环境工程硕士论文

第三章 废油加工废水处理的现场中试研究
经过实验室小试实验研究,对于废油回收加工废水的水质情况、预处理要求、厌氧及好氧的生化处理情况有了一定的研究成果。由于该厂已处于开发区中心,政府已安排好迁址,但在新厂建设期间,公司仍保持原厂址内的稳定生产,但厂内的废水处理系统不能满足处理要求,因此根据实验结果,公司领导商议后决定,利用系统原有废水处理系统,新增 UASB 系统、并对原设施的运行进行调整,达到每天处理 100吨废水的中试处理系统,以进一步验证处理工艺和负荷等,为新厂新建废水处理系统做参考,同时更好的为原厂址内的生产活动服务。
3.1 污水处理系统介绍
该公司原有一套污水处理系统,废水先进行处理(包括隔油、调节、水解酸化等预处理设施),再经 SBR 处理,出水经过气浮后,直接排放,但由于原水浓度较高,水量大,对于 SBR 的冲击负荷过大,原系统基本无法正常使用,且原厂址的出水指标要求执行《国家污水综合排放标准》(GB8978-1996)中的一级排放标准,因此出水基本无法达标,严重制约了生产的正常进行。
经过公司领导决定在原有系统的基础上,通过增加部分构筑物,能实现处理量100m3/d,进水 CODcr 浓度在 6000mg/L 左右,最终出水 CODcr 小于 100mg/L 的目标。
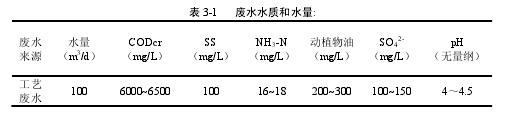
3.2 中试废水
中试试验废水为厂方提供的工艺废水,主要来源生产废水,车间及仓库地面冲洗水,洗桶废水等。【1】
3.3 中试系统
3.3.1 中试流程
该废水中试处理工艺流程见图 3-1:原废水经隔油后,进入调节池,再用泵抽至气浮池,气浮池出水投加石灰,混合后进入沉淀池,清液进入水解酸化池,污泥进入污泥池。水解酸化池采用水泵将后面的泥水混合物打至第一沟内回流,部分泥水混合物打至后面的沉淀池,进行泥水分离,污泥回流至水解池,清液溢流至中间水池,在中间水池内投加营养物质,并采用蒸汽加热控制水温至 35 度左右。中间水池的废水用泵调至一级厌氧,出水自流到二级厌氧,厌氧出水进入好氧曝气池内,曝气池的泥水混合液用泵提升至二沉池,进行泥水分离后,出水流至气浮池进行深度处理,污泥自回流至曝气池进水口处,以保证曝气池内的污泥浓度。气浮池出水流至氧化槽,投加化学药剂,确保出水达标排放。
3.3.2 中试设备
本中试研究设计构建物参数如表 3-2:
3.4 中试过程
3.4.1 厌氧系统的运行
厌氧系统的运行主要对一级新建的 UASB 进行,有效容积 200m3,二级只做为厌氧沉淀池考虑。厌氧系统运行可以分为三个阶段:启动阶段,负荷提升阶段和稳定运行阶段。
(1)启动期厌氧系统的启动主要目的有两个:一是升高 UASB 反应器内温度,至 35℃左右,以确保中温运行;二是使加入反应器的厌氧污泥恢复活性,以低负荷开始启动,反应器的负荷控制在 1.0kgCOD/(m3·d)左右。
在此期间内,UASB 系统进水通过回流水调节,控制浓度控制在 4000~6000mg/L,进水量约在 30~50m3/d,进水方式为间歇进水,容积负荷控制在 1.0 kgCODcr/(m3·d)左右,中间水池的水温控制在(35±2)℃。启动期约有 20 天,期间一段时间的进出水 CODcr 及去除率变化情况如图 3-5:从图 3-5 可知,控制进水 CODcr 浓度在 4000~6000mg/L 之间,容积负荷在1.0kgCODcr/(m3·d)左右,CODcr 去除效率能达到 85%以上,说明 UASB 已完成启动,污泥已进入良好状态。
(2) 提升负荷期根据以往经验,UASB 运行的一个阶段应该是进水 COD 低于 5000mg/L,故提升负荷时,考虑的是先增加处理水量以达到增加负荷的目的,前期是增加进水时间,后期是通过同时增加原水进水量及回流量调节总水量,使 UASB 运行负荷达到 4~5kgCODcr/(m3·d)。
负荷提升用了近2月时间,期间进出水CODcr浓度与去除率的变化情况如图3-6:由图 3-6 可知,进水容积负荷从 1.0 逐步升高至 4. 5kgCODcr/(m3·d)时,进水 COD众 4000~6000mg/L 提升到 8000mg/L 左右,进水量从 30~50m3/d 逐步增加到90~110m3/d,去除效率一直能维持在 80%以上。
在试验过程中,出现一次进水 CODcr 超过 10000mg/L 以上的现象,这主要是由于生产副产品--甘油泄露,进入废水调节池内,但系统没有出现大的波动,仍能稳定运行。
