mba企业管理论文

第 4 章 H 企业供应商管理中六西格玛管理的应用
4.1 H 企业六西格玛管理的实施
越来越多的企业实施了六西格玛管理, GE,摩托罗拉,ABB,霍尼韦尔等这些世界 500 强企业通过六西格玛管理的实施为企业运营成本降低,利润提高带来显著的成效,通过六西格玛管理的实施霍尼韦尔公司在 1999 年一年就节约运营成本将近 6亿美元。摩托罗拉公司实施六西格玛管理已经累积为公司节省了上百亿美元。GE 更是成为六西格玛管理的成功案例企业。
对于 H 企业来说,企业内部全面的推广六西格玛管理已经 20 多年了,六西格玛管理的课程也几乎成为每一位员工的必修课。H 企业规定,在工程部、研发部、供应链管理部门、信息技术部门、以及项目管理部门的新员工从入职开始必须在 10 个月内完成 H 企业的六西格玛管理的绿带及六西格玛工具的培训,此培训需要花费四天的时间,整个四天的上课内容完整的讲解了六西格玛的方法理论之一 DMACI,并结合案例分析掌握 5 个改善阶段要领,在完成所有绿带培训后,要求在 10 个月内至少需要完成一个项目的改善,并至少有 5 万美元的增产或者节约方可通过绿带审核,并可获得 H 企业的六西格玛执行委员会颁发的绿带证书。如下是 H 企业绿带培训课程。
Day1 Thought Map, DMAIC, SIPOC, Process Map, C&E Matrix, MEADay2 Waste Identification,Batch vs. Flow,Work Load Balance, Activity Analysis,Rapid Problem SolvingDay3 Basic Statistics, Control Chart, MSE, Process Capability, Visual Management,Standardized WorkDay4 Control Plans, GB Certification Requirements
在获取公司绿带证书之后的 2 年,员工有资格申请黑带项目的培训和资质认证,但黑带培训需要得到部门的经理批准,黑带是作为 H 企业的六西格玛管理的核心力量,也是完成项目改进的领导者,是公司未来的“改进专家”,每一位黑带培训的价格也是相当昂贵的,每年公司需要花费数百万美元的费用用于员工的黑带培训,H 企业会邀请专业的黑带大师给员工进行培训和讲解。也因昂贵的费用,在获得黑带培训资格之前,除了部门领导的批准外,还需要经过公司六西格玛管理小组的筛选,首先在报名之前需要准备好所要改善的黑带项目,并提供一份详细的计划书,未来潜在的节约或增产值是多少,只有项目计划书被得到批准后才能有资格进行公司的黑带培训。
