2

2.2 冲压过程分析
冲压过程中凸模在气液增力缸推动下,快速顶出,材料在下凹模内开始进行变形。冲压过程中的凸凹模状态模拟如下图3、图4.
图3

图4

通过对比铆接凸模、凹模的开裂情况进行分析。
图5

图6

从凸模的裂纹面宏观观察,放入放大镜下观察凸模的顶端边缘点裂纹由外边缘向内扩散,分析凸模受力不均导致此点(图5、图6所示)冲击导致开裂,反查铆接冲压过程,用检测工具检测,发现凸模冲压过程中与凹模不垂直。根据模拟凸模与凹模不垂直的时,就会出现凸模顶端面受力不均,进而导致凸模边缘点开裂。
从凹模的内花瓣裂纹面观察,凹模的内圈花瓣开裂,此种情况原因主要是花瓣使用次数已达上限疲劳断裂,其次花瓣为不正常外力破坏。经过反查使用次数和用检测工具检查,使用次数在上限下达标,检查凸模与凹模的同轴度不达标,凸模偏向一边-0.3MM,导致凸模每次下压都挤压花瓣,锁定是凸模与凹模同轴度不达标导致。
3 结论及改善措施
BTM铆接设备凸模、凹模具开裂与凸模、凹模的安装有很大关系,凸模与凹模的必须垂直安装,凸模与凹模必须有很好的同轴度,板料要平行凹模。制作凸凹模快速对中工装快速检测。如下图7、图8.
图7

图8

精密设备的正常运转与规范操作和调试有很大关系,通过简单的备件更换往往会掩盖使用中存在的问题,造成生产成本的极大浪费,通过多角度深入分析,有助于现场问题的识别及改善。
参考文献
[1] TM官网。www.btmcorp.com.
[2] 陶春虎。失效分析与预防。南昌航空大学北京航空材料研究院。2019.
文献来源:牛雷闪,陈东海,乔云鹏。BTM铆接模具开裂技术研究与应用[J].中国设备工程,2021(01):264-265.
铆工技师论文精选范文第二篇:浅析汽车离合器摩擦片铆接
作者:李宁 赵玉萍 王欢
作者单位:源法士特伊顿(西安)动力传动系统有限责任公司
摘要:离合器从动盘摩擦片铆接质量直接影响离合器的性能,良好的摩擦片铆接使车辆离合器能够分离清晰、结合柔和;同时能够保证车辆动力的稳定传输。摩擦片铆接是离合器制造过程关键工序之一,通常用空心铆钉铆接。铆接模设计,包括铆钉成型冲头设计,铆接模具预压力和铆接压力设定以及铆接设备的稳定性都能直接影响铆接结果,需要离合器制造从业者特别注意。
关键词:离合器; 摩擦片铆接; 冲头设计;作者简介: 李宁(1986.09-),男,甘肃陇南,本科,助理工程师,就职于法士特伊顿(西安)动力传动系统有限责任公司,研究方向:离合器设计制造。;
Abstract:The riveting quality of clutch driven disc directly affects the performance of clutch,Good facing riveting ensure the vehicle separating clearly and combining softly, it also can ensure the stable transmission of engine power. Facing riveting is one of the key processes in the clutch manufacturing process, and usually with hollow rivets. The design of the riveting die, including the design of the rivet forming punch, the pre-pressure and riveting pressure settings of the riveting die and machine, and the stability of the riveting equipment can directly affect the riveting result, requiring special attention from clutch manufacturers.
Keyword:Clutch; Friction plate riveting; Punch design;

引言
汽车离合器适用于匹配MT、AMT等变速箱的汽车上,是一个独立的汽车部件。其通常由离合器盖总成、离合器从动盘总成和离合器分离轴承总成三个部件组成[1].其中离合器盖总成是离合器主动部分,其与汽车发动机飞轮通过螺栓连接;离合器从动盘总成是离合器从动部分,其安装在汽车变速箱一轴上。离合器的主要功能是在发动机和变速箱之间切断和传递扭矩,并且要求分析清晰、结合柔和。汽车离合器根据分离方式一般分为推式(PUSH)和拉式(PULL)两种,其主要区别是离合器的膜片弹簧和压盘支点位置关系不一样,推式离合器在分离时需要向发动机飞轮侧推膜片弹簧,而拉式离合器在分离时则是向变速箱侧拉膜片弹簧分离指,选择推式还是拉式离合器主要根据整车的匹配决定。无论是推式、拉式或其他形式的离合器,其主要区别是在于离合器盖总成结构的不同,离合器从动结构总是相似。并且不同扭矩的离合器从动盘结构也很相似,其扭矩大小主要通过减振弹簧、摩擦片强度等设计来实现。其通常由摩擦组件、减振组件与花键毂铆接而成。
1 离合器从动盘摩擦片铆接
1.1 摩擦片的铆接对离合器整体性能的影响
离合器是通过摩擦片的摩擦力矩来把发动机输出的动力传递给传动系统的,所以摩擦片的铆接质量直接影响力矩的传递能力[2].良好的摩擦片铆接质量不仅能够保证车辆动力的稳定输出,也是离合器柔和结合,清晰分离的保证[3].
离合器从动盘摩擦组件由两片摩擦片分别于两组钢片铆接而成。其中一个钢片(大钢片)是摩擦组件的骨架,其给摩擦组件提供骨架支撑的同时连接摩擦组件和减振组件;另一组钢片(波形垫)的主要作用是离合器结合缓冲垫,够使使离合器结合过程柔和。两片摩擦片分别与发动机飞轮和离合器盖总成压盘贴合,通过摩擦力来传递发动机输出的扭矩到汽车传动系[4].离合器摩擦组件爆炸图见图1.
图1 离合器摩擦组件爆炸图