(3) 稳定运行期在经过负荷提升期的运行后,UASB 的运行负荷已达到 4~5kgCODcr/(m3·d),全部废水也处理完,故厌氧系统一直维持在些负荷下运行。
此期间内一段时间的进出水CODcr浓度、容积负荷与去除率的变化情况如图3-7:由上图可知,进水浓度一般 6000~8000mg/L 之间,处理水量仍维持在 100m3/d左右,容积负荷稳定在 4~5kgCODcr/(m3·d),出水 CODcr 在 1500mg/L 左右,运行非常稳定。
(4)产沼气率的确定在中试过程中,也核算了下沼气产率情况。从理论计算,每去除 1kgCODcr 可产生标准状态下的甲烷 0.34m3,但沼气产量和甲烷在沼气中的浓度有关,一般情况下,也不会对甲烷含量进行测量,故只是根据实际检测估算沼气的产率,供沼气利用及实验研究参考。
在中试过程中,对 UASB 产生的沼气进行了收集,并通过沼气流量计计量后送至公司内的生物质锅炉进行助燃,通过计算,去除 CODcr 量与产沼气量的关系如下图:通过计算,该废水通过中温 UASB 处理,在 4~5kgCODcr/(m3·d)负荷下运行,沼气产率约为 0.5m3/kgCODcr去除左右。
(5)运行过程问题及解决方法1)厌氧出水带泥问题对于厌氧反应器的运行,最难控制的就是出水带泥,也称“污泥流失”、“跑泥”等。在该 UASB 的运行过程中,也出现过出水带泥的情况,在负荷发生突然变化或者天气气温突变时,特别出现,污泥大量上浮,随出水流到后面的构筑物内,出现此现象时,就需特别小心 ,否则就容易导致 UASB 内污泥量大量减少,污泥负荷突然增加,极易出现酸化现象。因此,通常做法就是在厌氧反应器后续设置二级厌氧或者厌氧沉淀池,保证 UASB 出水所携带的污泥能够沉淀于其中,并通过污泥泵进行污泥回流,将厌氧污泥回至 UASB 内,同时防止厌氧出水带泥过多进入好氧,而影响好氧的运行。在本系统设计时,就考虑到厌氧反应器肯定会出现污泥流失现象,故设计了厌氧污泥外回流装置,把原有的一座罐体设计成二级厌氧,主要起到对一级 UASB 出水再进行低负荷运行,一方面进一步通过厌氧降低废水中的有机物,同时保证 UASB出水中夹带的厌氧污泥截留在其中,并设置了污泥回流泵,能够把其底部的污泥回流至一级 UASB 内。在 UASB 调试期,出水带泥量较大,基本是每天早、中、晚进行污泥回流三次,每次半小时,以二级厌氧出水带 SV 不高于 10%为基准控制污泥回流泵的开启。随着污泥的驯化、负荷的提升,UASB 运行逐步趋于稳定,出水带泥量越来越少,故污泥回流泵的开启也随之调整,保证厌氧污泥只在厌氧系统内循环,而没有流失去好氧。
2)温度控制问题系统中设计的 UASB 为中温运行,众所周知,厌氧处理温度越高,反应速率越快,每提高 10 度,反应速率会增加一倍。中温一般是指在 30~42℃,所以在运行过程中尽可能把温度提高,但如果控制过高,则容易出现操作不当而超过 42℃的情况,造成污泥环境温度过高而死亡。因此,系统设计时,控制 UASB 进水的中间水池水温为 39℃左右,这样,就能保证 UASB 反应器内的温度在 35±2℃。如果出现气温非常低的情况,则需增加中间水池的水温,以确保反应器内的环境温度。同时,反应器的保温也是控制温度的一大要素。
3.4.2 好氧系统的运行
好氧池由原有的 SBR 池改造而成,把 SBR 的进水、曝气方式改为连续,与厌氧系统的运行相配合,在原 SBR 池边上建设一座钢制的二沉池。因原 SBR 池是半地下式的,地面上只有 2 米高,而新建的二沉池只能于地面以上,直径 2.5 米,高 3 米,因此,二沉池池面高于曝气池,故在气池内安装泥水混合液提升泵,将曝气池内的泥水提升至二沉池内,进行泥水分离,上清液自流入后续的气浮池处理,底部好氧污泥自回流至曝气池前端。
好氧系统的运行采用二级厌氧反应器出水直接接入,通过前段厌氧系统的处理量的增加,同步增加好氧系统的处理负荷,出水泵入二沉池沉淀,污泥回流。
(1)好氧系统的运行分析好氧系统运行情况如下图:由上图可知,几个月运行下来,好氧系统的出水CODcr基本维持在300~400mg/L,能够能够达到《污水排入城市下水道水质标准 CJ3082-1999 污染物排放标准》。
