化工论文


改革开放以来,我国制药工业发展迅速,已成为原料药生产和出口的大国,据统计,2006 年中国共有医药工业企业3600多家,生产化学原料药近1500 余种,总产量43 万吨,位居世界第二。但主要从事的是低端原料药的生产及出口,且大部分企业生产工艺 和技术装备较落后,原料回收率低,水循环利用率不高,从而造成对水体严重的污染。制药废水已逐渐成为我国重要的污染源之一。据不完全统计,我国医药工业废水年排放2×108~3×108 t,化学需氧量约1.5×105 t.制药废水含量大量的难降解有机污染物,其中许多物质具有一定的毒性和“三致”作用,若不充分处理而进入环境将破坏生态系统的平衡,进而影响人类的生存,也可以通过食物链进入生物体富集,最后进入人体,危害人类的健康。
膜生物反应器(Membrane Bioreactor,简称MBR),是集高效膜分离技术和生物反应器的生物降解作用于一体的生物化学反应系统。它用膜组件替代传统活性污泥法中的沉淀池,实现泥水分离,从而对废水进行处理,具有固液分离率高、出水水质好、处理效率高、占地空间小和运行管理简单等特点.
本文主要对浙江某制药股份有限公司的医药污水为研究对象,采用膜生物反应器处理医药废水,开展膜生物反应器医药废水中有关工艺运行参数、膜污染控制的研究。通过长时间对膜压、膜通量、污泥负荷等进行分析,结果表明,PVDF加衬膜片在医药废水中运行稳定,抗污染性比较强。
1 试验部分
1.1 原水水质
本次试验和工程同步,试验设备放在好氧池内。原水主要是中低浓度的废水,主要包括循环排污水、设备清洗水、车间清洗水、溶剂回收洗涤水等。生产性的高浓废水经过物化处理后,与生活污水、循环排污水混合,进入生物处理系统。进水主要水质参数如表1所示。废水BOD5/CODTN、TP含量较高,NH4+-N浓度较低。整体上看,此类化学合成废水较难生物降解,大量的有机氮、有机磷与较高的含盐量均不利于微生物生长。【表1】

1.2 中试装置、工艺流程及测试方法
(1)膜装置:试验采用本公司加工制造的MBR膜生物反应器集成设备,处理规模为3m3/h左右。膜片采用聚偏氟乙烯(PVDF)中空纤维微孔过滤膜(MF),纤维孔径0.2-0.4?m,运行方式为负压式。装置如图:
(2)设备装置:设备为集成装置,控制采用采用PLC全自动控制系统,自动化程度比较高,操作方便。同时,设备配有自动在线清洗、维护系统,能够对膜组件进行在线清洗。设备配置如下:【表2】

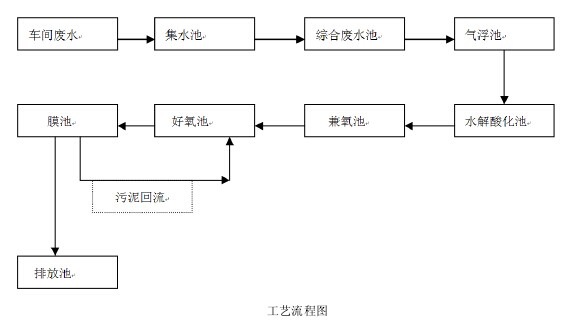
(3)工艺流程:本厂现有处理系统一套,具体工艺流程如图所示:【图】
(4)测试方法:化学需氧量、污泥浓度、污泥沉降比等均采用国标标准方法测定,膜透水量、过滤压力、通过流量计压力表测定。
2 试验效果及分析
2.1 膜片运行数据的分析
本次MBR改造项目中试试验始于2012年4月,终于2012年 10 月,对试验过程中试验数据的收集与整理做出以下分析。【图1】

4 月份是设备改造运行初期,最初出水流量设定为 4m3/h,运行的短时间内抽吸压力出现明显上升现象,经过调整初步将出水流量控制在 3m3/h,此时,MBR 系统膜压力差为-0.025 MPa.由图 1 可知,连续运行的第一个月时间,流量、压力差均恒定,设备运行稳定,在正常的在线清洗与日常维护的情况下,基本没有出现波动。说明中试设备运行良好。【图2】