黑带的考核和培训同样是非常的严厉,黑带培训总共分为 4 个阶段,每个阶段为其一周,每个阶段结束后都会进行书面考核, 在完成4个阶段的培训并且所有考评合格后,黑带学员方可继续开展项目的改善,在完成改善项目后提交一份项目的总结报告, 并参加公司的最终黑带项目答辩。另外,每一个黑带项目需要至少完成 25 万美元的增产或者节约,在进行黑带答辩之前还需要再辅导 4 个绿带项目并完成,才能取得 H 企业的六西格玛执行委员会颁发的黑带证书和胸章。
目前,H 企业在全球已经接近有 42000 位员工获得了绿带、黑带及大黑带的资质。
每年,六西格玛专家通过六西格玛的管理方法通过持续改进,为 H 企业在提高生产率上节省了数百万美元。
4.2 项目的确定(Define)
本课题研究的主要对象是 H 企业的 S 供应商在 T 型号印刷电路板(PCB)产品在转移中遇到的产品质量问题,通过六西格玛 DMAIC 的方法来提高 S 供应商产品生产率、降低产品制造过程中的不合格率,确保项目正常转移。
S 供应商主要生产印刷电路板产品,为 H 企业的生产工厂提供“T 型号线路板(PCB)产品”,但由于是新项目转移,在 H 产品的转移制造过程中出现了敷形涂覆不浸润(Conformal coating Dewetting:就是涂层没有完全覆盖有的地方不沾,可能是由于板面污染或者粗糙度不够,或者涂层和板面不兼容导致的,产品的要求是要均匀的涂满所需区域。)问题,这个问题的产生造成不合格率高达 80%,由于不合格率居高不下,同时也影响了 H 企业像最终客户提交成品零件的交付周期,由于航空业特殊的背景关系,在中国拥有航空产品制造能力及资质的供应商极少,对于 H 企业来说,拥有选择的供应商的范围很窄,再重新去开发一家新的拥有航空资质的供应商不仅需要花费更多财力和人力,在新供应商开发的整个周期也会很长,这样反而会影响产品的转包速度,考虑到 H 企业与 S 供应商签署长期合同,并建立了战略合作伙伴关系,因而,去帮助供应商共同提高产品良率的同时,也是对 H 企业自身产品准时交付提供相对的保证,从而也能间接降低了采购成本。
如图所示 4.1 为合格产品的照片,产品表面涂层光滑,没有任何敷形涂覆不浸润现象,该图片为合格的产品。图 4.2 所示为敷形涂覆不浸润的产品,图 4.3 所示为在荧光检测设备检测下的敷形涂覆不浸润产品。

所谓改善项目确定就是六西格玛 DMAIC 方法步骤中最初的定义阶段(Define),首先,该阶段第一不步骤先要去了解什么客户在抱怨(Voice of Customer),为什么会抱怨,是因为什么原因引起客户的抱怨,通过调查后得出以下客户抱怨:
1. H 企业的质量部,由于产品的报废率过高导致合格率过低,无法达到 H 企业的质量指标 PPM 低于 300 的标准。