(2)好氧系统运行过程中出现的问题1)厌氧系统出水波动较大,出水 CODcr 会在 800~2000mg/L 之间变化,这导致好氧的负荷波动频繁,故曝气池内的污泥浓度极易出现波动,SV 和曝气量控制都较难,但只要分析到位,能及时预测水质的波动,好氧的运行仍能维持稳定;2)厌氧有时会出现出水带泥量较大的现象,一量进入好氧曝气池内,则会使曝气池突然溶解氧不够,池内呈现黑色,需要几天时间才能恢复,一时遇到此问题,就需及时调整曝气量,减少进水负荷,尽快将曝气池内污泥恢复正常;3)曝气池内的泥水混合液采用泵提升进入二沉池,提升泵的选择有很大关系,如果转速过快,则会导致污泥被打碎,不易沉淀,影响其污泥活性等,同时回流量也需要及时根据二沉池出水带泥情况进行随时调整。
3.5 本章小结
利用调节--水解--厌氧 UASB--曝气--二沉池工艺现场进行餐饮废油加工废处理的中试研究,主要结论如下:
1、该工艺运行较稳定,能保证整体出水达到排放要求2、厌氧 UASB 在 35±2℃下运行,控制进水在 10000mg/L 以下,容积负荷达到4~5kgCODcr/(m3·d)时,CODcr 去除效率能够稳定在 80%左右。
3、 UASB 厌氧反应过程中,产生大量的沼气,其产率可达到 0.50m3/kgCODcr去除,沼气用于锅炉助燃,能取得一定的经济效益。
4、 在厌氧系统运行过程中,针对污泥流失问题进行污泥回流,在 UASB 后端建议建设一座厌氧沉淀池,以确保厌氧污泥不流失,且不影响后续好氧的运行。
5 、厌氧出水采用连续运行的曝气池进一步处理,厌氧出水 CODcr 在800~2000mg/L,二沉池出水 CODcr 仍能维持在 500mg/L 以下。

第四章含油污水处理实例分析随着污水处理技术的不断发展,针对各个油田产区水质状况的不同及对注水水质要求的不同,油田污水处理站的工艺流程也有较大差异。通过各种污水处理技术的有序组合,可克服单一处理工艺的局限,达到融合各污水处理工艺优点的目的...

本论文选择我国东北腹地某典型城市为研究对象,主要对城市臭氧污染的特征、影响因素以及前体物来源进行研究,并提出城市臭氧污染控制策略,以期能为我国东北地区城市臭氧污染防控提供可行性建议。...
第四章某废油加工废水处理工程4.1项目概况吴中区某厂以废油为主要原料,年产工业油酸25000吨,亚油酸600吨,由于厂址搬迁,需要配套新建废水处理系统。基于之前的小试、中试研究结果,建议新建废水处理系统介绍如下。4.1.1处理规模及进出水水质...

根据前文开展的该栋办公建筑节能优化能耗量化分研究,得到了各项节能优化方案的节电量及节能率,为最终确定适合该栋办公建筑的节能优化方案提供了数据依据。...
4.3有机膨润土对水中油的处理效果4.3.1脱色情况分别取0.5、1.0、1.5、2.0、2.5、3.0g有机膨润土,加入到50ml含油废水中,在室温下搅拌120min,静置沉淀。图4.7给出了加入不同质量钠基膨润土后含油废水溶液的颜色变化,由图可以看出,随着原基膨润土的加入...
摘要目前大庆油田已进入油田开发的后期,随着二次采油、三次采油技术的不断发展应用,油田采出液含水量越来越高,采出液组成成分越来越复杂,经过原油生产处理后产生了大量的采油废水。目前大庆油田每年产生含油生产废水已超过41亿立方米,通过污水回注,...
结论该制药厂异味治理系统主要治理废气为该制药厂污水处理过程中产生的异味气体。排气排放标准按照《恶臭污染物排放标准》(GB14554-93)执行。改造前拥有一套独立的异味处理设施,对污水处理设施产生的异味气体进行处理,排气筒硫化氢浓度、氨气浓度及恶...
摘要本文在采集分析浙江省某电镀园区退役场地土壤污染情况的基础上,针对其特征污染因子,研究了淋洗修复技术和固化/稳定化修复技术对该污染土壤的修复效果。其中,淋洗修复技术的内容主要为筛选淋洗剂及确定最佳淋洗条件,固化/稳定化修复技术的主要内容为确定...
4.6典型工程水土保持治理效果分析本研究通过对输变电工程变电站及线路的占地面积、土石方量估算方法、典型塔基水土流失预测分析和输变电工程水土流失防治措施布设等的分析,规范了输变电工程水土保持方案编制,能有效制定输变电工程水土保持预防措施,达到...
第5章项目技术及经济可行性分析5.1生物法异味处理系统技术可行性分析。5.1.1生物法异味处理系统技术性能优势。(1)生物净化过滤技术具有良好的适应性和实用性,具体优势如下:一是针对低浓度的各种恶臭成分均有较好去除率[44-47].此生物系统是参考...