环境工程硕士论文

第二章 废油加工废水处理的小试研究
苏州某废油回收有限公司原位于木渎镇东郊黄鱼浜,创办于 1984 年,经过 20多年的经营,已成为年产值上亿元的私营企业。该公司以回收的餐饮废油为主要原料,生产亚油酸和工业油酸等产品。
该公司在原厂址内建有一套以气浮+SBR 为主体的处理系统,但基本不能正常运行,无法满足生产废水的处理。因废水的 CODcr 较高,前端可采用厌氧处理工艺,在去除 CODcr 的同时,还有副产物--沼气产出,但之前并无成功的工程经验可供参考,公司领导邀请苏州科技学院环境科学与工程学院对该废水进行废水可处理性研究及处理工艺设计,因目前国内对该类废水的研究还处理空白状态,因此本实验研究具有重要意义。
受苏州某废油回收加工公司委托,我们从 2009 年 2 月-8 月,在实验室对生产排放的综合废水进行了厌氧、好氧可处理性研究,为其厂区配套废水处理系统的建设提供可行性依据。
2.1 废水来源及水质特点
该公司以餐饮废油为主要原料生产化工原料油酸、亚油酸等,根据该公司现有的生产工艺,分别对各工段产生的废水水质做简要分析介绍。
2.1.1 生产工艺简介
(1)亚麻油酸生产工艺收购的亚麻油用泵打入水解釜内,按照一定比例加入一定量的水后,密封水解釜进行高温高压水解过程,水解合格的混合物进入沉淀罐进行自然静置沉淀,油水分层,上部为粗亚麻油酸,下部为含甘油的废水,可作为水解釜补充水使用。上部粗亚麻油酸进入真空脱水锅进行脱水处理后得到产品亚麻油酸,装桶入库外发。
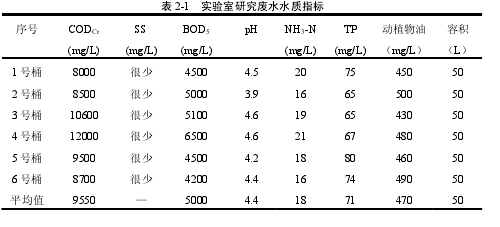
具体生产工艺如下图所示:(2)亚油酸生产工艺收购的回收油经过简单的过滤,去除油中的塑料袋、快餐盒等杂质后,和酸化油一起进入水解釜进行高温高压水解,水解合格的混合物进入沉淀罐进行自然静置沉淀,油水分层,上部为黑脂酸,下部为含甘油的废水,可作为水解釜补充水使用。上部黑脂酸进入蒸馏釜进行蒸汽蒸馏,馏出部分为混合脂肪酸,混合脂肪酸再进入冷冻锅加药搅拌后,进入离心机分离,分离出的带水饱和脂肪酸进入沉淀锅进行油水分离,冷冻锅继续进行处理,水进入冷冻锅进行回用 5 次后,外排,上层的饱和脂肪酸进入次硬脂酸罐冷却包装外运;分离出的粗亚油酸进入蒸馏釜进行抽真空处理,蒸馏出的亚油酸冷却装桶外运,黑油可直接装桶外运。2.1.2 废水来源==通过以上生产工艺介绍及生产实际情况,废水来源主要分为 6 类,分别是:工艺废水、真空系统缓冲罐废液及真空水喷射泵循环水池排污水、车间及仓库地面冲洗水、洗桶废水、燃煤烟气水膜除尘排污水、生活污水、清下水,其主要污染物包括 CODcr、油类、TP 等,CODcr 在 10000~15000mg/L 左右。2.1.3 实验室小试所用废水水质指标我们在现场进行了废水的采集工作,共取得综合废水 6 桶,共 300L,并对废水进行了常规水质参数的分析,水质情况如下表。【1】
2.2 厌氧实验系统
2.2.1 实验系统介绍
小试在学校实验室内进行,所用的厌氧反应器为自制的 UASB 反应器,用有机玻璃制作,直径 90mm,总高 700mm,有效容积为 3L.UASB 的运行为中温,为保持最佳的反应温度,把 UASB 放置于 35±2℃的水浴箱内,由恒温控制仪进行控制水的加热。
进水采用计量泵间歇进水,自动运行。
实验系统图如下:为了实现 UASB 的快速启动,缩短污泥的驯化时间,向反应器内加入了从稳定运行的处理淀粉废水的 UASB 反应器内取出来的厌氧颗粒污泥,加泥量 1L.实验初期,通过将废水与生活废水按比例混合进行配水,控制进水 3L/d,根据实验情况逐渐提高废水所占的比例来达到提高负荷的目的,直至处理的全部为废水,之后通过调整进原水水量进行控制负荷的变化。在实验过程中,通过添加碳酸氢钠来调节进水pH 在 7.5 左右。[19]
2.2.2 实验数据分析
整个小试实验经过了污泥驯化、负荷提升及稳定运行三个阶段,实验进行了两个多月后使进水 CODcr 浓度达到 8000mg/L 左右,进水量仍为 3L/d,负荷为8kgCODcr/(m3·d)。小试时负荷提升过程中的运行情况如图 2-4:由图 2-4 可知,在实验过程中,每 3~4 天提升一次负荷,每次负荷增加时,出水CODcr 都会的一定幅度的上升,但是 CODcr 去除率基本能稳定在 85%以上。直至进水浓度提升至 8000mg/L.
在第 15 天时,由进水管堵塞,但发现的较为及时,只有部分进水直接进入了厌氧反应器上部,随着出水一起排出,导致出水 CODcr 浓度测定时偏高。针对每次负荷提升时,出水都出现小幅度的变化,其原因对于负荷的提升,微生物都需要一个适应的过程。
2.3 好氧实验系统
2.3.1 实验系统介绍好氧小试也在实验室内进行,小试采用自制的 SBR 好氧反应器进行,也采用有机玻璃制作,直径为 200mm,总高 400mm,总有效容积 12L.
厌氧反应器通过收集后,人工根据 SBR 的需要量直接加入,SBR 内采用微孔曝气头供氧,曝气时间通过时间继电器控制,在 SBR 不同高度设置排水管进行人工排水。实验前,通过向 SBR 反应器内投加城市污水处理厂曝气池内的污泥来缩短好氧处理启动的时间,加泥量是 SV30 为 15%.完成污泥投加后,用学校下水道内的生活污水进行污泥培养。待厌氧反应器启动出水后,出水即可进入 SBR 反应器进行处理,初期只是部分进入处理,待污泥适应待处理废水水质后,最终实现厌氧出水完全进入SBR 反应器进行处理。
2.3.2 实验数据分析【2】