2. H 企业项目转移部门,由于合格率的低产品无法按时完成,导致项目转移进度的延缓,此外,还需要花费更多的时间对供应商产能及制造能力进行重新评估。
3. H 企业的最终客户(End Customer),产品交付遇到问题,影响 H 企业零件按时递交,导致最终客户产品的组装。
4. H 企业采购部门,产品生产不稳定因素造成交付率的降低,不能满足准时交付 98%的指标。
4.2.1 项目团队的组建
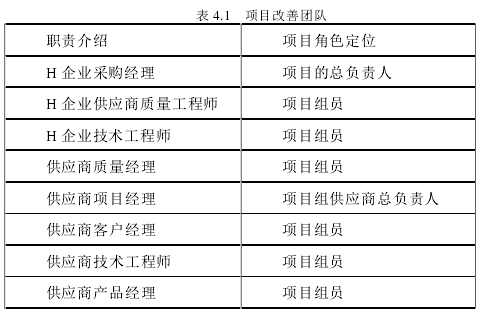
在了解所有客户抱怨之后,接下来要组建一支项目改善团队,项目团队的组建是至关重要的,建立合理的团队也是决定最终项目改善是否能够成功的重要保证,项目组建的成员名单如表 4.1 所示:
4.2.2 项目改善的 DMAIC 时间计划表制定
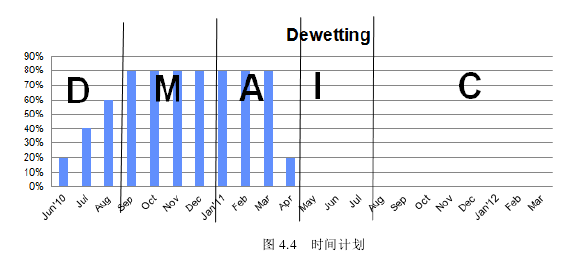
在完成改善团队组建后,整个团队将会制定出整个项目改善计划以及具体安排时间。图 4.4 是根据六西格玛 DMAIC 方法的流程来制定的时间计划表。
4.2.3 项目整改效益分析:
在对整个项目进行改善前,团队也会对项目改善后所带来的效益进行一个财务和非财务的分析:
1.财务效益:报废率的降低,返工成本以及成本的节约。
2.非财务效益: 产品质量缺陷率的降低,由于返工的减少从而提高了生产效率,降低交货周期。
项目改善目标:由目前生产的一次合格率 45%提高到 95%,预计能带来 250K 美金节约成本。

4.3 实施方案的制定 (Measure)
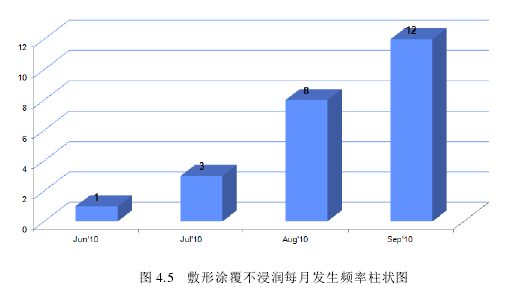
通过 6 月至 9 月的生产记录来看,T 产品转包生产过程中所发生的敷形涂覆不浸润的频率随着产量的提升而增加。
4.3.1 SIPOC 模型的创建
SIPOC 模型是质量大师戴明所提出来的组织系统模型, SIPOC 模型是用于流程管理和改进的技术,也是一门非常有用而且最常用的工具。识别核心制造过程的首选方法也是过程管理和改进的常用技术。SIPOC 风险分析工具是从流程角度出发的,针对某些关键业务或事项,结合各项目标,理解业务性质及所要实现目标的实质,考虑影响目标实现的关键成功因素。通过对关键业务或事项、相关目标的分析,从实现目标的目的出发识别风险。因此,对关键成功因素的分析,可作为目标、关键业务或事项及风险源的连接要素。而对业务中的人、财、物、流程等利于流程目标实现的关键因素进行分析,可确保对该流程所涉及的风险进行全面梳理。
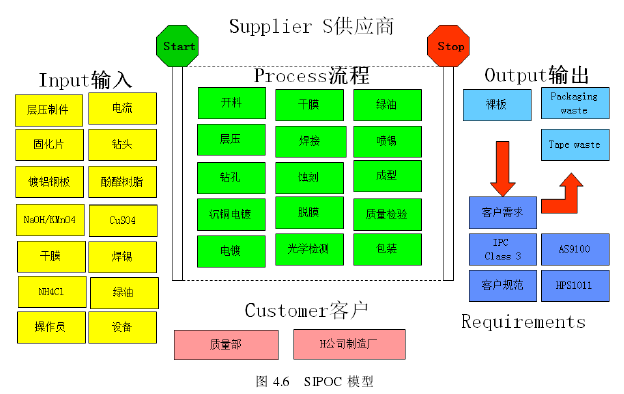
图 4.6 SIPOC 模型全面分析了从供应商、输入、生产工艺流程、输出到客户这样相互关联。
