目前在对设备管理方式存在不完善,对设备验收过程采用抽样检验的方式,凭借的只是对设备本身技术规范要求,以及对加工件的零散的测量是否在规定尺寸范围内,对于现代制造业,特别是生产批量大的行业没有考虑到一致性以及偏差波动的控制,这里引进一种科学、严谨的设备评价方法 Cmk。Cmk 是设备综合能力指数,主要考虑分布的平均值与规范中心值的偏移,这种方法只考虑设备本身的影响,尽量避免其他因素的干扰,计算公式与 Ppk 相同,只是取样不同。
一、设备综合能力指数发生条件
设备综合能力指数 Cmk 发生条件,是新设备安装调试完成后以及设备状态发生改变时,具体包括:①在新机械设备的验收时。②机械设备大修后。③机械设备移地生产。④1 年以上封存启用的机械设备。⑤其产品为新品种或出现与设备有关质量波动的机械设备。
二、取样及加工条件
在设备综合能力测试中的使用件,应该是同一状态。前道工序所加工出的零件应符合设计和加工要求,其尺寸须符合公差要求。对于所选取的零件数目有如下规定:连续测量每个产品规格中的 50 个零件以某种特定的方式记录下来。在设备综合能力测试前,不准更改加工的状态,在设备综合能力测试中,加工要连续不间断,如出现机械故障、停电等,则必须重新开始测试。“连续”的意思是说在取样的过程中,产品的变差和波动都是设备的加工能力引起。
三、设备综合能力测试 Cmk 计算公式
设备能力值可以用 6σm来表示,由于设备能力仅与设备本身有关,其产品质量的散差分布较小,即 σm<σ,一般取 σm=3/4σ,由此可以导出设备能力指数公式,Cmk=T/8σm(T 为公差值)。同过程能力指数计算一样,可按双向公差、无偏差分布;双向公差、有偏差分布;和单向公差(上下)4 种情况来计算。在能力判断和处置上,通常和对过程能力的判定和处置结合起来进行,一般 Cmk>1,则认为设备能力充足,当 Cmk<1 时,则认为设备能力不足,应采取措施提高 Cmk 值,σm的估计值可以从抽取平均样本的标准差(S)求出。对于新设备的设备综合能力指数Cmk 至少 1.67。
对于 Cmk 值未达要求的设备,须及时分析查找原因,对设备进行精度调校及精度检测工作,制定有针对性的“修、改、换”等纠正、预防措施。措施完成后实施新的能力调查。当然,设备的设备综合能力指数 Cmk≥1.67,还不能做成最终结论,设备综合能力的一致性必须通过控制图形来判断。
四、控制图
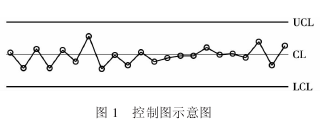
根据采集的数据,利用 SPC 控制图的基本理论,对过程数据加以测定、记录计算和绘图,利用 EXCEL 函数和图表功能,进而得到控制图型。图 1 上有中心线(CL)、上控制界限(UCL)和下控制界限(LCL),并有按时间顺序抽取的样本统计量数值的描点序列。控制图示意图见图 1。
五、控制图中点分布缺陷分析
使用控制图的目的是为了使生产过程或工作过程处于被“控制状态”。受控制状态即“稳定状态”,指生产过程或工作过程仅受偶然因素的影响,产品质量特性的分布基本上不随时间而变化的状态。反之则为非控制状态或异常状态。控制状态的标准可归纳为 2 条。
第一条,控制图上点不超过控制界限。
第二条,控制图上点的排列分布没有过程受控所遵循的一般依据:连续 25 点以上处于控制界限内。
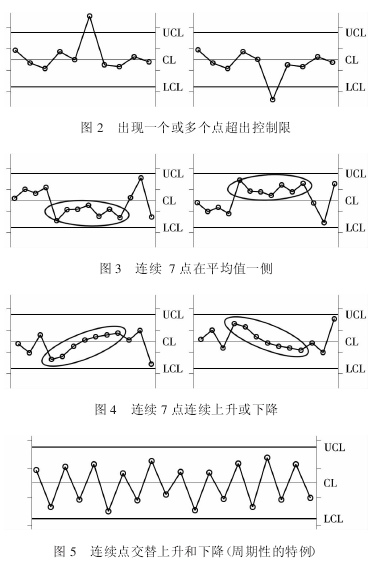
控制描述过程缺陷的 5 种基本现象,链、偏离、趋势、周期、接近。
(1)链。点连续出现在中心线一侧的现象称为链,链的长度是用链内所含点数的多少来判别。出现 5 点链时,应注意发展情况,检查操作方法有无异常。出现 6 点链时,应开始调查原因。出现 7 点链时,判定有异常,应采取措施。
(2)偏离。较多的点间断地出现在中心线的一侧时,如有以下情况出现,则可判断为异常状态。①连续的 11 点中至少有 10点出现在一侧时。②连续的 14 点中至少有 12 点出现在一侧时。③连续的 17 点中至少有 14 点出现在一侧时。④连续的 20 点中至少有 16 点出现在一侧时。
(3)趋势。若干点连续上升或下降的情况称为趋势,判别准则:①出现连续 5 点不断上升或下降趋向时,要注意该工序的操作方法。②出现连续 6 点不断上升或下降的趋向时,要开始调查原因。③出现连续 7 点不断上升或下降的趋向时,应判断为异常,需采取措施。
(4)周期。点的上升或下降出现明显的一定的间隔时,称为周期。①波状周期变动。②阶梯形周期变动。③大小波动等情况。
(5)接近。图上的测量点接近中心线或上下控制界限的现象称为接近。接近控制界限时,在中心线与控制界限 间作 3 等分线,如果在外侧的 1/3 带状 区间内存在下述情况下可判定为异常。①连续 3 点中有 2 点(该 2 点可不连续) 在外侧的 1/3 带状区间内。②连续 5 点中有 4 点(该 4 点可不连续) 在内侧的 1/3带状区间外。③连续 7 点中有 3 点(该 3 点可不连续)在外侧的1/3 带状区间内。④连续 10 点中有 4 点(该 4 点可不连续 ) 在外侧的 1/3 带状区间内。异常情况常见控制图(图 2、图 3、图 4、图 5)。
对于以上在控制图上表现的缺陷,就能知道设备综合能力的一致性是否存在着问题,同时根据控制图缺陷的性质,对具体的生产过程进行排查,发现导致非正常控制图的真正原因,从而达到发现问题、解决问题的目的。
六、结论
最后必须指出,若涉及的设备质量特征值有多项,则务必对每一项都予以设备能力验证,只有全部达到规定的指标,才认定通过。以曲轴(主轴颈)磨床为例,各挡主轴颈的外径和 3、4、5挡轴颈的跳动是必须确认的质量特征值,其他一些量,如圆度、表面粗糙度,也需进行评定,只要有一项达不到要求,该设备就不予通过。计算设备综合能力指数 Cmk>1.67,同时控制图不出现缺陷形状后,才算通过。设备综合能力指数是一种科学、严谨的方法,将设备的评价方法纳入正常设备管理的范畴,才能更加科学、系统的管理设备。