由图 2 可知,5 月份的 MBR 系统整体运行情况与 4 月份基本相同,保持良好状态,在日常清洗与维护下,没有出现不良状况,MBR 系统运行稳定,膜运行良好,未出现膜污染迹象。【图3】

图 3 表明,6 月份运行数据出现了小范围内的波动,恒流量条件下,第 7 天膜压力差由-0.025 MPa 上升至-0.027MPa.分析可能原因在于随着 MBR 系统的运行,从第 3 个月开始出现了膜微污染迹象,主要表现在膜压力差的变化上。
经过维护性清洗后,中试运行恢复稳定,没有出现压力差持续上升的现象,说明膜运行稳定,膜污染情况不严重,通过清洗能够进行恢复。由于现场出水方式等原因,膜池偶尔出现液位差变化较大的情况,为了避免由于液位差的变化对膜运行压力差造成的较大冲击,第 28 天开始,调节出水流量控制在 2.5m3/h,同时随着流量的降低,膜压力差恢复至-0.025 MPa,从运行情况来看,系统运行稳定,可以继续保持连续运行。【图4】

由图 4 可知,7 月份 MBR 系统整体运行情况与 6 月份清洗后一样,保持良好状态,在日常清洗与维护下,没有出现不良状况,MBR 系统运行稳定,膜运行良好,未出现膜污染迹象。
如图 5 所示,8 月份前 12 天系统运行情况与 7 月份一样,膜系统运行情况良好,没有出现污堵情况,第 13、14两天由于将抽吸流量调到 1.5m3/h,抽吸压力也随着流量的降低而升高,主要是因为系统停机造成膜污堵严重,系统开机经反冲洗和在线加药清洗后,系统恢复正常,调节出水流量控制在 3 m3/h,同时随着流量的升高,膜压力差恢复至-0.03 MPa,从后续运行情况来看,对中试试验项目造成一定影响。【图5】

由图 6 可知,9 月份初期开始系统运行不稳定,抽吸压力随着流量的降低而逐步的升高。【图6】

随着运行时间的延长,9 月份中后期,膜的污染情况更为严重,跨膜压差上升比较快,流量也迅速的下降。从跨膜压差上升和流量下降表明,膜污染已经很严重。9 月 25 日,对膜生物反应器进行离线清洗。清洗后,膜压恢复到-0.025Mpa,流量为 3 m3/h.【图7】

由图 7 可知,离线清洗后,10 月份 MBR 膜生物反应器保持良好状态,在日常清洗与维护下,没有出现不良状况,MBR 系统运行稳定,膜性能良好。
从 MBR 系统整体运行情况来看,出水流量出现两次变化,均为人为调整,目的在于控制膜污染,运行稳定情况下,确保恒流量运行;压力差共出现 5 次变化,其中两次是由于人为调整出水流量造成的,6 月、8 月、9 月出现的压力差升高现象是由于膜系统长期运行的膜污染造成的,通过维护性清洗和离线清洗可以基本恢复正常运行状态,保证系统稳定运行。中试过程中采用在线维护性清洗的方式,有效的减轻膜污染的状况,延长了膜污染的周期,保证系统的稳定运行。
2.2 COD的去除效果及分析
图8为试验过程中5月至7月的进出水COD的变化情况。图9为原生化系统和中试系统去除率的对比。【图8.9】