1.2 摩擦片铆接不良的典型表现
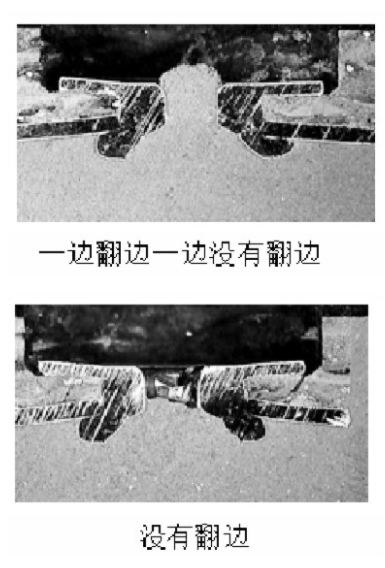
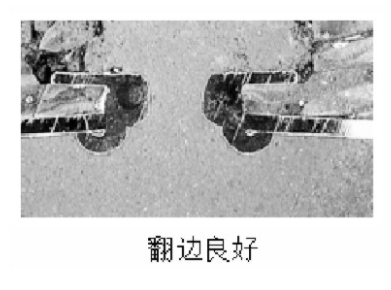
离合器摩擦片铆接通常使用冷镦的空心铆钉,通过铆钉翻边来紧固摩擦片和钢片。但是由于铆接工装的设计、铆钉质量的一致性等问题,经常出现各式各样的铆接质量问题。铆钉铆接过程不翻边、翻边不彻底、翻边有间隙等问题,这些问题都会严重影响离合器的产品质量,甚至存在安全隐患[5,6].摩擦片铆接翻边质量问题示例图见图2:
图2 摩擦片铆接翻边质量问题示例图
1.3 摩擦片铆接不良原因
摩擦片铆接不良一般有设备原因、翻铆冲头设计原因和铆钉自身原因导致。由于不同厂家使用设备不同,再次不探讨设备自身原因导致的翻铆不良问题。
1.3.1 翻铆冲头设计
翻铆冲头的设计直接影响铆钉翻铆后的形状和翻铆质量,合理的翻铆冲头设计是铆接质量稳定的保证。通用的铆接机冲头是由冲针、砧碗、底座和预紧弹簧四个零件组成。一种摩擦片铆接冲头结构图见图3.
冲针和砧碗的结构设计会直接影响铆钉的翻铆成型结果。第一,冲针是铆钉开始翻边的开始,它的设计根据铆钉尺寸进行仿真模拟,设计出合理的头部形状,头部形状不合理可能导致铆钉翻铆成型后与被铆接材料间有间隙。第二,砧碗形状决定了铆钉翻铆成型的最终形状,它的设计须考虑铆钉材料和离合器设计要求的铆钉成型尺寸,不合理的砧碗设计会导致铆钉翻边不良。第三,合理地冲针与砧碗设计是铆钉翻边良好、铆接可靠的先决条件;高度差太大会使冲针头部受力过大而砧碗受力不足,会造成不良品;高度差太小会导致铆钉和被铆接零件间有间隙,这样会导致摩擦片在传递扭矩过程中剪切力不足和强度不足,存在很大质量问题和安全隐患。在摩擦片铆接验证国成,除了检查铆钉成型尺寸,建议对铆钉的扭矩进行检查,保证铆接质量。第四,合适刚度的预紧弹簧,预紧弹簧力太小会使冲针和铆钉结果过程铆钉向上移动,会产生铆接不良;预紧弹簧力大会冲针在铆接过程中砸穿摩擦片或者是摩擦片产生裂纹。
图3 一种摩擦片铆接冲头结构

1.3.2 稳定的铆钉质量
稳定的铆钉质量是摩擦片铆接质量稳定的基础。铆钉的材料和硬度会直接影响铆钉的翻边结果。铆钉管壁厚度是否一致,铆钉中心孔圆度,铆钉中心孔圆和铆钉盖外圆的同心度等也都会对铆钉的翻边结果产生直接影响。另外,作者做过铆钉表面涂油,磷化处理,镀锌以及其他一些表面处理方式对铆钉成型的影响实验。结果证明,适当的铆钉表面处理会对铆接质量有很大地提升。
2 结语
摩擦组件是离合器的核心部件,其质量的可靠性是评判离合器性能的最关键指标之一。不管是有机材料摩擦片,陶瓷材料摩擦片还是其他材料的摩擦片,良好的摩擦片铆接质量既是离合器产品结合柔和、分离清晰的保证,也是车辆动力稳定输出的基础。
参考文献
[1]徐石安,江发潮。汽车离合器[M]北京:清华大学出版社,2005.
[2]杨耀峰,张晓燕,魏引焕。摩擦离合器的理论分析与设计[J].陕西科技大学学报,2004(02):64-67.
[3]罗晓晔,李雅娴,陈锡伟,等。离合器摩擦片摩擦性能影响因素研究[J].制造技术与机床,2011(03):148-153.
[4]黄建明,曹长修,苏玉刚。汽车起步过程的离合器控制[J].重庆大学学报(自然科学版),2005(03):91-94.
[5]葛安林,吴锦秋,郭万富。离合器最佳接合规律的研讨[J].汽车工程,1988(02):54-65.
[6]雷雨龙,葛安林,李永军。离合器起步过程的控制策略[J].汽车工程,2000(04):266-269+281.
文献来源:李宁,赵玉萍,王欢。浅析汽车离合器摩擦片铆接[J].汽车实用技术,2021,46(05):174-176.