1) 供应商(Supplier)——是向整个流程提供主要或者关键输入者,这些输入包括所有的物料、文件及其它资源等。本论文所研究的供应商为 S 供应商,负责 H 企业 T型号印制电路板的生产供应商。
2) 输入(Input)——在 SIPOC 模型中输入既为供应商所提供的一切资源。图 4-6 中所示,输入为制造印刷电路板所需的原材料,还包括人力资源,设备资源等。对于供应商的规范要求,通常会在SIPOC图中也会对输入的要求予以明确。图4-6中AS9100、IPC Class3、客户规范等。
3) 流程(Process)——所谓流程是指使让所有输入的参数发生变化后形成输出的活动,图 4.6 介绍了 T 型号印刷电路板基本流程,在文章的后续还详细介绍整个生产工艺的流程。
4) 输出(Output)——所谓输出就是最终的产品,整个流程的结果。流程的结果通常会在整个 SIPOC 图中予以明确,例如客户规范、产品标准、行业标准等。本文最终产品为 H 型号电子线路板就是最终的产品输出。
5) 客户(Customer)——接受最终输出的组织,顾客可以包括有外部客户,内部客户,例如采购部门就是生产部门的内部客户,采购部门为生产部门提供制造原材料,同样销售部门就是生产部门的内部客户。而外部客户对于供应商的任何部门来说都是相同的,那就是最终产品的接收者,H 企业及 H 企业的生产工厂就是 S 供应商的最终客户。
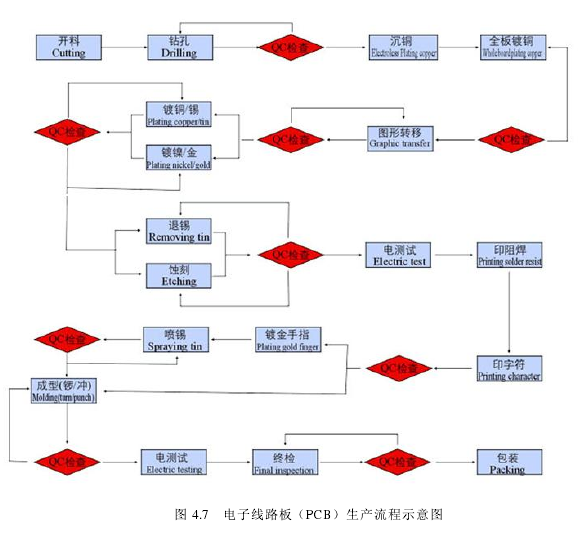
4.3.2 电子线路板(PCB)生产流程分析
由于所生产的产品为普通的多层印刷电路板,主要流程工序如图 4.7 所示,首先产品所需的前期原材料准备、开料、钻孔、去除毛刺、孔检、孔化铜(PTH)、板面电镀、板面处理、图形转移(对位、曝光、显影)、一修、二次镀铜、电镍(镍金或电锡)、退膜、化学蚀刻、(退锡)、二修、板面处理、阻焊(对位、曝光、显影)、防检、丝印文字、电镀金手指、喷锡、二次孔、数控铣边、V-CUT、测试、最终检验、FQA、产品包装、最后入库,由于每种印制电路板的工艺不同,工艺要求也会有所不同。每个工序的时间不同,与印制电路板的层数难易有关。
S 供应商生产的 T 型号印刷电路板(PCB)在制造过程中出现的敷形涂覆不浸润问题直接导致产品合格率的下降,在 PCB 制造过程中,在印阻焊(Printing soldersresist)工艺流程中是会导致不浸润问题的产生,阻焊层的作用就是防止不该被焊上的部分被焊锡连接,回流焊就是靠阻焊层实现的。由于航空航天业对产品质量的要求非常严格,甚至要达到零缺陷要求。对于印制电路板来说,阻焊层(绿油)的作用主要起到防止潮气、湿气而导致电路板受到损害,甚至引起短路。接下来将会整个阻焊层(绿油)工艺进行的详细流程介绍,从中找到引起敷形涂覆不浸润问题的关键因素。