由图8.图9可知,在进水波动性较大的情况下,中试膜系统出水COD基本上在400-500mg/l之间波动,去除率在90%左右,系统运行稳定。和现有系统进行比较,中试膜出水COD要比现有系统二沉池出水COD平均低100多个COD,而且二沉池出水COD越高,膜系统优势月明显。膜系统出水浊度基本上为0.从整体去除效果来看,中试去除率要比现有系统去除率高。其优势主要表现膜分离对生物的强化作用。微滤膜通过对大分子的有机物直接进行物理的截留,以及通过膜表面形成的沉积层过滤、吸附作用对溶解性有机物的去除进一步提高了对COD的去除率。
3 结论
(1)采用中试与现有系统同步运行的方式,系统经过9个月的运行,试验结果表明:增强PVDF膜片在医药废水中运行稳定,抗污染性比较强。
(2)中试过程中采用在线维护性清洗的方式,有效的减轻膜污染的状况,延长了膜污染的周期,保证系统的稳定运行。
(3)MBR出水COD基本上在400-500mg/l之间波动,和现有系统比较,出水COD平均低100-200mg/l.MBR膜生物反应器抗复合比较强,系统运行比较稳定。
(4)MBR膜对生物的强化作用。微滤膜通过对大分子的有机物直接进行物理的截留,以及通过膜表面形成的沉积层过滤、吸附作用对溶解性有机物的去除进一步提高了对COD的去除率。
参考文献
[1] 崔玉川, 等。 三废处理工程技术手册-废水卷[M]. 北京: 化学工业出版社。
[2] 武 强, 何大伟, 等。 浅谈制药废水处理技术[J]. 黑龙江科技信息, 2009, 23(12): 44-49.
[3] 相 震, 陈淑娟, 王连军, 等。 膜生物反应器联合工艺处理合成制药废水的中试[J]. 环境科学与技术, 2005,28(04): 99-100.
[4] 鲁 南, 普红平。 膜生物反应器处理抗生素废水[J].化工环保, 2004, 24(S1): 234-236.
[5] 同 帜, 程 刚, 仝攀瑞, 等。 废水处理中膜生物反应器的应用[J]. 西北纺织工学院学报, 2000, 14(3):309-313.

煤化工中焦化污水中含有的有机物以及重金属物质都会对环境造成极其严重的破坏,要将其最大限度去除,污水中有毒物质的控制技术包括渗滤技术以及蒸发技术,若要确保这两个技术能够发挥应有作用,则在这类技术的具体应用过程需要在厌氧菌群处理之后,把剩余的各...

摘要本文以驻马店市某皮革废水治污中心运行工况为例。在历时7个月的跟踪调研中可以看出,由于含铬废水中悬浮物浓度值较高,若仅采用加碱沉淀工艺难以使废水中总铬浓度满足国标中不大于1.5mg/L的排放标准限值,而综合废水经过格栅、预沉、加药絮凝等一...

随着轨道车辆向高速化、轻量化发展以及人们对乘坐舒适性要求的日益提高,橡胶类高分子材料在轨道车辆中的应用越来越广泛。...
1引言镁合金作为一种轻型结构金属材料,以其突出的物理和机械性能,已经被广泛应用于自动化工业,航空航天,电子电器等领域。之外,由于镁合金的密度为1.74~2g/cm3,弹性模量为41~45GPa,与自然骨头的密度(1.8~2.1g/cm3)和弹性模量(3~20GPa)接近,不易发...
第五章高级氧化法处理皮革废水二级生化出水的研究制革废水是一类可生化性较好的工业废水,因此,目前国内大部分制革废水的处理工艺仍是主要采用生化处理方式,但经生化处理后的制革废水中仍存在有部分难以被生物降解的污染物。因此,本章针对皮革生化出水...
铬渣是焙烧生产铬盐的过程中产生的一种固体有毒废弃物,主要成份为铬、铁、铝、钙、镁、硅的氧化物或碱性复合盐,铬化合物对人体的危害与其价态及水溶性有关。金属铬及三价铬对人体无害;六价铬毒性最强主要以四水铬酸钠、铬酸钙、铬铝酸钙和碱式铬酸铁等形...

企业要改进精细化工废水处理技术以及控制对策,加强对环境保护的力度,保证精细化工废水的排放达到无害化的标准对环境保护的发展具有极大的影响和深刻的意义。...
1基本思路及关键问题1.1基本思路由于磺化反应是一种高温强放热反应,温度难以控制,在传统的间歇釜式反应器生产过程中存在着生产效率低、副产物多以及危险系数高等诸多问题。针对这些问题我们就如何实现磺化反应的连续进行、如何尽可能地增大反应器的换...
引言利用传统燃煤锅炉,进行燃生物质锅炉改造,与传统燃煤锅炉相比,具有更高的节能环保效益,符合国家政策要求;与燃油燃气锅炉相比,在投资成本和运行成本上具有突出的优势,更贴近中小微企业的需求。从整体上进行分析,目前以层燃锅炉燃煤改烧生物质颗粒...
纤维素乙醇被称为第二代生物燃料技术,它以木质纤维素类生物质为原料,而农作物秸秆是该类生物质的重要来源之一。我国年产秸秆6.98亿t,其中玉米秸秆1.71亿t,约占秸秆总量的1/4[1],目前秸秆的利用率偏低。预处理、酶解、发酵是纤维素乙醇炼制过程中...