由图 2-6 可知,在实验过程中,SBR 进水采用的是厌氧反应出水,随着厌氧反应出水的波动,SBR 进水也有着波动,进水的 CODcr 浓度为 700~900mg/L,经过好氧小试后,其 CODcr 可降到 200~300mg/L,去除率在 70%左右。
本次小试主要对该废水进行厌氧实验研究,好氧实验为附带进行,根据实验结果可知,在此不进行过多的阐述。
2.4 本章小结
1、对于废油加工废水,采用预处理--中温厌氧--好氧--化学沉淀工艺处理,能够将废水中主要指标降至排入城市污水厂的标准,运行稳定;2 、通过 2 个月的中温 UASB 小试实验,污泥驯化后,容积负荷稳定在8kgCODcr/(m3·d)时,去除率可达到 85%以上,产生的沼气用于锅炉助燃,具有较好的经济效益。3、好氧小试采用 SBR 运行,负荷 0.5 kgCODcr/(m3·d)时,CODCr从 800mg/L 降到 200~300mg/L.

第四章含油污水处理实例分析随着污水处理技术的不断发展,针对各个油田产区水质状况的不同及对注水水质要求的不同,油田污水处理站的工艺流程也有较大差异。通过各种污水处理技术的有序组合,可克服单一处理工艺的局限,达到融合各污水处理工艺优点的目的...

本论文选择我国东北腹地某典型城市为研究对象,主要对城市臭氧污染的特征、影响因素以及前体物来源进行研究,并提出城市臭氧污染控制策略,以期能为我国东北地区城市臭氧污染防控提供可行性建议。...
第四章某废油加工废水处理工程4.1项目概况吴中区某厂以废油为主要原料,年产工业油酸25000吨,亚油酸600吨,由于厂址搬迁,需要配套新建废水处理系统。基于之前的小试、中试研究结果,建议新建废水处理系统介绍如下。4.1.1处理规模及进出水水质...

根据前文开展的该栋办公建筑节能优化能耗量化分研究,得到了各项节能优化方案的节电量及节能率,为最终确定适合该栋办公建筑的节能优化方案提供了数据依据。...
4.3有机膨润土对水中油的处理效果4.3.1脱色情况分别取0.5、1.0、1.5、2.0、2.5、3.0g有机膨润土,加入到50ml含油废水中,在室温下搅拌120min,静置沉淀。图4.7给出了加入不同质量钠基膨润土后含油废水溶液的颜色变化,由图可以看出,随着原基膨润土的加入...
摘要目前大庆油田已进入油田开发的后期,随着二次采油、三次采油技术的不断发展应用,油田采出液含水量越来越高,采出液组成成分越来越复杂,经过原油生产处理后产生了大量的采油废水。目前大庆油田每年产生含油生产废水已超过41亿立方米,通过污水回注,...
结论该制药厂异味治理系统主要治理废气为该制药厂污水处理过程中产生的异味气体。排气排放标准按照《恶臭污染物排放标准》(GB14554-93)执行。改造前拥有一套独立的异味处理设施,对污水处理设施产生的异味气体进行处理,排气筒硫化氢浓度、氨气浓度及恶...
摘要本文在采集分析浙江省某电镀园区退役场地土壤污染情况的基础上,针对其特征污染因子,研究了淋洗修复技术和固化/稳定化修复技术对该污染土壤的修复效果。其中,淋洗修复技术的内容主要为筛选淋洗剂及确定最佳淋洗条件,固化/稳定化修复技术的主要内容为确定...
4.6典型工程水土保持治理效果分析本研究通过对输变电工程变电站及线路的占地面积、土石方量估算方法、典型塔基水土流失预测分析和输变电工程水土流失防治措施布设等的分析,规范了输变电工程水土保持方案编制,能有效制定输变电工程水土保持预防措施,达到...
第5章项目技术及经济可行性分析5.1生物法异味处理系统技术可行性分析。5.1.1生物法异味处理系统技术性能优势。(1)生物净化过滤技术具有良好的适应性和实用性,具体优势如下:一是针对低浓度的各种恶臭成分均有较好去除率[44-47].此生物系统是参考...