mba企业管理论文

第 3 章 基于精益的向阳公司夹具分厂现状及问题分析
保定向阳航空精密机械有限公司(以下简称向阳公司)隶属于中国航空工业集团,是国内最大的组合工艺装备生产企业,柔性夹具(组合夹具)国家标准(GB)和航空行业标准(HB)的主要起草单位,集团 “中航工业柔性智能工艺装备研制中心”和“中航工业数控机床再制造及备件中心”就设立于公司。向阳公司技术积淀深厚、制造能力领先,多年来为国防建设和地方经济社会发展做出了重要贡献。
夹具分厂系向阳公司按照产品结构划分的工艺装备制造专业化分厂,现有职工160 人,年产值约 3000 万元,主要产品为柔性夹具、专用夹具、液压气动夹具等,一直致力于为国内外企业提供切削、焊接、测量、装配等全工序专业化工艺装备解决方案,拥有一大批经验丰富的专业化技术人员,技术积淀雄厚,特别是近些年来通过生产线数控化改造及引进大型数控加工设备,分厂的加工范围和制造能力均在行业保持领先。
3.1 向阳公司夹具分厂组织结构及产品工艺过程
3.1.1 夹具分厂的组织结构分析
夹具分厂组织机构:
夹具分厂下设销售部、生产部、质量部、技术部、综合部五个部门对口负责销售、生产、智联管理、设计工艺、综合管理等专项工作,生产部下设计划调度室负责各生产班组的日常管理。生产班组设置为典型的按照加工设备分类的工序班组,如车工班、钳工班、测式管理,各部门按职能构建,如销售部、技术部、综合部、生产部等等,班组也按照工种划分。现行组织架构的优点为职责明确、责任清洗、专业化程度高。
但是从面向客户的角度考虑,现行的组织架构又存在以下几点问题:
部门间协调性较差、缺乏全局观念。销售部门销售产品往往一味迎合顾客的需求,不充分考虑车间产能、生产计划安排情况;技术部设计产品、编制工艺时又缺乏对工艺难易度、加工量(成本)的合理考量;生产部组织生产时不能保证完成订单交付时间;各班组按周计划加工时,也紧紧考虑本工序的工作。各部门间协调困难,出现问题是又经常发生互相推卸责任的现象。
反应迟钝。面对瞬息万变的市场,现有的组织架构反应迟钝,效率低。例如面对订货(特殊订货)意向时,销售部门需联系技术部出具设计方案及报价、在根据方案联系生产部核算订货周期,部门间发生分歧时又需由厂长协调组织,这一过程存在较大的不确定性,反应速度经常不能满足市场及顾客的要求。
按照设备进行的班组设置更适合批量佳 分厂实际生产形式(多品种小批量生产)不匹配,生产效率低下,班组间协调难度大,很难缩短生产周期。
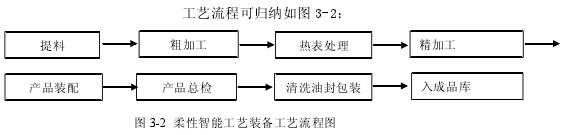
3.1.2 主要产品及生产工艺流程
夹具分厂主要产品以柔性夹具、专用夹具、液压气动夹具为主,其中柔性夹具为该厂的支柱性产品。所谓柔性夹具指的是以组合夹具为基础的能适用于不同设备、不同产品或同一产品不同规格型号的机床夹具,它是由一系列预先制造好的各种不同形状,不同尺寸和不同功能的系列化、标准化原件组装而成,可以通过组装-使用-分解--再组装周而复始循环使用,最可以减少夹具设计制造周期 90%,缩短生产准备周期 85%,节约金属材料 95%,降低生产成本 80%.
柔性夹具元件包括 Z1 系列基础件、Z2 系列支承件、Z3 系列定位件、Z4 系列导向件、Z5 系列压紧件、Z6 系列紧固件、Z8 系列组合件、Z9 其它件八大系列,具有良好的互换性和较高的精度及耐磨性,可根据不同机床和不同零件的加工要求,选用配套中的部分元件组装成所需要的夹具。其中压紧件、紧固件由于结构标准、工艺简单、材料易加工等特点,目前已基本全部转为外协生产,基础件、支承件、定位件、导向件等产品材料以低碳合金钢 20CrMnTi 锻件为主,经过表面渗碳、淬火等处理,表面硬度可达洛氏硬度 58-64,槽距公差控制在±0.015,槽宽为 12H7 或 16H7,外形尺寸公差为±0.015,形位公差达到 GB1184 中的 4 级。工作面和定位面的粗糙度为 0.4 或0.8.