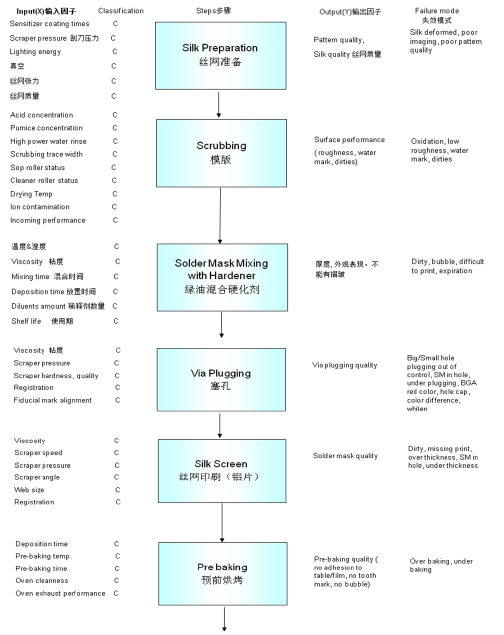
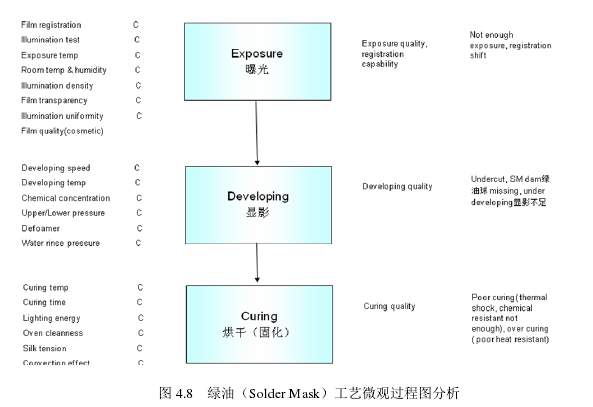
4.3.3 阻焊层过程图(PROCESS MAP) 分析
使用过程图(PROCESS MAP)工具对整个阻焊层工艺进行详细分析通过过程图4-8 中所示,分析了整个阻焊层(绿油)工艺中的每一步的重要影响参数,详细的过程有助于识别过程中重要的输入和输出,这些重要因子将为下文的分析计算提供依据。
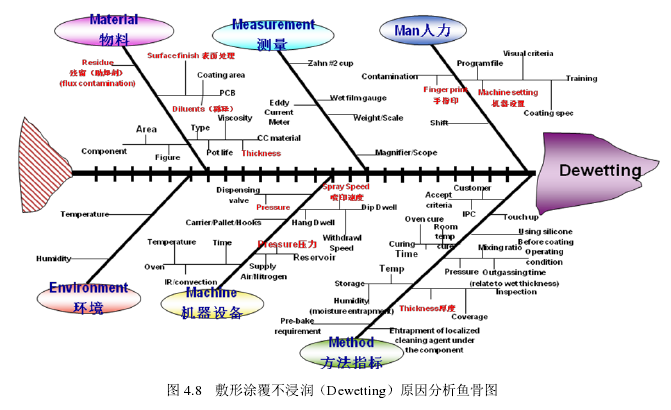
4.3.4 敷形涂覆不浸润鱼骨图分析
通过初步分析将去除一些次要因子,从而来缩小找到不良因子的范围,运用鱼骨图分析筛选出引起敷形涂覆不浸润(Dewetting)的因子,一般情况下,影响造成敷形涂覆不浸润由以下几个方面的不良因子造成的:
1) Material(材料):PCB 制造过程中助焊剂残渣、表面处理不均匀等。
2) Measurement(测量):测量仪器精度3) Man (人为因素) :制造过程中接触不规范造成的手指印、机器参数设置错误等。
4) Environment(环境):湿度温度不在所规定要求内。
5) Machine(机器设备):喷印速度、喷印压力。
6) Method(方法):厚度未达到要求。
4.4 项目的计划与执行 (Analysis)
4.4.1 ICC 研究分析
S 供应商当前使用的为型号 PSR 4000 G23K 绿油在喷涂敷形涂料 CE-1155(用于印刷电路板和电子零件之防潮、防霉、防腐蚀、保护及绝缘应用)时产生不兼容状况而引起的产品不浸润现象,经 S 供应商的技术工程师和 H 企业的工程师共同分析,可能是绿油表面的结合力不足导致与敷形涂料 CE-1155 不兼容,Dyne 值是衡量绿油表面结合力的一个重要指标值,由于绿油层表面的结合力不足,容易导致敷形涂料CE-1155 不能很好的与绿油层相结合,从而导致敷形涂覆不浸润的情况。
根据 IPC610Class3 标准,分别将在 S 供应商和 H 企业 A 工厂进行测试分析,对同样的 15 片 T 型号的电子线路板进行测试分析,S 供应商和 H 企业 A 工厂分别再派2 位检验人员进行喷涂后的表面测试,表 4.2 为 S 供应商和 H 企业 A 工厂在完成绿油喷涂后,2 个工厂的检验员测试后所得出表面 Dyne 值,接下来将会运用 Minitab 工具进行 ICC 分析。
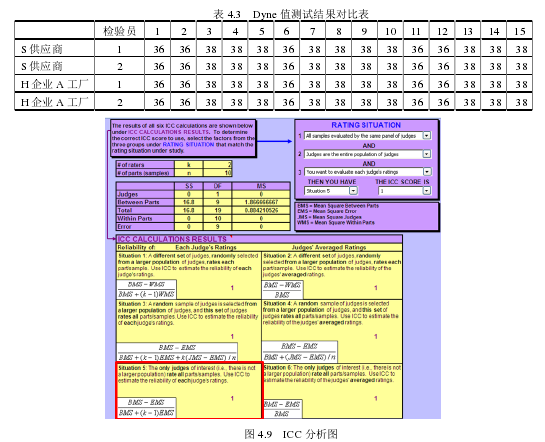
将 4 组测试数据据导入 Minitab 工具中进行计算 ICC 分析,图 4.9 ICC 分析图中得出这个实例是属于状况 5,根据 Minitab 运行结果得出 ICC=1,该结果表明在 S 供应商和 H 企业 A 工厂任何一地点测试的 Dyne 值结果都是可以接收的,不会存在人为因素而引起的测试结果值偏差。
4.4.2 COV 分析
在完成 ICC 分析后得出结果在 S 供应商和 H 企业 A 工厂所进行印刷电路板绿油喷涂后所测试的 Dyne 值均是有效的,不存在检验员检测问题,所以之后的测试将会在 S 供应商这里进行测试工作。首先,需要找出影响 Dyne 值的主要因素,通过阻焊层(绿油)过程图的分析,将选用阻焊层(绿油)的厚度以及表面处理方法来作为COV 的分析参数。
其次,将选用三组不同的绿油厚度参数(分别为 15mil, 20mil, 35mil)和三种不同类型的表面处理方法(水冲洗 tap water rinse、火山灰 Pumice、等离子 Plasma)进行相互搭配,不同组的搭配各测三组数据。最后,将每组组合后所测得的 Dyne 值进行 COV 分析。
注:三种类型的表面处理方法是用来完成洗印制电路板绿油喷涂后,用于增加表面的粗糙度,从而来提高 Dyne 值。
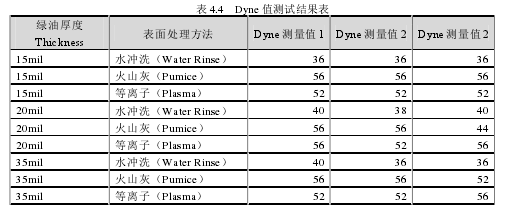
将测得的 27 组数据运用 Minitab 工具进行运算得出图 4.10(左)的 COV 分析图,从图中可以看出,通过火山灰和等离子表面处理后,Dyne 值高于水冲洗表面处理方法。图 4.10(右),通过对之前所有问题数据记录资料用柏拉图工具进行分析确定要改善的问题点,根据柏拉图的原理,指如果多数事件的发生 (80%) ,通过少数特征选项 (20%) ,从而得到确定,总体特征会显著影响该事件的发生,该原理也可以称之为 80/20 法则。
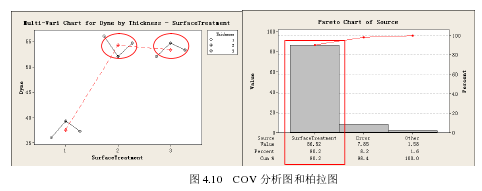
通过 COV 分析结果得出结论,Dyne 值的受到表面处理的影响,柏拉图同样也证实了,火山灰和等离子表面处理方法对印制电路板表面结合力有更显著的改善效果,从而获得更好的镀层性能。
4.5 本章小结
本章的第一节主要先介绍了 H 公司如何在企业内实施和推广六西格玛管理。之后主要介绍了 H 公司在供应商管理中如何运用六西格玛管理,以 S 供应商为实例,在制造印制电路板 T 产品过程中遇到绿油结合不浸润导致产品合格率降低,通过六西格玛 DMAIC 方法及六西格玛工具对该问题进行分析,找到改善的切入点,也为下一章如何进行改善和控制提供相应的数据。

第3章G公司石油天然气部门供应商管理现状及存在的问题3.1G公司以及其石油天然气部门简介G公司倡导梦想启动未来,是一家多元化的科技、媒体和金融服务公司,致力于为客户解决世界上最棘手的问题。公司的产品和服务范围广阔,从军火、飞机发动机、发...