3.1.3 生产中体现的矛盾现象
由于夹具类产品为典型的多品种小批量,但分厂的生产模式仍按照大批量生产的方式,生产实践中存在诸多矛盾现象。
(1)库存和交货期的矛盾
为保证柔性夹具类产品交付期及时,往往根据经验选择订货较为频繁的型号预投预制。但是顾客的需求很难准确把握,例如顾客定 20 种型号,库存中现货匹配了其中的 12 种,4 种有在制品,另外 4 种需要马上安排投产,考虑到柔性夹具元件是配套使用的,分批交付并不能保证顾客的用途,于是整个订单的交货期还是取决于这马上投产的 4 种。可以看出,成品库存和预投在制品并不能实现缩短交付期的目标,却占用了大量的资金和场地;
(2)交货期和等待时间的矛盾
随着市场竞争的加剧以及顾客的产品换代升级的频率加快,对夹具类产品制造周期的要求越来越短。在现行生产模式下,仅能通过设备换代升级、缩短工艺流程等手段加快交付,但是纵观单件产品的生产全过程,真正用于加工的时间往往只有 10%甚至更少,更多的时间用于工序间流转以及加工前等待。可以看出,如果能减少流转及等待的时间浪费,交付周期也能极大的缩短;
(3)紧急订单和正常在制品的矛盾
为满足顾客需要,分厂有时需承接短紧急订单,为了保证有限生产及时交付,因此往往由计划员直接到各工位“插队”安排生产,同时将部分不太“急需”的在制品暂缓生产,相应分厂总生产计划也被打乱。但是由于生产计划管理粗放,被“插队”的订单按期交付率更加得不到保障,同时生产线将出现在制品积压;
(4)成本最
大量新设备、新技术的应用虽然极大的提高了制造效率,但资产折旧最也相应更高,同时人力资源价格、原材料价格及能源价格的高涨同时作用推高了产品的制造成本。另一方面,由于生产管理模式没有相应改善,生产各个环节依然存在着大量的浪费。面对市场的竞争、价格的压力,进一步改善生产模式,提高管理效率、减少浪费将是决定企业生存的关键。
当前,诸如此类的问题已严重限制了分厂的发展壮大,按期交付率及成本水平往往不能达到顾客满意,分厂各项经营指标增长缓慢。为了继续获得生存和发展的空间,分厂只有不断提高自身管理水平,优化运营效率并完善成本控制,按照精益理念量身打造最适合分厂现状的一套精益生产管理模式,并持续改进,实现顾客满意和企业盈利的双重目标。

第3章G公司石油天然气部门供应商管理现状及存在的问题3.1G公司以及其石油天然气部门简介G公司倡导梦想启动未来,是一家多元化的科技、媒体和金融服务公司,致力于为客户解决世界上最棘手的问题。公司的产品和服务范围广阔,从军火、飞机发动机、发...
第3章F煤炭公司的社会责任管理现状3.1F煤炭公司概况3.1.1F煤炭公司简介F公司是一家以煤矿开发、电器生产、煤炭销售为主的煤炭公司,其前身是平煤集团自营煤矿公司,成立于1984年12月,是具有法人资格以煤为主的企业,现辖3口矿井,年生产优质原...
摘要2014年,中国经济正处于结构调整的阵痛期,经济下行的压力依然较大。但随着经济结构的调整,宏观政策环境的改善,中国企业也迎来了发展的重要机遇。工信部于2011年6月18日颁布实施的《关于印发中小企业划型标准规定的通知》中对中小微企业进行了明确划定,符...
第六章原材料业务流程重组结果评价在对飞思卡尔半导体原材料业务流程重组设计并实施后,根据业务流程重组的过程,接下来对业务流程重组进行综合性的结果评价。6.1业务流程重组结果进行了业务流程重组后,飞思卡尔半导体原材料业务流程使用了新的管理系...
第3章H公司供应链及其信息共享机制3.1H公司及其供应链3.1.1H公司概况H公司全名为H糖业有限公司,是亚洲最大的淀粉糖生产基地,主要产品为食用葡萄糖、果糖、低聚糖、果葡糖梁、葡萄糖酸钠等,其中结晶葡萄糖、葡萄糖酸钠和果糖三个产品的产量和市场占有率全...
摘要随着国内市场化程度不断提高、我国法制环境不断完善,法商管理是快速发展的企业管理思想。实质是可持续性发展的管理。法商管理强调法是为商服务的,商要符合法的规定,两只紧密结合,互相促进。其形成具有一定的必然性,其核心是倡导从之前的追求利益...
第6章优化邯郸市民营经济发展的政策建议6.1推进新型城镇化发展6.1.1科学规划,提高城镇的综合承载能力2012年,国务院批复《中原经济区规划》,我市首次跻身国家战略,被定位为全国重要的先进制造业基地、中原经济区有重要影响力的中心城市。规划中...
第1章绪论。1.1研究的背景与意义。1.1.1研究背景。从物竞天择的自然进化到适者生存的普适法则,竞争是人类社会长期发展进步的不懈动力和永恒主题。在当今世界高新科技日新月异、全球经济一体化飞速发展的背景下,我国的企业将会面对越来越激烈的竞争...
结论在当今汽车市场上,优质的售后服务包括备件服务已经成为新车销售中的关键成功因素。同时,随着各汽车厂商保有量的大规模增长,备件业务将为企业带来持续稳定的收入和可观的利润汇报。随着中国汽车市场逐步走向成熟,售后市场的发展潜力开始逐步释放,...
第6章改善的对策6.1加大贯彻实施内控体系的力度内部控制体系建设涉及到公司经营管理工作的方方面面,不是某一个单位、某个职能部门一家的事,只有各职能部门、各单位通力协助配合,共同努力,才能把工作做好,才能使公司的管理体系设计得更完善、更科...