第3章F煤炭公司的社会责任管理现状3.1F煤炭公司概况3.1.1F煤炭公司简介F公司是一家以煤矿开发、电器生产、煤炭销售为主的煤炭公司,其前身是平煤集团自营煤矿公司,成立于1984年12月,是具有法人资格以煤为主的企业,现辖3口矿井,年生产优质原...
摘要2014年,中国经济正处于结构调整的阵痛期,经济下行的压力依然较大。但随着经济结构的调整,宏观政策环境的改善,中国企业也迎来了发展的重要机遇。工信部于2011年6月18日颁布实施的《关于印发中小企业划型标准规定的通知》中对中小微企业进行了明确划定,符...
第六章原材料业务流程重组结果评价在对飞思卡尔半导体原材料业务流程重组设计并实施后,根据业务流程重组的过程,接下来对业务流程重组进行综合性的结果评价。6.1业务流程重组结果进行了业务流程重组后,飞思卡尔半导体原材料业务流程使用了新的管理系...
第3章H公司供应链及其信息共享机制3.1H公司及其供应链3.1.1H公司概况H公司全名为H糖业有限公司,是亚洲最大的淀粉糖生产基地,主要产品为食用葡萄糖、果糖、低聚糖、果葡糖梁、葡萄糖酸钠等,其中结晶葡萄糖、葡萄糖酸钠和果糖三个产品的产量和市场占有率全...
摘要随着国内市场化程度不断提高、我国法制环境不断完善,法商管理是快速发展的企业管理思想。实质是可持续性发展的管理。法商管理强调法是为商服务的,商要符合法的规定,两只紧密结合,互相促进。其形成具有一定的必然性,其核心是倡导从之前的追求利益...
第6章优化邯郸市民营经济发展的政策建议6.1推进新型城镇化发展6.1.1科学规划,提高城镇的综合承载能力2012年,国务院批复《中原经济区规划》,我市首次跻身国家战略,被定位为全国重要的先进制造业基地、中原经济区有重要影响力的中心城市。规划中...
第1章绪论。1.1研究的背景与意义。1.1.1研究背景。从物竞天择的自然进化到适者生存的普适法则,竞争是人类社会长期发展进步的不懈动力和永恒主题。在当今世界高新科技日新月异、全球经济一体化飞速发展的背景下,我国的企业将会面对越来越激烈的竞争...
结论在当今汽车市场上,优质的售后服务包括备件服务已经成为新车销售中的关键成功因素。同时,随着各汽车厂商保有量的大规模增长,备件业务将为企业带来持续稳定的收入和可观的利润汇报。随着中国汽车市场逐步走向成熟,售后市场的发展潜力开始逐步释放,...
第6章改善的对策6.1加大贯彻实施内控体系的力度内部控制体系建设涉及到公司经营管理工作的方方面面,不是某一个单位、某个职能部门一家的事,只有各职能部门、各单位通力协助配合,共同努力,才能把工作做好,才能使公司的管理体系设计得更完善、更科...